1
Изобретение относится к машиностроению, а 1шенно к конструкции уравновешивающих устройств ползунов вертикальных прессов.
Цель изобретения - повышение надежности.
На чертеже показано устройство, общий вид.
Устройство, содержит установленные на станине и соединенные магистралями с ресивером 1 верхние пневмоцилиндры 2 с )азмещенными в них поршнями 3 и нижние пневмоцилиндры 4 с размещенными в них поршнями 5. Поршни 3 и 5 каждого из цилиндров 2 и 4 закреплены на общем штоке 6, связанном со станиной пресса, при зтом корпуса верхних пневмоцилиндров 2 соединеныс ползуном 7, а корпуса нижних пневмоцилиндров 4 установлены на концах поперечины 8, расположенной в направляющих прямоугольного окна 9 ползуна 7. Поперечина 8 удерживается в верхнем положении пружиной 10, направляющей которой являет ся толкатель 11 изделий, смонтированный на поперечине 8 и размещенньй в центральной расточке ползуна 7, на которой центрируется относительно оси пресса упомянутая поперечина с пневмоцилиндрамй 2 и 4.
Полости А и В пневмоцилиндров 4 сообщены магистралями с ресивером 1 посредством регуляторов 12 давления, обратных клапанов 13 и 14 и трехпозиционного электромагнитного распределителя 15, а полости В пневмоцилиндра 2 сообщены с ресивером 1.
Устройство работает следующим образом.
Усилие пневмоцилиндров 2 расчитано на Уравновешивание массы ползуна 7 с инструментом и массы шатуна а также собственного веса их корпусов и корпусов пневмоцилиндров 4 с поперечиной 8. При движении вниз до определенного момента действие пневмоцилиндров 2 уравновешивает -вес упомянутых деталей, не нагружая их избыточной силой, т.е. на этом участке хода ползуна в кинематической цепи ползун- шатун, шатун - кривошип в зубчатой передаче зазоры выбраны не полностью, что способствует лучшему заполнению их смазкой.
При дальнейшем движении ползуна вниз увеличиваюЕшеся по известному
942
закону инерционные силы ползуна и шатуна начинают превышать уравновешивающее усилие пневмоцилиндра 2. В нужный момент перед встречей инс- трумента с заготовкой включается электромагнитный распределитель 15 и сжатый воздух через обратный клапан I3 и упомянутый распределитель поступает в полость Б пневмоцилиндра 4, таким образом в работу вступают пневмоцилиндры 4, которые через поперечину 8 воздействуют на ползуны 7 и уравновешивают возрастающие инерционные силы путем выбирания
зазоров в кинематических парах пол-: зун - шатун, шатуи - кривошип, а также в зубчатой передаче.
Таким образом,, встреча инструмента с заготовкой происходит при
выбранных зазорах, что исключает динамический удар при резком выборе зазоров в сочленениях, а следовательно , повышает срок службы названных кинематических пар.
Обратные клапаны 14 в процессе дополнительного уравновешивания служат для перераспределения потока сжатого воздуха из полостей А пнев- моцилиндров 4 в ресивер I по трубам
больших размеров.
В момент окончания технологической операции резко снимается технологическое усилие с ползуна, который вместе со всеми связанными
t: ним поступательно движущимися
частями пресса получает ускорение, вызывающеее рост инерционных сил, действие которых нейтрализуется работающими совместно полостями А
пневмоцилиндров.
После окончания технологической операции переключением распределителей 15 поток (.жатого воздуха реверсируется из полостей А в полости & пневмоцилиндров 4, в результате чего их корпуса с поперечиной 8, преодолевая сопротивление пружины 10, воздействуют на толкатель 11, при помощи которого удаляется
изделие из верхней половины штампа.
При изменении числа ходов ползуна или веса движущихся частей (установка различных по весу и габаритам штампов) изменяются инерционные силы,
а также момента начала уравновешивания (по ходу ползуна) при помощи дополнительных полостей, для этих целей предусматривается, соответствен3 1194494
но регулировка давления воздуха вчто повышает надежность и долгоупомянутых полостях посредствомвечность пресса, а также расширяет регуляторов 12 и включение в нужныйего технологические возможности за момент распределителей 15.счет использования цилиндров для
Устройство позволяет регулироватьj технологической операции - вытална всей величине хода ползуна моменткивания изделий из верхней половины
его дополнительного уравновешивания,штампа.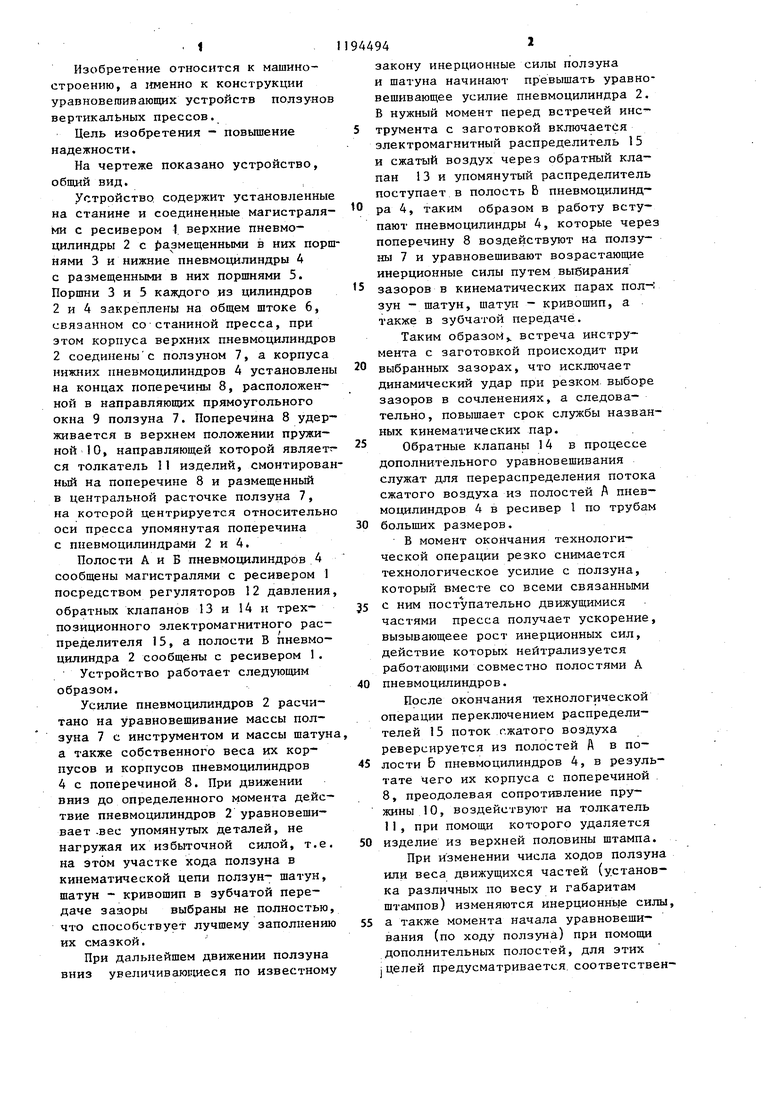
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для уравновешивания ползуна пресса | 1974 |
|
SU501898A1 |
| УСТРОЙСТВО ДЛЯ УРАВНОВЕШИВАНИЯ ПОЛЗУНА ПРЕССА | 2002 |
|
RU2219060C1 |
| УСТРОЙСТВО для УРАВНОВЕШИВАНИЯ ПОЛЗУНА ПРЕССА | 1973 |
|
SU407752A1 |
| ВИНТОВОЙ ПРЕСС | 1993 |
|
RU2063341C1 |
| Устройство для уравновешивания ползуна пресса | 1978 |
|
SU729097A1 |
| Безмуфтовой механический пресс | 1991 |
|
SU1774921A3 |
| Винтовой пресс | 1990 |
|
SU1750955A1 |
| Прижимной ползун кривошипного пресса двойного действия | 1983 |
|
SU1148801A1 |
| Уравновешивающее устройство кривошипного пресса | 1977 |
|
SU621596A1 |
| Пневматическое уравновешивающее устройство к кривошипному прессу | 1980 |
|
SU941205A1 |
УСТРОЙСТВО ДЛЯ УРАВНОВЕШИВАНИЯ ПОЛЗУНА ВЕРТИКАЛЬНОГО ПРЕССА преимущественно с верхним выталкивателем в виде поперечины -и сочле( А нч II ненного с ней и подпружиненного относительно ползуна толкателя, содержащее соединенные магистралями с ресивером и смонтированные соосно друг другу верхние и нижние пневмоцилиндры, при этом шток каждого верхнего пневмоцилиндра жестко соединен с соответствующим штоком нижнего пневмоцилиндра, отличающее с я тем, что, с целью повышения надежности, корпуса нижних пневмоцилиндров соединены с указанной поперечиной, корпуса верхних пневмоцилиндров - с ползуном, а штоки последних шарнирно сочленены со стани о ной. (Л 5 со ii I i /VX/VxX/ )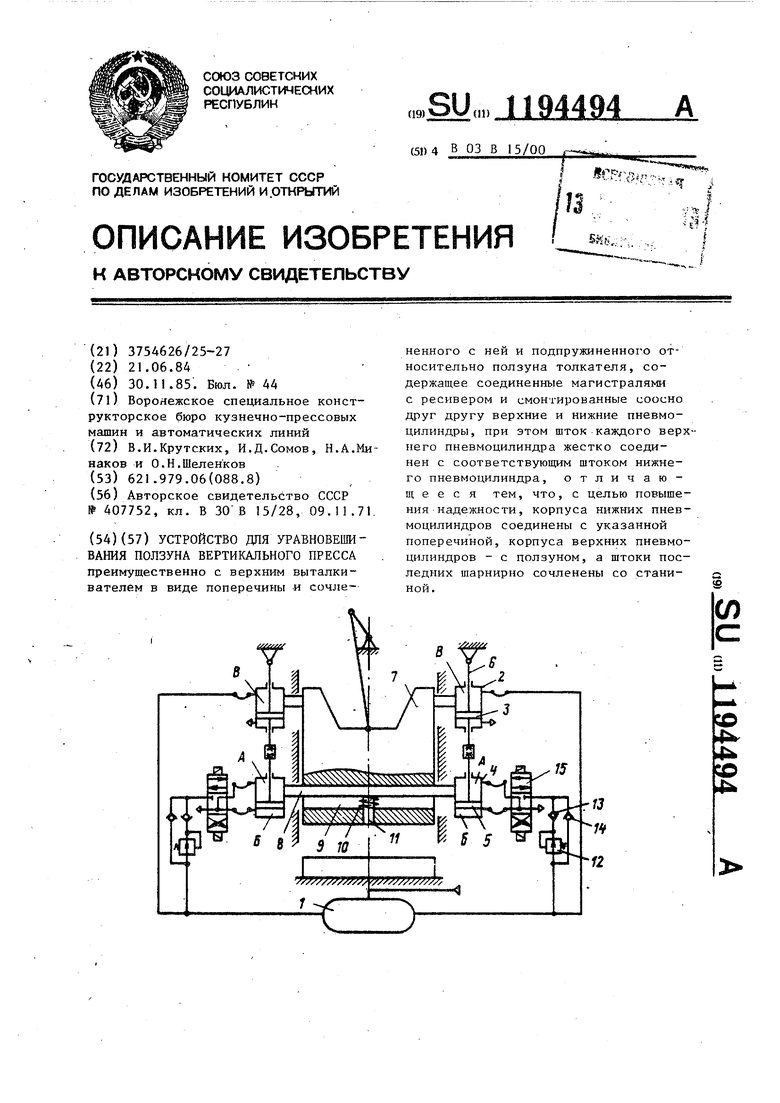
| УСТРОЙСТВО для УРАВНОВЕШИВАНИЯ ПОЛЗУНА ПРЕССА | 0 |
|
SU407752A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
