Изобретение относится к металлургии, а именно к непрерывной разливке и совмещенной прокатке металлов в листовую металлопродукцию.
Целью настоящего изобретения является обеспечение непрерывности процесса производства тонкой полосы.
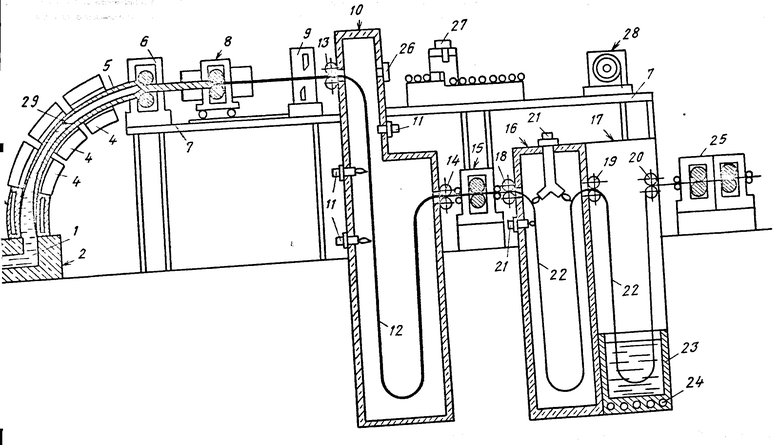
На чертеже показана схема агрегата для производства тонкой катаной полосы.
Агрегат включает герметичный металлоприемник (не показан) для жидкого металла 1, сообщающийся через металлопровод 2 с кристаллизатором 3.
За кристаллизатором 3 на большей части восходящего участка зоны вторичного охлаждения располагаются охлаждаемые башмаки 4, снабженные механизмами (не показаны) прижатия их к широким граням отливаемой заготовки 5. Башмаки выполнены так, что позволяют периодически перемещать между ними отливаемую заготовку с помощью валков клети 6 для правки и частичного обжатия заготовки. Клеть 6 размещена на горизонтальной площадке 7 в конце восходящей зоны вторичного охлаждения.
Вдоль восходящей зоны вторичного охлаждения размещены боковые шины с приводом их прижатия к боковым граням отливаемой заготовки 5 (не показаны).
За клетью на горизонтальной площадке 7 располагаются прокатный стан 8 с подвижной валковой клетью и ножницы 9.
К площадке 7 примыкает первая теплоизолированная петлевая камера 10, снабженная системой подачи в нее горячего восстановительного газа (не показана), и плазмотронами 11 для дополнительной подачи к толстой горячекатаной полосе 12 ионизированного восстановительного газа. Перед первой теплоизолированной петлевой камерой 10, на входе в нее толстой горячекатаной полосы 12, размещено подающее устройство 13, а на выходе из нее размещено вытягивающее устройство 14.
За первой теплоизолированной петлевой камерой 10 располагается одноклетьевой реверсивный стан 15 горячей прокатки. Следует заметить, что вместо одноклетьевого реверсивного стана горячей прокатки может быть установлен многоклетьевой непрерывно-реверсивный стан горячей прокатки.
За станом 15 установлена вторая теплоизолированная петлевая камера 16, к которой вплотную примыкает третья нетеплоизолированная петлевая камера 17. Камеры 16 и 17 снабжены подающим устройством 18 и вытягивающими устройствами 19 и 20. Вторая теплоизолированная петлевая камера 16 снабжена системой подачи в нее горячего восстановительного газа (не показана) и плазмотронами 21 для дополнительной подачи к тонкой горячекатанной полосе 22 ионизированного восстановительного газа. Третья нетеплоизолированная петлевая камера 17 снабжена системой подачи в нее инертного газа (не показана) и при необходимости может содержать устройство 23 для солевого расплава и систему труб 24 для охлаждения или подогрева солевого расплава.
В непосредственной близости от третьей нетеплоизолированной петлевой камеры 17 размещен стан 25 холодной прокатки.
На задней стенке теплоизолированной петлевой камеры 10 выполнено перекрываемое отверстие 26, за которым на площадке 7 размещено устройство 27 для деления толстой горячекатанной полосы 12 на мерные длины и моталка 28 для тонкой полосы 22.
Работа агрегата осуществляется следующим образом.
Первоначально в верхнюю часть кристаллизатора 3 устанавливают затравку, и, создав необходимое давление газа в герметичном металлоприемнике, жидкий металл 1 через металлопровод 2 подают в кристаллизатор 3 до его контакта с затравкой.
Начальную корку заготовки формируют при повышенном на нее давлении со стороны жидкого металла, которое создают за счет повышенного давления газа в герметичном металлоприемнике.
После того, как в кристаллизаторе 3 корка заготовки сформируется до заданной толщины, повышенное давление в жидком металле 1 устраняют, затвердевающую корку быстро (за 3-5 с) вытягивают из кристаллизатора 3 на установленный шаг, длина которого близка к длине кристаллизатора 3, но не более его, и в кристаллизатор подают жидкий металл 1. К вытянутой на кристаллизаторе 3 корке заготовки 5 сразу же прижимают башмаки 4 и боковые шины.
В наступившую продолжительную паузу (15-60 с и более) формируют следующий участок заготовки в кристаллизаторе 3 и продолжают формирование ранее вытянутого участка заготовки 5. При этом в заготовке 5 создают повышенное давление жидкого металла, например в зоне кристаллизатора до 0,5 МПа.
Операции по быстрому вытягиванию заготовки 5 из кристаллизатора 3, по прижатию башмаков 4 и боковых шин к заготовке в паузах между вытягиваниями заготовки 5 из кристаллизатора и по формированию корки заготовки в этих паузах продолжают до того момента, пока заготовка 5 не пройдет весь восходящий участок зоны вторичного охлаждения. Следует заметить, что в процессе перемещения заготовки 5 по восходящему участку зоны вторичного охлаждения в ней образуется полость, незаполненная жидким металлом. Уровень жидкого металла 1 в заготовке во время паузы между вытягиваниями ее из кристаллизатора 3, когда в жидком металле в заготовке 5 создается повышенное давление, показан позицией 29. Перед вытягиванием заготовки 5 из кристаллизатора 3, когда повышенное давление в жидком металле снимается, этот уровень 29 опускается, и при необходимости жидкий металл из заготовки может быть удален полностью.
Во время пауз между вытягиваниями заготовки из кристаллизатора уровень 29 жидкого металла в заготовке целесообразно несколько раз опустить и поднять на заданное расстояние, например на 0,5-1,5 м. Указанный прием позволяет создать постоянное движение жидкого металла относительно фронта кристаллизации, что обеспечивает получение заготовки с мелкозернистой качественной структурой. Опускания и подъемы уровня 29 жидкого металла в заготовке на установленную величину осуществляют за счет соответствующего изменения давления газа над жидким металлом в герметичном металлоприемнике.
Перед каждым вытягиванием заготовки 5 из кристаллизатора 3 башмаки 4 и боковые шины от заготовки 5 отводят на небольшое расстояние, например, на 0,5-1,0 см, но как только закончится вытягивание заготовки, их сразу же прижимают к заготовке. Этим самым в 4-6 раз снижается скорость формирования на поверхности заготовки окиси металла, а так как время перемещения заготовки 5 от кристаллизатора 3 до прокатного стана 8 сравнительно небольшое, то к стану 8 горячей прокатки заготовка 5 поступает в состоянии, не требующем удаления с ее поверхности окиси металла.
Однако прежде чем заготовка 5 поступит к стану 8 горячей прокатки, ее пропускают через валковую клеть 6.
Затравку отделяют от заготовки 5 после прохождения ею валковой клети 6. Затравка выполнена так, что может пройти через валковую клеть 6 и сразу от заготовки 5 отсоединиться.
В представленной схеме агрегата для осуществления способа непрерывной разливки и совмещенной прокатки металлов в листовую металлопродукцию валковая клеть 6 выполняет роль тянущей клети, обжимает боковые грани заготовки и превращает полую заготовку в сплошную, правит заготовку и еще частично обжимает ее по всему сечению. Все эти операции валковая клеть 6 выполняет в период вытягивания заготовки 5 из кристаллизатора 3 на установленное расстояние, равное шагу вытягивания.
Частично обжатая и выпрямленная в валковой клети 6, заготовка 5 поступает к стану 8 горячей прокатки. На стане 8 в каждую паузу между вытягиваниями заготовки 5 из кристаллизатора 3 на длине участка, равной шагу вытягивания заготовки 5 из кристаллизатора 3, заготовку 5 за несколько возвратно-поступательных перемещений подвижной клети стана 8 обжимают и получают толстую горячекатаную полосу 12, способную образовывать петлю.
При необходимости передний конец толстой горячекатаной полосы 12 обрезают на ножницах 9.
Далее толстую горячекатаную полосу 12 с помощью подающего устройства 13 подают в теплоизолированную петлевую камеру 10, наполненную восстановительным газом заданной температуры. Температуру газа с восстановительными свойствами устанавливают с учетом того, чтобы к моменту выхода толстой горячекатаной полосы 12 из первой теплоизолированной петлевой камеры 10 его температура соответствовала температуре прокатки на тонкую горячекатаную полосу.
Толстая горячекатаная полоса 12 проходит через первую теплоизолированную петлевую камеру 10 и захватывается вытягивающим устройством 14. Однако перед тем как направить толстую горячекатаную полосу 12 в устройство 14 и далее на следующую прокатку в первой теплоизолированной петлевой камере 10, из указанной полосы образуют петлю заданной длины, зависящей от средней скорости перемещения отливаемой заготовки 5 и степени обжатия этой заготовки на стане 8 горячей прокатки.
В первой теплоизолированной петлевой камере 10 толстую горячекатаную полосу 12 обрабатывают горячим газом с восстановительными свойствами, циркулирующим в указанной камере. В процессе такой обработки имеющиеся на поверхности полосы окислы восстанавливаются до чистого металла. В случае неполного восстановления окислов металла на поверхности полосы полосу обрабатывают дополнительно ионизированным газом с восстановительными свойствами, который получают с помощью плазмотронов 11.
Создав в первой теплоизолированной петлевой камере 10 петлю из толстой горячекатаной полосы 12 заданной длины, вытягивающим устройством 14 толстую горячекатаную полосу 12 подают или к одноклетьевому реверсивному стану 15 горячей прокатки или к непрерывно-реверсивному многоклетьевому стану горячей прокатки. На одном из указанных типов прокатного стана толстую горячекатаную полосу 12 за несколько реверсивных пропусков прокатывают в тонкую горячекатаную полосу 22 заданной толщины.
Наиболее приемлемым для способа следует считать реверсивный одноклетьевой стан горячей прокатки. Его применение позволяет за время вытягивания и время паузы между вытягиваниями заготовки из кристаллизатора 3 осуществить несколько обжатий горячекатаной толстой полосы 12 валками прокатного стана 15, причем может быть рекомендовано обжатие толстой горячекатаной полосы 12 двумя методами. Первый метод предусматривает прокатку полосы за несколько пропусков с обжатием при его перемещении в прямом направлении (от первой теплоизолированной петлевой камеры 10 к второй теплоизолированной петлевой камере 16) и проглаживание этой полосы валками при перемещении ее в обратном направлении. Второй метод предусматривает обжатие полосы при ее движении в прямом и обратном направлениях.
При перемещении полосы в прямом направлении обжатая в прокатном стане 15 до заданной толщины полоса через задающее устройство 18 подается во вторую теплоизолированную петлевую камеру 16, при этом длина петли из горячекатаной толстой полосы 12 в первой теплоизолированной камере 10 будет уменьшаться, а длина петли из горячекатаной тонкой полосы 22 во второй теплоизолированной петлевой камере 16 будет увеличиваться. При обратном прохождении полосы через стан 15 происходит обратное изменение длин петель в теплоизолированных камерах 10 и 16.
Во второй теплоизолированной петлевой камере 16 горячекатаную тонкую полосу 22, так же как и в первой теплоизолированной петлевой камере 10, с целью удаления с ее поверхности окислов обрабатывают горячим газом с восстановительными свойствами, циркулирующим в указанной петлевой камере 16. В случае неполного восстановителя окислов металла на поверхности тонкой горячекатаной полосы 22, обрабатывают дополнительно ионизированным газом с восстановительными свойствами, который получают с помощью плазматронов 21.
Далее тонкую горячекатаную полосу 22, прокатанную за несколько проходов и обрабатываемую газом с восстановительными свойствами, посредством вытягивающего устройства 19 подают из второй теплоизолированной петлевой камеры 16 в третью нетеплоизолированную петлевую камеру 17, в которой может быть нейтральная или восстановительная газовая среда. В третьей нетеплоизолированной петлевой камере 17 тонкую горячекатаную полосу 22 охлаждают до заданной температуры холодной прокатки, причем охлаждение тонкой горячекатаной полосы 22 осуществляют или только холодным циркулирующим газом или солевым расплавом, находящимся в устройстве 23 и имеющим заданную температуру, которую поддерживают за счет системы труб 24 для охлаждения или подогрева солевого расплава.
Охлажденную до заданной температуры тонкую горячекатаную полосу 22 вытягивающим устройством 20 подают на стан 25 холодной (или теплой) прокатки, на котором получают холоднокатаную полосу.
Если по какой-либо причине на агрегате не потребуется производство тонкой холоднокатаной полосы, а потребуется толстая горячекатаная полоса, то в этом случае раскрывают отверстие 26 на задней стенке первой теплоизолированной петлевой камеры 10 и толстую горячекатаную полосу 12 без изгиба пропускают через первую теплоизолированную камеру 10 и подают к устройству 27 для ее деления на мерные листы.
В случае необходимости производства тонкой горячекатаной полосы из нетеплоизолированной петлевой камеры 17 тонкую горячекатаную полосу 22 направляют на моталку 28, где ее сматывают в рулон.
Размещение за шаговым станом горячей прокатки толстой полосы реверсивного стана горячей прокатки тонкой полосы и снабжение этого стана, с каждой его стороны обогреваемыми аккумуляторами полосы, выполненными в виде петлевых теплоизолированных камер, во-первых, позволяет перейти к совмещенной прокатке толстой полосы на тонкую полосу с такой скоростью, которая является вполне допустимой из условия благоприятной работы прокатных валков, а, во-вторых, при установке за задней петлевой камерой стана горячей прокатки дополнительной петлевой камеры, как это рекомендуется выполнить в агрегате, позволяет совместить шаговую прокатку заготовки на толстую полосу и реверсивную прокатку на тонкую горячекатаную полосу с непрерывной прокаткой на холоднокатаную полосу. В данном случае устраняется одна из основных трудностей совмещенной разливки и прокатки металла, вытекающая из того, что скорость разливки не соответствует скорости прокатки.
Рекомендация установить перед и за реверсивным станом горячей прокатки тонкой полосы теплоизолированные аккумуляторы полосы, выполненные в виде петлевых камер, позволяет в этих камерах иметь газ с высокой температурой, что необходимо для поддержания заданной температуры прокатываемой полосы, причем при необходимости газ может быть с восстанавливающими свойствами, позволяющими восстановить пленку окиси до чистого металла на поверхности прокатываемой полосы. Такое техническое решение позволяет обойтись без специальных средств для удаления окалины.
Установка за задней петлевой камерой стана горячей прокатки тонкого листа дополнительной петлевой камеры, снабженной средствами охлаждения полосы, которая может быть заполнена газом с нейтральными свойствами, позволяет осуществить и совмещенную прокатку тонкой горячекатаной полосы на еще более тонкую холоднокатаную полосу. При этом не требуется применение дорогостоящих и сравнительно громоздких устройств, например, травильных ванн, которые обычно имеют место в производстве холоднокатаной тонкой полосы.
По сравнению с прототипом предлагаемый способ позволяет повысить качество получаемой продукции, т.к. на прокатку поступает заготовка слабо окисленная.
В одном агрегате, совмещающем разливку и прокатку металла становится возможным производство такой товарной горячекатаной и даже холоднокатаной листовой металлопродукции, которая в настоящее время в условиях совмещенной разливки и прокатки металлов не производится.
Устраняется необходимость иметь отдельно стоящий стан горячей прокатки со многими обслуживающими его устройствами и системами, такими как нагревательные печи, окалиноломатели, устройства для гидросбива окалины и т.п.
В процессе совмещенной разливки и прокатки металла повышается коэффициент использования дорогостоящего прокатного оборудования и улучшаются его условия эксплуатации.
Снижаются потери металла, связанные с переходом его в окалину, которые нередко доходят до 1-2%
Снижаются затраты на сооружение производственных площадей.
Становится возможным в непрерывном технологическом процессе совместить периодическую прокатку периодически перемещаемой отливаемой заготовки с непрерывной прокаткой полосы, получаемой из заготовки, тем самым значительно снизить эксплуатационные затраты на производство листовой металлопродукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА КАЧЕСТВЕННОЙ ПРУТКОВОЙ МЕТАЛЛОПРОДУКЦИИ | 2004 |
|
RU2260495C1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС И КОМБИНИРОВАННЫЙ ПОЛУНЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2491140C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРОТЕХНИЧЕСКОЙ ПОЛОСОВОЙ СТАЛИ С ОРИЕНТИРОВАННЫМ ЗЕРНОМ | 2006 |
|
RU2383634C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ И ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 2004 |
|
RU2346763C2 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОСЫ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ И ПОЛОСА ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ, ПОЛУЧАЕМАЯ В СООТВЕТСТВИИ С УПОМЯНУТЫМ СПОСОБОМ | 2015 |
|
RU2671033C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ИЗ СЛИТКОВ, ПОЛУЧЕННЫХ НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ (МНЛЗ) КРИВОЛИНЕЙНОГО ТИПА | 2008 |
|
RU2427436C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОСЫ ИЛИ ЛИСТА ИЗ СТАЛИ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | 1996 |
|
RU2159160C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПОСРЕДСТВОМ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ПРОКАТКИ | 2014 |
|
RU2630106C2 |
1. АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ТОНКОЙ КАТАНОЙ ПОЛОСЫ, содержащий установку непрерывной разливки плоской заготовки, средства вытягивания заготовки, преимущественно вверх, ее изгиба и перевода в горизонтальное положение, шаговый стан горячей прокатки заготовки в толстую полосу и стан горячей прокатки тонкой полосы, отличающийся тем, что, с целью обеспечения непрерывности процесса производства тонкой полосы, стан горячей прокатки тонкой полосы выполнен реверсивным и снабжен установленными по обе стороны его обогреваемыми аккумуляторами полосы, выполненными в виде петлевых теплоизолированных камер.
2. Агрегат по п.1, отличающийся тем, что, с целью совмещения его со станом холодной прокатки полосы, он снабжен дополнительной петлевой камерой, установленной за задней петлевой камерой стана горячей прокатки тонкой полосы и снабженной средствами охлаждения полосы.
| Патент США N 3872914, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Патент США N 4073333, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
