Станки-автоматы для сборки шарнирио-пластинчатых цепей со ступенчатыми валиками известны. В этих станках-автоматах применяется непрерывная подача из бункеров пластин и валнков, захватываемых и транспортируемых звездочкой. Кроме того, в известных станках-автоматах для образования головок валиков в собранной цепи используются обжимные валки.
Отличительная особенность предлагаемого станка-автомата заключается в том, что звездочка автомата вынолнена с двумя неподвижными дисками. На внутренней поверхности этих дисков выполнены кольцевые канавки для входа в них шеек валиков и нластии.
Последние насаживаются на шейки валиков посредством пружинных прижимов. Такое выполнение станка обеспечивает использование звездочки не только для захвата и транспортирования пластин и валпков, но и для непрерывной сборки цепи.
Обжимным валкам станка, которые образуют головки валиков цепи и .у которыми прокатывается собираемая цепь, пр.идано вращательное движение только в одном направлении. Этим также обеспечивается непрерывность сборки.
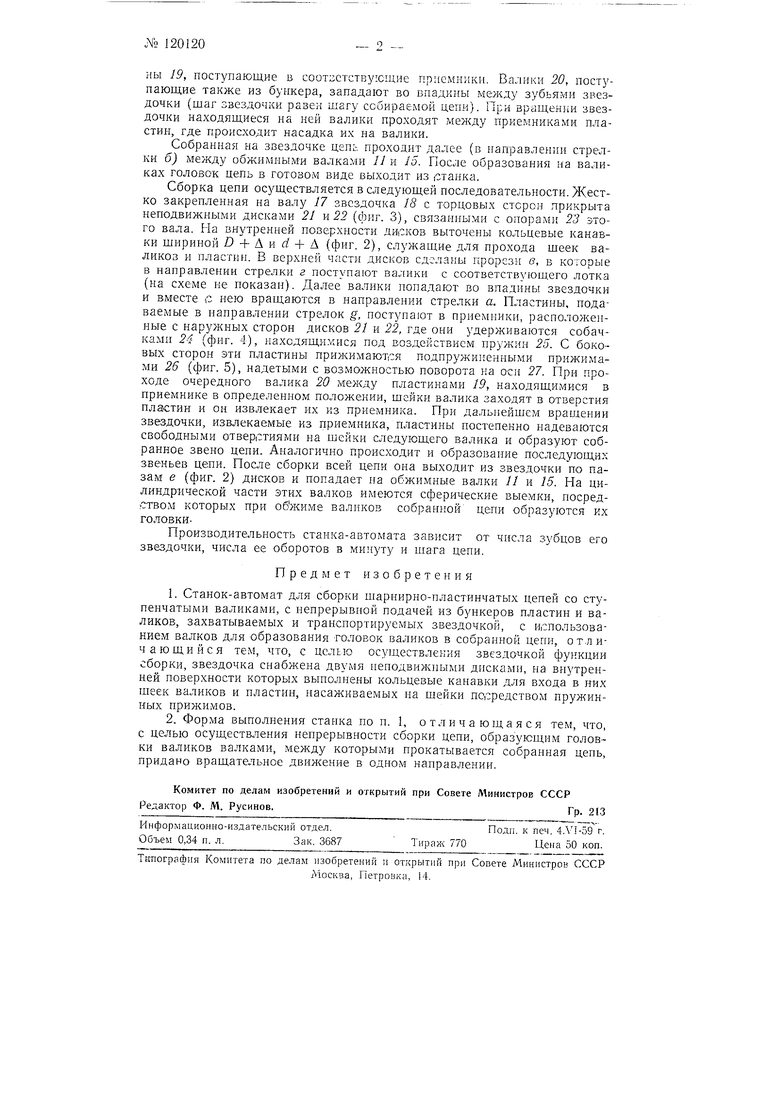
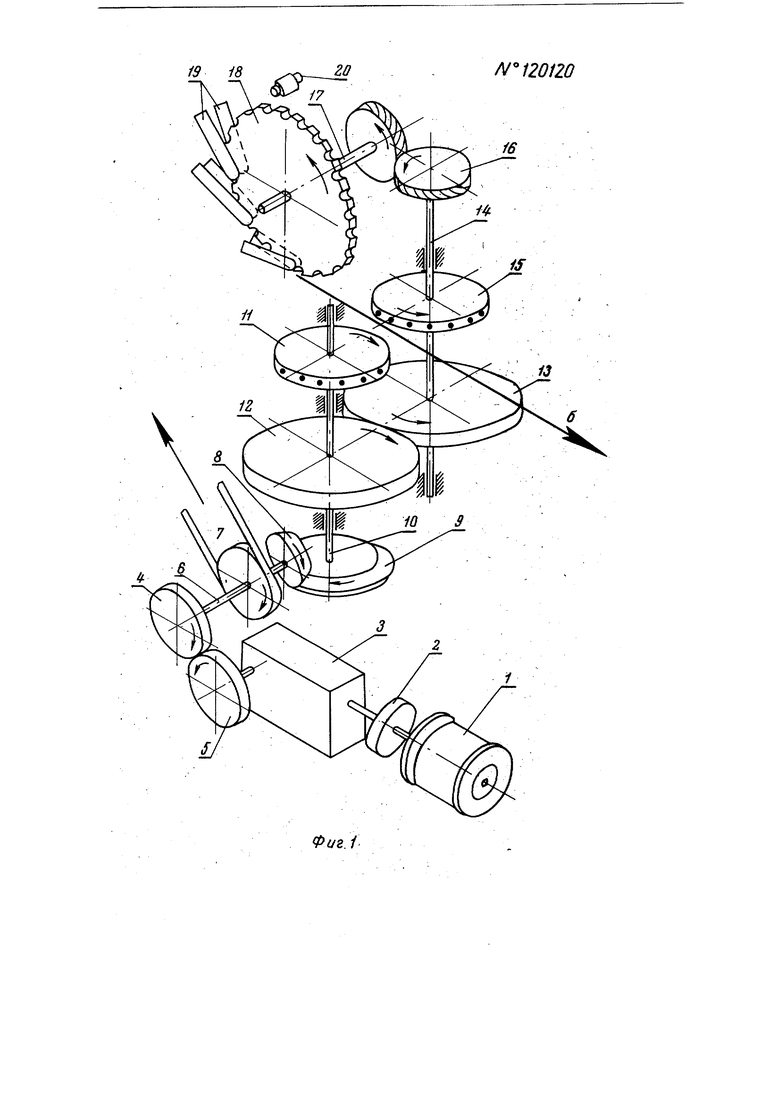
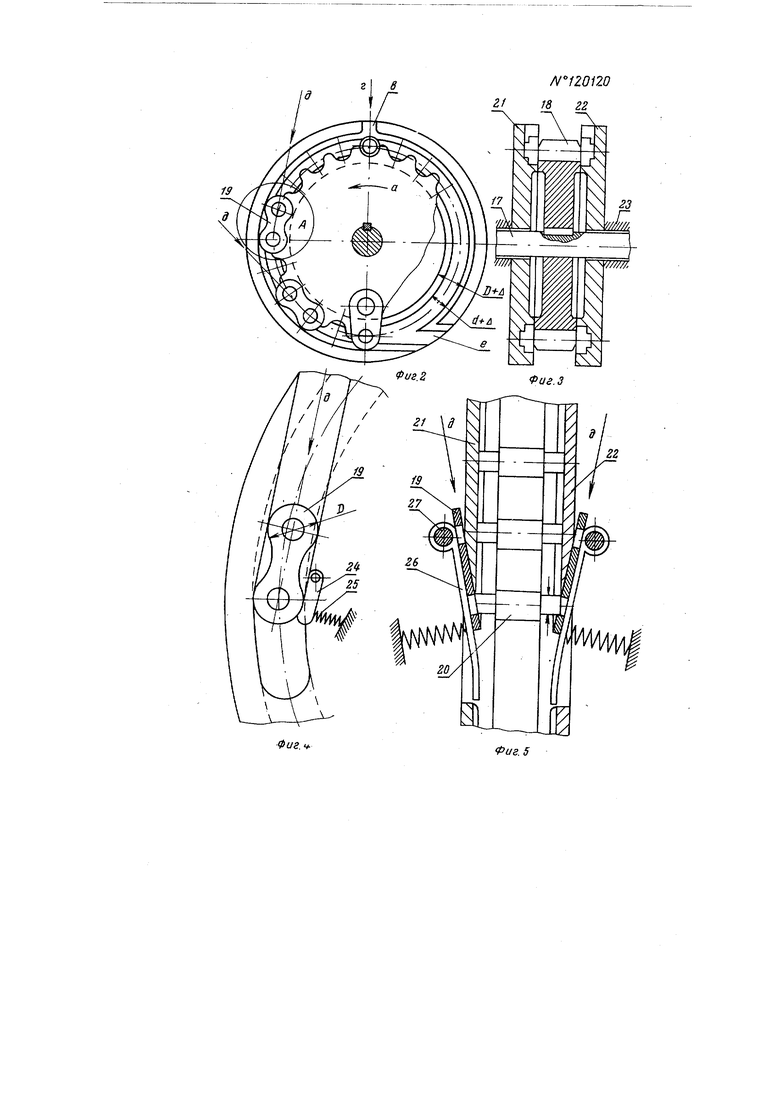
На фиг. 1 изображена кинематическая схема станка-автомата; на фиг. 2 и 3 - соответственно две проекции его звездочки; на фиг. 4 и 5- две проекции участка А звездочки в увеличенном масштабе.
Устроен стапок-автомат следующи.м образом. Вращение от электродвигателя / через фрикционную муфту 2, редуктор 3 и сменные шестерни 4 и 5 передается на вал 6. Посредством последпего вращение передается приводу 7 к бункерам, а также через пару конических шестерен 8 и 9 - валу 10, На этом валу закреплен обжимной валок // и шестерня 12, передающая вращение через шестерню 13 валу 14. На последнем установлен второй обжимной валок 15 и шестерня 16, передающая вращение валу /7 и звездочке 18. Звездочка является оснозны.м звено.м станка, на котором осуществляется сборка цепи. С двух сторон к звездочке из бункеров (на ;схеме не изображены) подаются пластн№ 120120- 2 -
ны 19, поступающие в соол стствующие приемники. Валики 20, поступающие также из бункера, западают во впадины между зубьями звездочки (шаг звездочки равен шагу собираемой цепи). При вращении звездочки находящиеся иа ней валики проходят между приемниками пластин, где происходит насадка их на валики.
Собранная на звездочке цепь проходит далее (в направлении стрелки б) между обжимиыми валками // и 15. После образования на валиках головок цепь в готовом виде выходит из станка.
Сборка цепи осуществляется в следующей последовательности. Жестко закрепленная на валу 17 звездочка 18 с торцовых сторон прикрыта неподвижными дисками 21 н 22 (фиг. 3), связанными с опорами 23 этого вала. На внутренней поверхности дисков выточены кольцевые канавки шириной Z) -f Д и rf + Д (фиг. 2), служащие для прохода шеек валиков и пластин. В верхней части дискоВ сделаны прорези в, в которые в направлении стрелки г поступают валики с соотБетствуюш.его лотка (на схеме не показан). Далее валики попадают во впадины звездочки и вместе с нею вращаются в направлении стрелки а. Пластины, подаваемые в направлении стрелок g, поступают в приемпики, расположенные с наружных сторон дисков 21 и 22, где они удерживаются собачками 24 (фиг. 4), находящиу;ися под воздействием пружин 25. С боковых сторон эти пластины прижимают::я подпружииеииыми прижимами 26 (фиг. 5), надетыми с возможностью поворота на оси 27. При проходе очередного валика 20 между пластинами 19, находящимися в приемнике в определенном положении, шейки валика заходят в отверстия пластин и он извлекает их из приемника. При дальнейшем вращении звездочки, извлекаемые из приемника, пластины постепенно надеваются свободными отверстиями на шейки следующего валика и образуют собранное звено цепи. Аналогично происходит и образование последующих зве«ьев цепи. После сборки всей цепи она выходит из звездочки по пазам е (фиг. 2) дисков и попадает па обжимные валки 11 и 15. На цилиндрической части этих валков имеются сферические выемки, посредством которых при обжиме валиков собранной цепи образуются их головкиПроизводительность станка-автомата зависит от числа зубцов его звездочки, числа ее оборотов в минуту и шага цени.
Предмет изобретения
1.Станок-автомат для сборки шарнирно-пластинчатых цепей со ступенчатыми валиками, с непрерывной подачей из бункеров пластин и валиков, захватываемых и транспортируемых звездочкой, с использованием валков для образования головок валиков в собранной цепи, от.личающийся тем, что, с целью осуществления звездочкой функции сборки, звездочка снабжена двумя иеиодвижпыми дпсками, на внутренней поверхности которых вьшолпены кольцевые канавки для входа в них шеек валиков и пластин, пасаживаемых иа шейки посредством пружинных прижимов.
2.Форма выполнения станка по п. 1, отличающаяся тем, что, с целью осуществления неирерывности сборки цепи, образующим головки валиков валками, между которыми прокатывается собранная цепь, придано вращательное движение в одном направлении.
Комитет по делам изобретений и открытий при Совете Министров СССР Редактор Ф. М. Русинов.Гр.
Информационно-издательский отдел.Поди, к печ. 4.VI-59 г.
Объем 0,34 п. л.Зак. 3687Тирах 770Цеиа 50 коп.
ТЕШОграфпя Комитета по делам изобретений п открытий при Совете Министров СССР
Москва, Петровка, 14. 19 18
Фиг.1 N 120120