2. Способ по п. 1, отличающийся тем, что локализованное поле перемещают под углом относительно направления перемещения основы, а тангенс угла наклона определяют из формулы .,
где VP - скорость перемещения локализованного электростатического поля, м/мин;
VQP - скорость движения основы,
м/мин;
об - угол наклона участков, покрытых абразивным зерном, град.
3. Способ по п. 1,отличающ и и с я тем, что локализованное поле перемещают в направлении, совпадающем с направлением перемещения основы, а скорости их выбирают равными.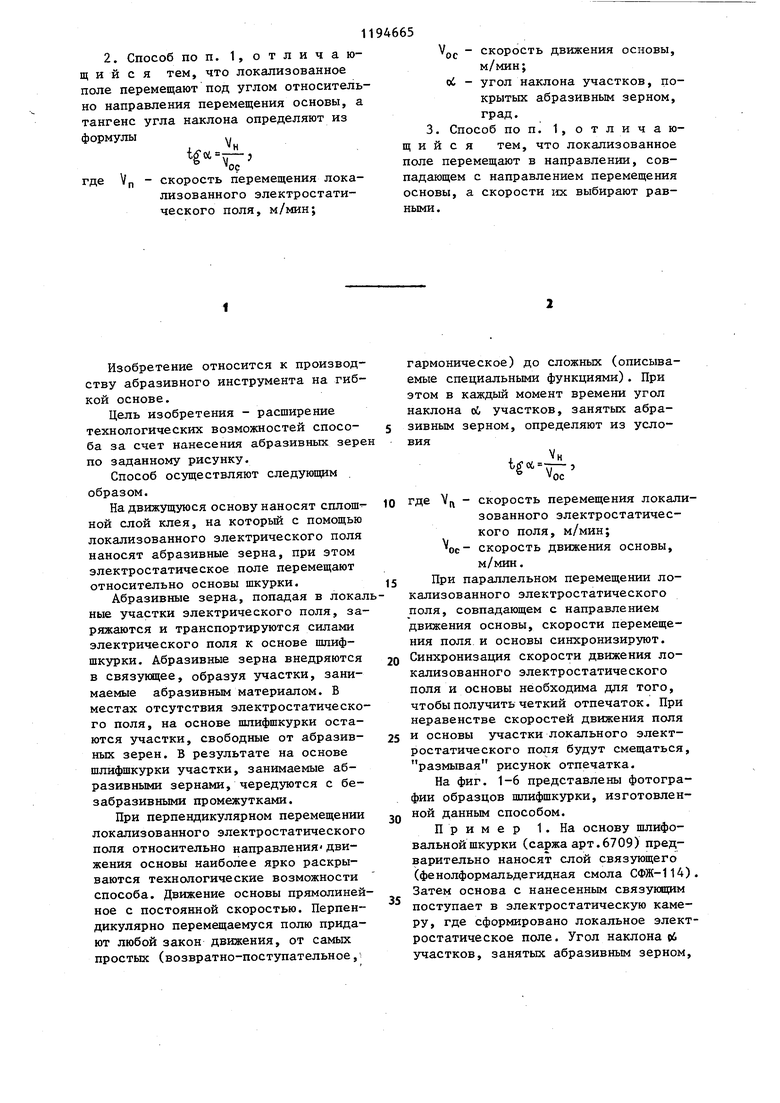
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОГО ДВУСТОРОННЕГО АБРАЗИВНОГО ИНСТРУМЕНТА | 1993 |
|
RU2078680C1 |
| Способ изготовления шлифовальной шкурки | 1988 |
|
SU1570891A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОДОРАСТВОРИМОЙ ФЕНОЛОФОРМАЛЬДЕГИДНОЙ СМОЛЫ РЕЗОЛЬНОГО ТИПА | 1991 |
|
RU2010806C1 |
| Автоматическая линия для производства шлифовальной шкурки | 1978 |
|
SU774934A1 |
| Ручной абразивный инструмент для заточки режущих кромок | 2015 |
|
RU2607392C2 |
| Клеевая композиция для изготовления эластичной шлифовальной шкурки | 1989 |
|
SU1789542A1 |
| Способ изготовления шлифовальной ленты с программным расположением зерен | 1986 |
|
SU1316805A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА НА ГИБКОЙ ОСНОВЕ | 1994 |
|
RU2071909C1 |
| ЛЕПЕСТКОВЫЙ КРУГ | 2002 |
|
RU2240224C2 |
| Способ изготовления шлифовальной шкурки | 1983 |
|
SU1155436A1 |
1. СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОЙ ШКУРКИ, при котором на основу шкурки наносят клей, на котором закрепляют абразивные зерна, наносимые с помощью электростатического поля, отличающийся тем, что,с целью расширения технологических возможностей способа путем нанесения абразивных зерен по заданному рисунку, электрическое поле локализуют и перемещают его относительно основы шкурки. 4i 9) 9д сл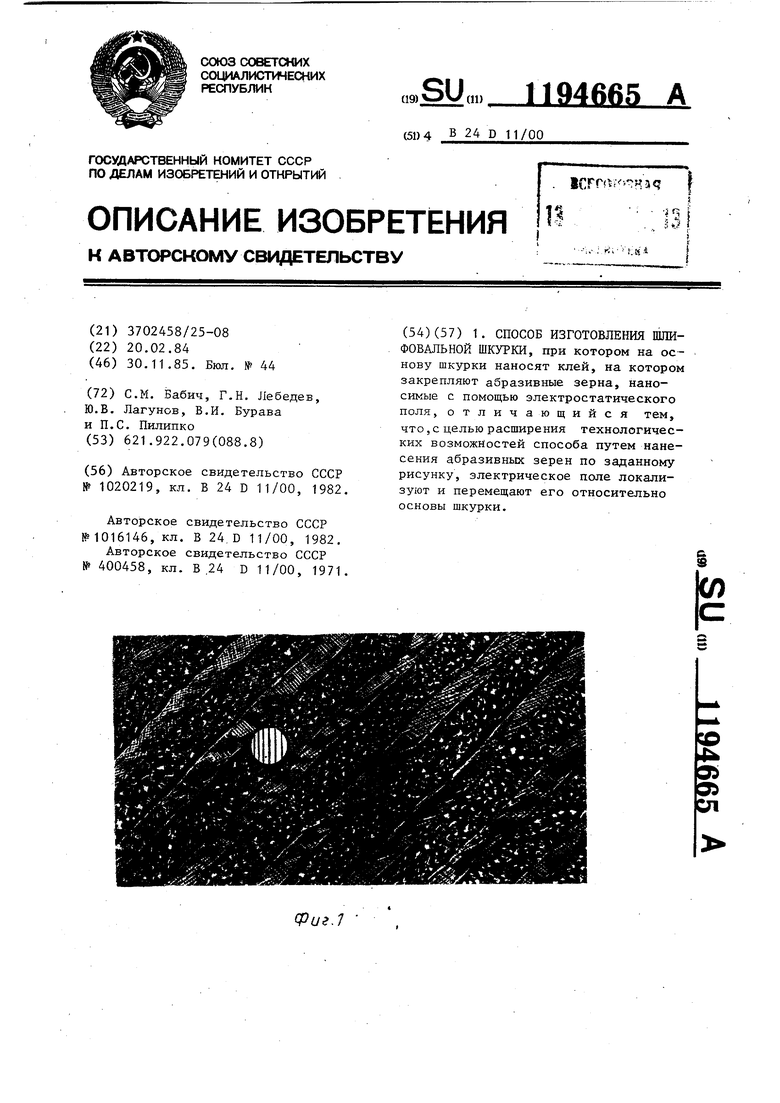
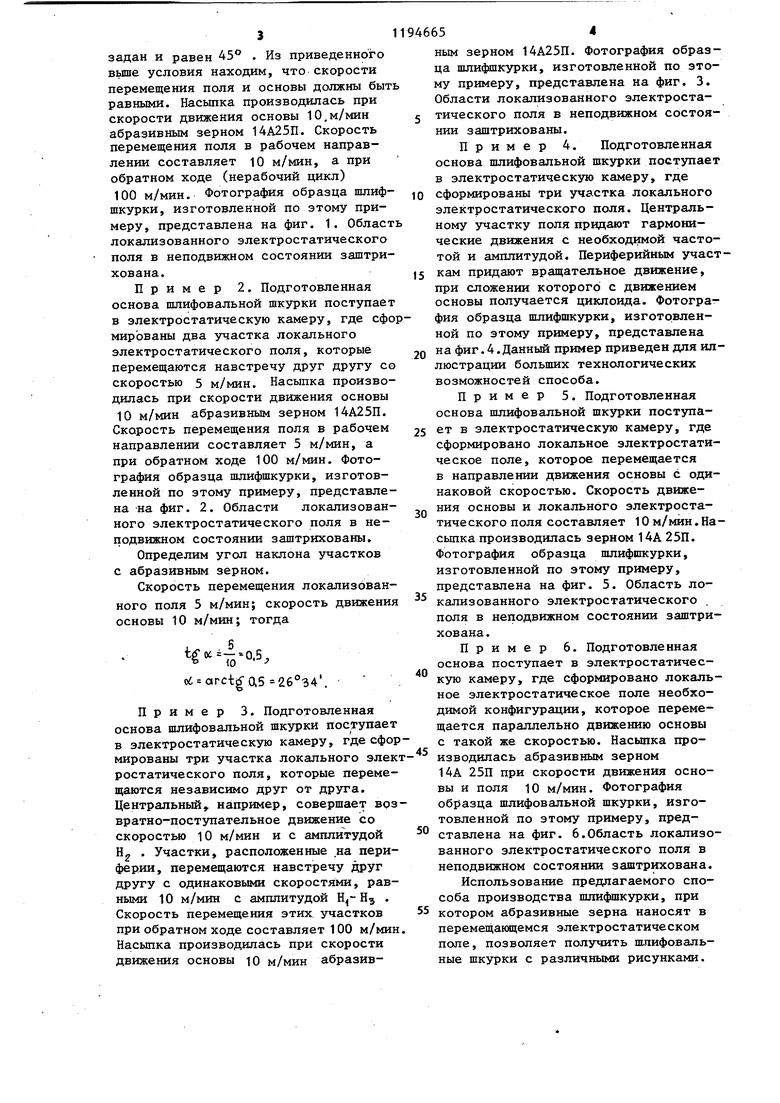
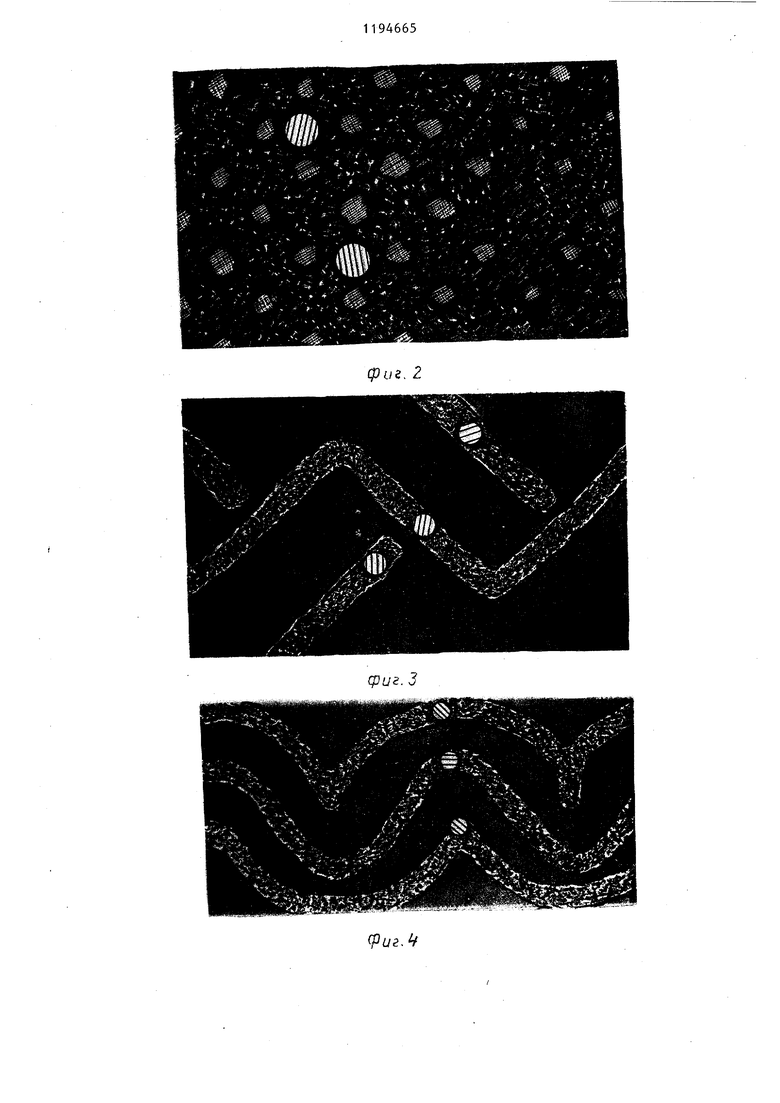
Изобретение относится к производ ству абразивного инструмента на гиб кой основе. Цель изобретения - расширение технологических возможностей способа за счет нанесения абразивных зер по заданному рисунку. Способ осуществляют следующим . образом. На движущуюся основу наносят сплошной слой клея, на который с помощью локализованного электрического поля наносят абразивные зерна, при этом электростатическое поле перемещают относительно основы шкурки. Абразивные зерна, попадая в лока ные участки электрического поля, за ряжаются и транспортируются силами электрического поля к основе пшифшкурки. Абразивные зерна внедряются в связующее, образуя участки, занимаемые абразивным материалом. В местах отсутствия электростатическо го поля, на основе пшифшкурки остаются участки, свободные от абразивных зерен. В результате на основе шлифшкурки участки, занимаемые абразивными зернами, чередуются с безабразивными промежутками. При перпендикулярном перемещении локализованного электростатического поля относительно направления движения основы наиболее ярко раскрываются технологические возможности способа. Движение основы прямолиней ное с постоянной скоростью. Перпендикулярно перемещаемуся полю придают любой закон движения, от самых простых (возвратно-поступательное, гармоническое) до сложных (описываемые специальными функциями). При этом в каждый момент времени угол наклона об участков, занятых абразивным зерном, определяют из условиягде V - скорость перемещения локализованного электростатического поля, м/мин; ос скорость движения основы, м/мин. При параллельном перемещении локализованного электростатического поля, совпадающем с направлением движения основы, скорости перемещения поля и основы синхронизируют. Синхронизация скорости движения локализованного электростатического поля и основы необходима для того, чтобы получить четкий отпечаток. При неравенстве скоростей движения поля и основы участки локального электростатического поля будут смещаться, размывая рисунок отпечатка. На фиг. 1-6 представлены фотографии образцов шлифшкурки, изготовленной данным способом. Пример 1. На основу шлифовальной шкурки (саржа арт.6709) предварительно наносят слой связующего (фенолформальдегидная смола СФЖ-114). Затем основа с нанесенным связующим поступает в электростатическую камеру, где сформировано локальное электростатическое поле. Угол наклона об згчастков, занятых абразивным зерном. задан и равен 45 . Из приведенного вьппе условия находим, что скорости перемещения поля и основы должны быт равными. Насьтка производилась при скорости движения основы Ю.м/мин абразивным зерном 14А25П. Скорость перемещения поля в рабочем направлении составляет Ю м/мин, а при обратном ходе (нерабочий цикл) 100 м/мин. Фотография образца шлифшкурки, изготовленной по этому примеру, представлена на фиг. 1. Облас локализованного электростатического поля в неподвижном состоянии заштрихована. Пример 2. Подготовленная основа шлифовальной шкурки поступает в электростатическую камеру, где сф мированы два участка локального электростатического поля, которые перемещаются навстречу друг другу с скоростью 5 м/мин. Насыпка производилась при скорости движения основы 10 м/мин абразивным зерном 14А25П. Скорость перемещения поля в рабочем направлении составляет 5 м/мин, а при обратном ходе 100 м/мин. Фотография образца шлифшкурки, изготовленной по этому примеру, представлена на фиг. 2. Области локализованного электростатического поля в неподвижном состоянии заштрихованы. Определим угол наклона участков с абразивным зерном. Скорость перемещения локализованного поля 5 м/мин; скорость движени основы 10 м/мин; тогда Ч То-°. oi arc-fc a5 26°34. Пример 3. Подготовленная основа шлифовальной шкурки поступает в электростатическую камеру, где сфо мированы три участка локального элек ростатического поля, которые перемещаются независимо друг от друга. Центральный например, совершает воз вратно-поступательное движение со скоростью 10 м/мин и с амплитудой Hj . Участки, расположенные на периферии, перемещаются навстречу друг другу с одинаковыми скоростями, равными 10 м/мин с амплитудой . Скорость перемещения этих участков при обратном ходе составляет 100 м/мин Насыпка производилась при скорости движения основы Ю м/мин абразив654ным зерном 14А25П. Фотография образца шлифшкурки, изготовленной по этому примеру, представлена на фиг. 3. Области локализованного электростатического поля в неподвижном состоянии заштрихованы. Пример 4. Подготовленная основа шлифовальной шкурки поступает в электростатическую камеру, где сформированы три участка локального электростатического поля. Центральному участку поля придают гармонические движения с необходимой частотой и амплитудой. Периферийным участкам придают вращательное движение, при сложении которого с движением основы получается циклоида. Фотография образца шлифшкурки, изготовленной по этому примеру, представлена н а фиг. 4. Данный пример приведен для ил люстрации больших технологических возможностей способа. Пример 5. Подготовленная основа шлифовальной шкурки поступает в электростатическую камеру, где сформировано локальное электростатическое поле, которое перемещается в направлении движения основы с одинаковой скоростью. Скорость движения основы и локального электростатического поля составляет 10 м/мин. Насьтка производилась зерном 14А 25П. Фотография образца шлифшкурки, изготовленной по этому примеру, представлена на фиг. 5. Область локализованного электростатического поля в неподвижном состоянии заштрихована. Пример 6. Подготовленная основа поступает в электростатическую камеру, где сформировано локальное электростатическое поле необходимой конфигурации, которое перемещается параллельно движению основы с такой же скоростью. Насыпка производилась абразивным зерном 14А 25П при скорости движения основы и поля 10 м/мин. Фотография образца шлифовальной шкурки, изготовленной по этому примеру, представлена на фиг. 6.Область локализованного электростатического поля в неподвижном состоянии заштрихована. Использование предлагаемого способа производства шлифшкурки, при котором абразивные зерна наносят в перемещающемся электростатическом поле, позволяет получить шлифовальные шкурки с различными рисунками.
/и/ v.
V ., ; V
.;/, .
. , Jj- ; , -. f, vf ,-i
,..; -
V-v
--.
-..6
| Устройство для изготовления шлифовальной ленты | 1982 |
|
SU1020219A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Авторское свидетельство СССР | |||
