;о
Од
Изобретение относится к обработке металлов давлением, в частности к производству листовых гнутых профилей проката.
Целью предлагаемого способа является уменьшение расхода металла и увеличение производительности путем повышения точности регулирования ширины гофрированных полос.
Согласно предлагаемому способу при формовке гофрированных профилей изменяют межвалковый зазор в валках предчистовых формуюш,их клетей, т.е. его выполняют увеличением по отношению к толшине формуемой заготовки или уменьшенным на некоторую величину Д, которую рассчитывают по зависимости
ДВ /2-3)п-Д,
где ДБ-требуемое изменение ширины полосы;п - количество гофров.
При этом количество предчистовых клетей N, в которых изменяют межвалковый зазор, определяют из соотношения
N , а N округляют до целого числа. Опытную проверку предлагаемого способа производили на стане 0,5-2,5 хЗОО-1500 Магнитогорского меткомбината при формовке, профилировании гофрированных полос с различной конфигурацией
гофров в разном их количестве. При формовке замеряли величины зазоров (в тех клетях, где их варьировали) ширину профилей и высоту гофров. Кроме того, оценивалась разноширинность всего проката
каждого профилеразмера, а также среднечасовая производительность при профилировании с регулированием ширины полос по предлагаемому способу и по существуюш,ей технологии (т. е. без применения приведенных зависимостей). Результаты
опытов приведены в таблице.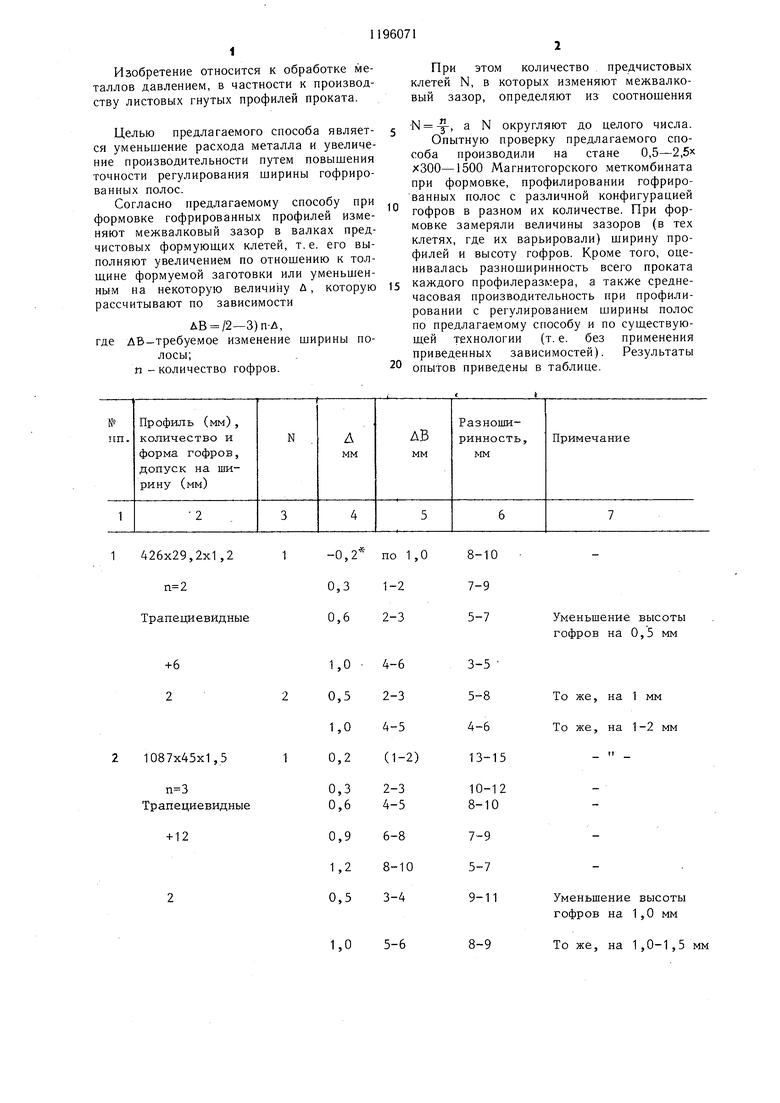
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОШТУЧНОГО ПРОФИЛИРОВАНИЯ ПОЛУКРУГЛЫХ ГОФР НА ЛИСТЕ | 1991 |
|
RU2008115C1 |
| Способ прокатки круглых сортовых профилей и катанки | 1985 |
|
SU1382510A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ГОФРИРОВАННЫХ ЛИСТОВ | 2006 |
|
RU2330742C2 |
| Способ формовки гофрированных профилей | 1984 |
|
SU1225641A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ СТАЛЬНЫХ ПОЛОС | 1998 |
|
RU2149072C1 |
| Способ изготовления гофрированных холодногнутынх профилей | 1977 |
|
SU689757A1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОФИЛЕЙ ВЫСОКОЙ ЖЕСТКОСТИ | 1997 |
|
RU2113927C1 |
| ГНУТЫЙ ГОФРИРОВАННЫЙ ПРОФИЛЬ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2011 |
|
RU2471584C1 |
| Способ производства профилей с гофрами | 1978 |
|
SU778862A1 |
| Валок профилегибочного стана | 1984 |
|
SU1181738A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ПРОФИЛЕЙ из листовых заготовок, при котором одновременно с подгибкой элементов профиля в валках производят регулирование ширины гофрированных полос путем изменения межвалковых зазоров предчистовых формующих клетей, отличающийся тем, что, с целью уменьшения расхода металла и увеличения производительности путем повышения точности регулирования, величину изменения межвалкового зазора определяют из соотношения ДВ
-0,2 по 1 1426x29,2x1,2 0,3 1-2 0,6 2-3 Трапециевидные 21087x45x1,5 Трапециевидные
1,0
8-9
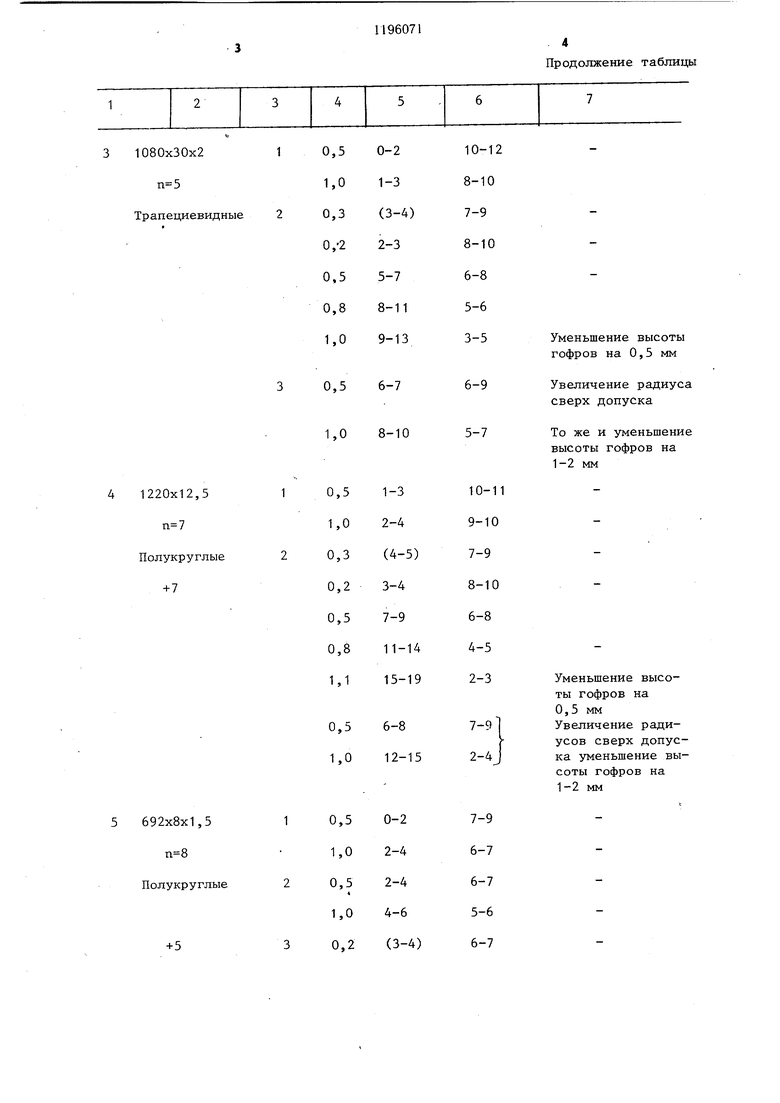
То же, на 1,0-1,5 мм Уменьшение высоты гофров на 0,5 мм То же, на 1 мм То же, на 1-2 мм Уменьшение высоты гофров на 1,0 мм 3 1080x30x21 Трапециевидные 2 0,5 6Продолжение таблицы
Уменьшение высоты гофров на 0,5 мм
Увеличение радиусов сверх допуска уменьшение высоты гофров на 1-2 мм Уменьшение высоты гофров на 0,5 мм Увеличение радиуса сверх допуска То же и уменьшение высоты гофров на 1-2 мм
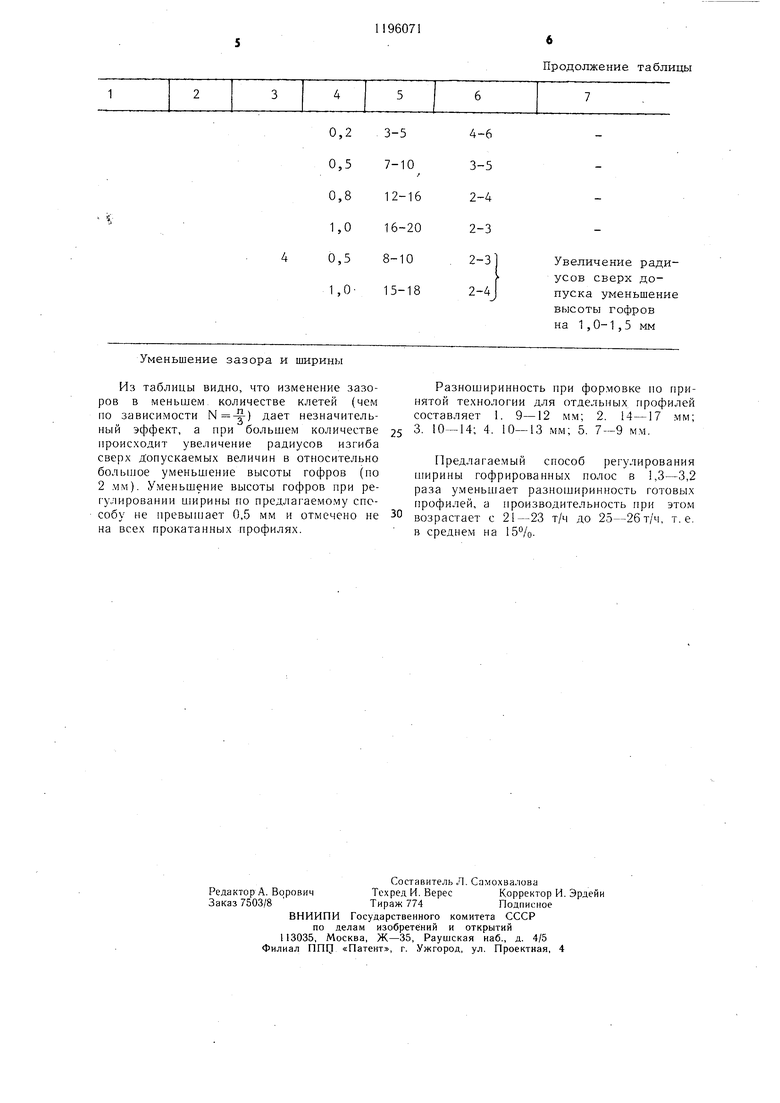
Уменьшение зазора и ширины
Из таблицы видно, что изменение зазоров в меньшем, количестве клетей (чем по зависимости ) дает незначительный эффект, а при большем количестве происходит увеличение радиусов изгиба сверх Допускаемых величин в относительно болыиое уменьшение высоты гофров (по 2 мм). Уменьшение высоты гофров при регулировании ширины по предлагаемому способу не превыи1ает 0,5 мм и отмечено не на всех прокатанных профилях.
Продолжение таблицы
Увеличение радиусов сверх допуска уменьшение высоты гофров на 1,0-1,5 мм
Разноширинность при формовке по принятой технологии для отдельных профилей составляет 1. 9-12 мм; 2. 14-17 .мм; 3. 10-14; 4. 10-13 мм; 5. 7--9 мм.
Предлагаемый способ регулирования ширины гофрированных нолос в 1,3-3,2 раза у.меньшает разноширинность готовых профилей, а производительность при этом возрастает с 21-23 т/ч до 25-26т/ч, т.е. в среднем на 15%.
| Тришевский И | |||
| С | |||
| и др | |||
| Холод но гнутые гофрированные нрофили проката | |||
| Киев: Техника, 1967, с | |||
| Прялка для изготовления крученой нити | 1920 |
|
SU112A1 |
