Изобретение относится к производству абразивного инструмента на гибкой основе, в частности к производст ву шлифовальной ленты с прерывистым абразивным слоем. Известно устройство для иэготовле НИН шлифовальной ленты с прерывистым абразивным слоем, содержащее лентопротяжньлй механизм и узел для нанесе ния клея на основу, выполненный в виде профильного цилиндра. На прюфильном цилиндре выполнены пазы,имею щие форму трапеции 1. Недостатком известного устройства является то, что оно не обеспечивает получение качественной ленты шкурки). Это объясняется тем, что при выходе из контакта донной части паза профильного цилиндра с поверхностью нанесенного на основу клеевого отпечатка на кромке пос диего в результате сил поверхностного натяжения образуется напЛлв клея с рваной пило образной кромкой. В результате после нанесения абразивного зерна рабочая поверхность шлифовальной шкурки по высоте получается неровной. Это снижает ее качество и препятствует орга низации серийного выпуска и применению ее для чистового размерного шлифования. Цель Тизоб1р,етвния - повышение качества шлифовальной шкурки с преры-; вкстам слоем. Поставленная цель достигается тем, что в устройстве, содержащем Лентопротяжный механизм и узел дп нанесения клея, выполненный в виде профильного цилиндра, на последнем выполнены равномерно расположенные лыски. На чертеже изображена схема предлагаемого устройства для изготовлеиия сщифовальной ленты с прерывистым абразивным слоем с расположением рельефов под углом к продольной оси основы ленты. Устройств; состоит из лентопротяж Hoirp мех:анйэма, включаюс его поддерживакшшй 1 и направляющий 2 ролик } узла нанесения клея, состоящего из прижимного цилиндра 3, профильного кпеенаносящего цилиндра 4 и клеевой ванны 5. Прижимной цилиндр 3 установлен относительно клеенаносящего цилиндра 4 с таким зазором, что обеспечивает плотный контакт основы б с поверхностью наружного диаметра цилиндра 4. На профильном клеенаносящем цилиндре 4 выполнены лыски 7, форма и расположение которых соответствует форме и расположению рельефов изготавливаемой шлифовальной ленты, Нанесение клеевых выступов на основу выполняется следующим образом. Основа 6проходит через поддерживающий и направляющий ролики 1 и 2 и затем между прижимным и клеенаносящим цилиндрами 3 и 4. Скорость вращения цилиндра 4 синхронизируется со скоростью перемещения основы При вращении цилин; 4 захватывает из ванны 5 клел всей наружной поверхностью. При контакте с основой зазор между наружной поверхностью клеенаносящего цилиндра и основой плавно изменяется от нуля в местах контакта цилиндрических участков цилиндра до максимс(льного значения в середине лыски и затем уменьшается до нуля. Таким образом, с цилиндрических участков цилиндра клэй выдавливается, а на лыске толщина наносимого на основу клеевого слоя соответственно, увеличивается от нуля до максимального значения, а затем уменьшается до нуля. Плавное изменение толщины клеевого слоя исключает образование наплывов клея по краям клеевого отпечатка. Шлифовальная шкурка зернистости 55 С-4П, изготовленная ha предлагаем моМ устройстве имеет стойкость на 50% выше, чем базовая (со сплошным (бразивным слрем; , изготовленная в т.ех же условиях/ что и опытная.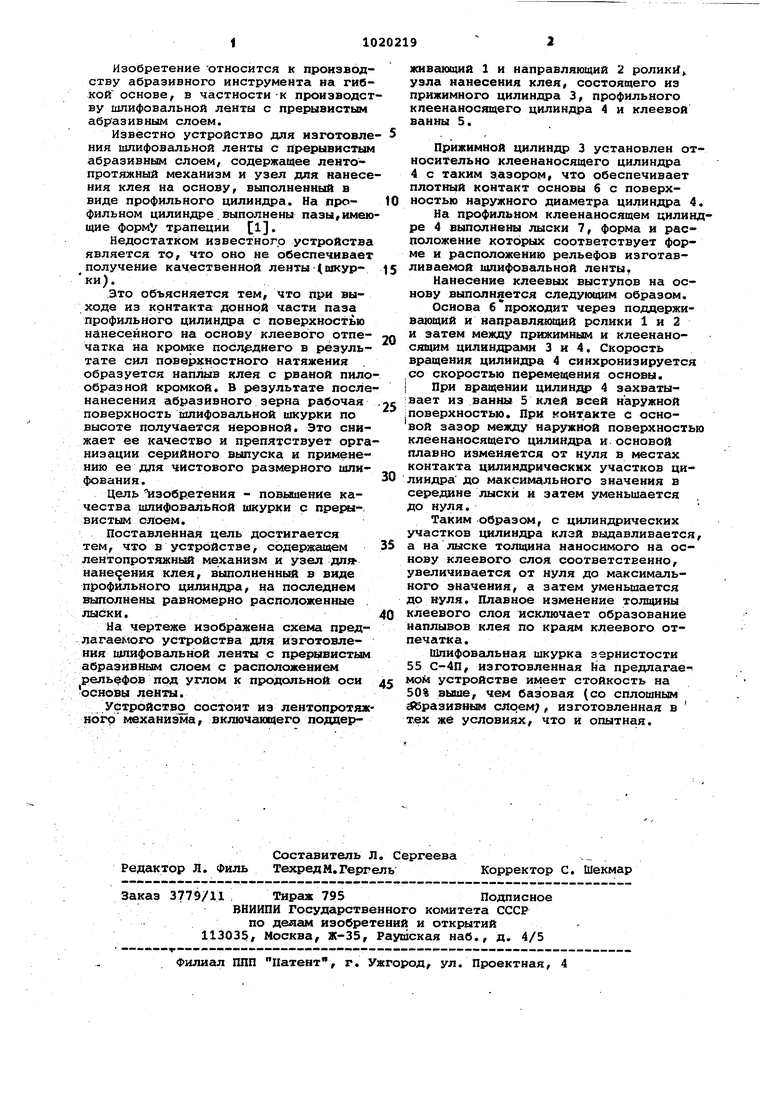
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления шлифовальной ленты | 1983 |
|
SU1106649A1 |
| Способ изготовления шлифовальной шкурки с прерывистым абразивным слоем | 1991 |
|
SU1838089A3 |
| Способ изготовления шлифовальной ленты с программным расположением зерен | 1986 |
|
SU1316805A1 |
| Устройство для изготовления абразивных лент | 1978 |
|
SU749650A1 |
| Способ изготовления шлифовальной шкурки | 1987 |
|
SU1435415A1 |
| Устройство для изготовления заготовки бесконечной абразивной ленты | 1986 |
|
SU1397269A1 |
| Автоматическая линия для производства шлифовальной шкурки | 1978 |
|
SU774934A1 |
| Способ изготовления клеенаносящих валов, устройство для его осуществления и накатной ролик для изготовления клеенаносящих валов | 1991 |
|
SU1814582A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА НА ГИБКОЙ ОСНОВЕ | 1994 |
|
RU2071909C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОЙ ШКУРКИ | 1973 |
|
SU376217A1 |
УСТГОЙСТВО ДЯЯ ИЭГОТОШШНИЯ ШЛИФОШШЬНОЙ ЛЕНТЫ с прерывистым абразивнь& споем, содержг1щее. яеятопротяжнЕ механизм и узел для нанесения клея на основу, выполненный в виде профильнсйго цилиндра, о т ли л к щ е а с я тем, что, с целью повышения качества ленпд путем обеспечения плавногчэ изменения клеевого .СЛОЯ, на профильном, цилиндре бьтол нены оавномерно расположенные лыски. 1