Изобретение относится к обработке металлов давлением, в частности к производству листовых гнутых гофрированных профилей.
Цель изобретения - повыиение производительности и экономия металла при изготовлении гофрированных профилей за счет использования полосовых заготовок уменьшенной ширины.
Сущность способа заключается в том, что формуют гофры с высотой больше требуемой на величину плюсового допуска на высоту гофра, а после формовки профили пропускают между гладкими валками, которыми осаживают гофры в пределах допуска, уширяя при этом профили до требуемой ширины, причем величину осадки профилей определяют по зависимости
&Ь (2,6-2,8)п ,
где &Ь - величину уширения профиля,
мм;
п - количество формуемых на полосе гофров; &h - величина осадки гладкими
валками, мм;
d - угол наклона боковых граней гофров к вертикали до осадки, принимаемьй более 10 . При осадке тра пецеидального гофра происходит уменьшение его высоты за счет увеличения угла о( , вследствие чего ширина гофра у его основани становится больше и гофр упирается При наличии на профиле нескольких гофров его ширина возрастает пропорционально числу гофров. Так как высота гофров имеет относительно большую величину допуска (обычно + 2 мм) то, сделав высоту гофров больше требуемой из полосовой заготовки умень1105x39x3,,
горячр- катаиая с . 3 с п
(11 42 мм)
5
0
5
0
5
0
шенной ширины, можно увеличивать эт у ширину до требуемой величины, осаживая гофры в пределах допуска, т.е. путем регулирования ширины профилей в процессе прокатки можно уменьшить разноширинность готовых профилей.
С приближением угла наклона боковых граней трапецеидальных гофров к вертикали (т.е. к fV,0) возрастает вероятность искажения геометрии гофров при осадке между гладкими валками (происходит выпучивание граней), кроме того, для достижения максимальной производительности процесса формовки с осадкой гофров необходимо знать взаимосвязь между величинами уширения профилей и уменьшения высоты гофров. Установление этой взаимосвязи позволит заранее калибровать конкретный гофрированный профиль с такой высотой гофров и шириной, которые предотвращают формовку профиля с размерами, выходящими за пределы допусков.
Опытную проверку предлагаемого способа производили на профилегибоч- ном агрегате 0,5-2,5x300-1500. Из полосовых заготовок различной ширины и марок стали формовали профили с трапецеидальными гофрами различных параметров и с разным количеством гофров на профилях (2; 4 и 6). Калибровка валков выполнена с высотой гофров на плюс, а ширина исходной заготовки меньше требуемой на 10-20 мм. При формовке замеряли высоту гофров и ширину профилей до и после осадки, а также угол наклона к вертикали боковых граней гофров (до осадки).
Результаты опытов приведены в таблице.
14 25 33 15 28
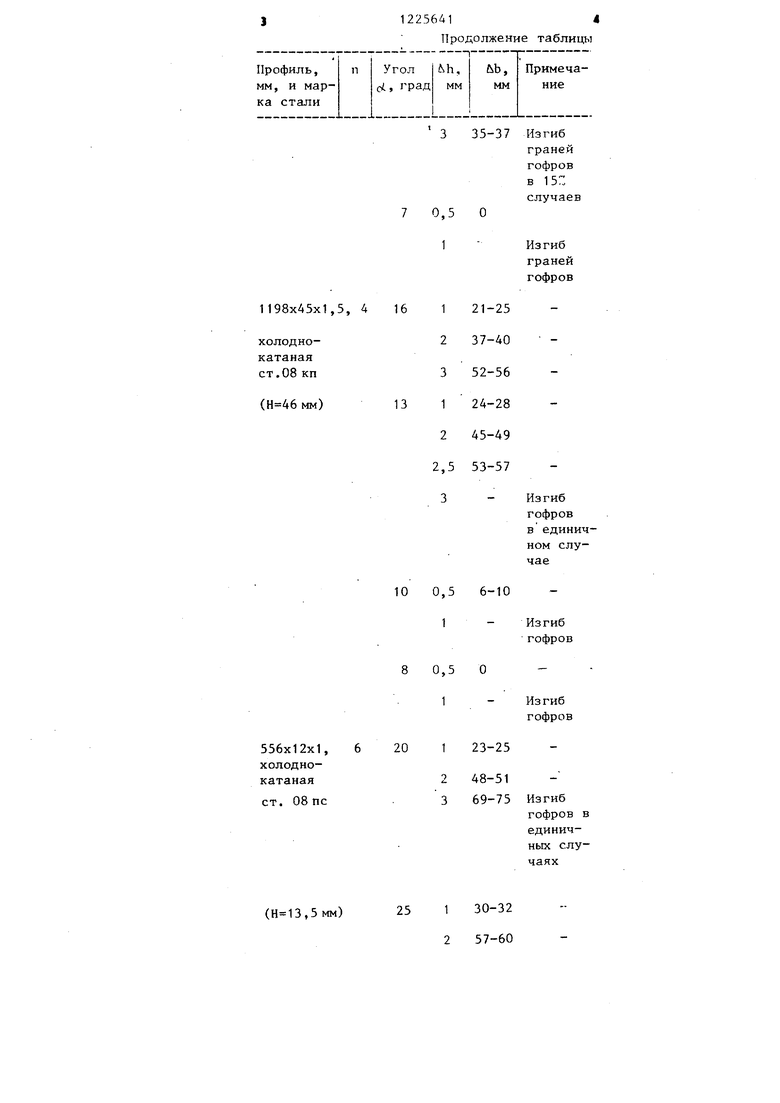
1198x45x1,5,
холоднокатанаяст.08 кп
()
556x12x1, холоднокатаная
ст. 08 ПС
(,5 мм)
гофров в единичных случаях
25
130-32
257-60
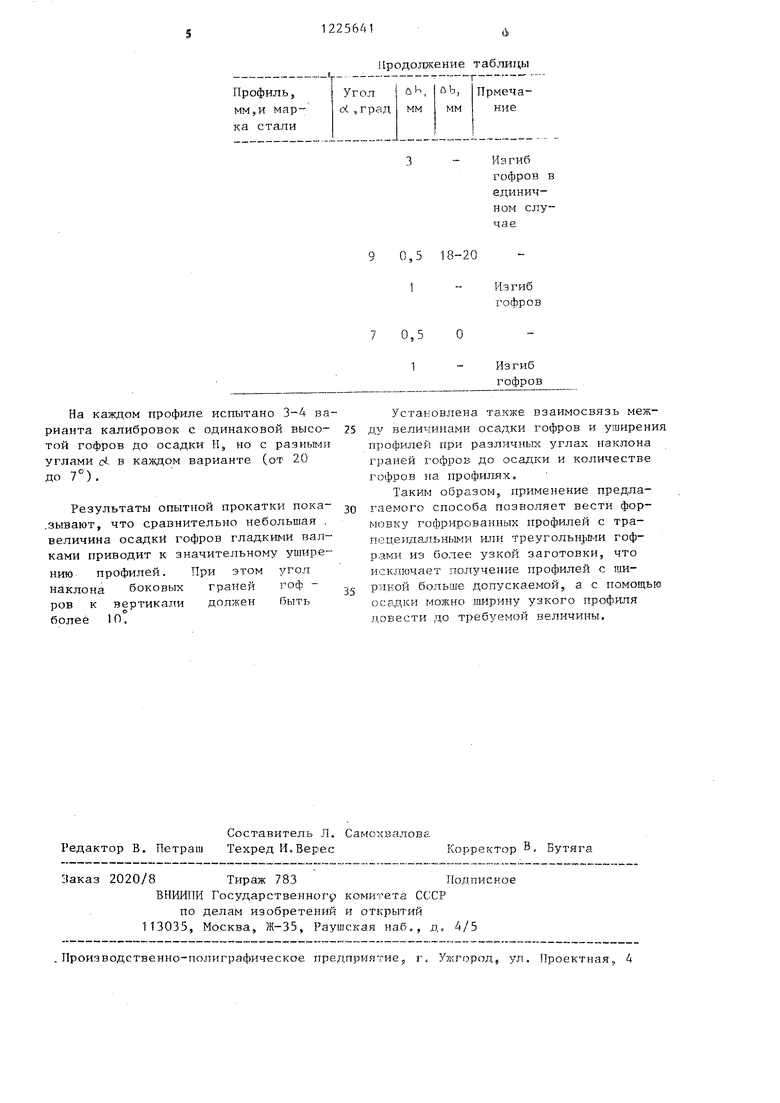
На каждом профиле испытано 3-4 варианта калибровок с одинаковой высотой гофров до осадки Н, но с разными углами Ы- в каждом варианте (от 20 до 7°).
Результаты опытной прокатки пока- .зывают, что сравнительно небольшая . величина осадки гофров гладкими валками приводит к значительному ушире- нию профилей. При этом угол наклона боковых граней гоф - ров к вертикали должен быть более in.
Установлена также взаимосвязь меж- 25 ду величинами осадки гофров и уширения профилей при различных углах наклона граней Г офров до осадки и количестве гофров на профиляхS
Таким образом, применение предла- 30 гаемого способа позволяет вести формовку гофрированных профилей с тра- пецеидэльными или треугольн}зП.да гофрами из более узкой заготовки, что исключает получение профилей с ши- 7ij рлкой больше допускаемой, а с помощью осадки можно ширину узкого профиля 1.1,ОБести до требуемой величины.
Иродолзкение таблицы
Изгиб гофров в единичном случае
0,5 18-20
Из гиб гофров
Изгиб гофров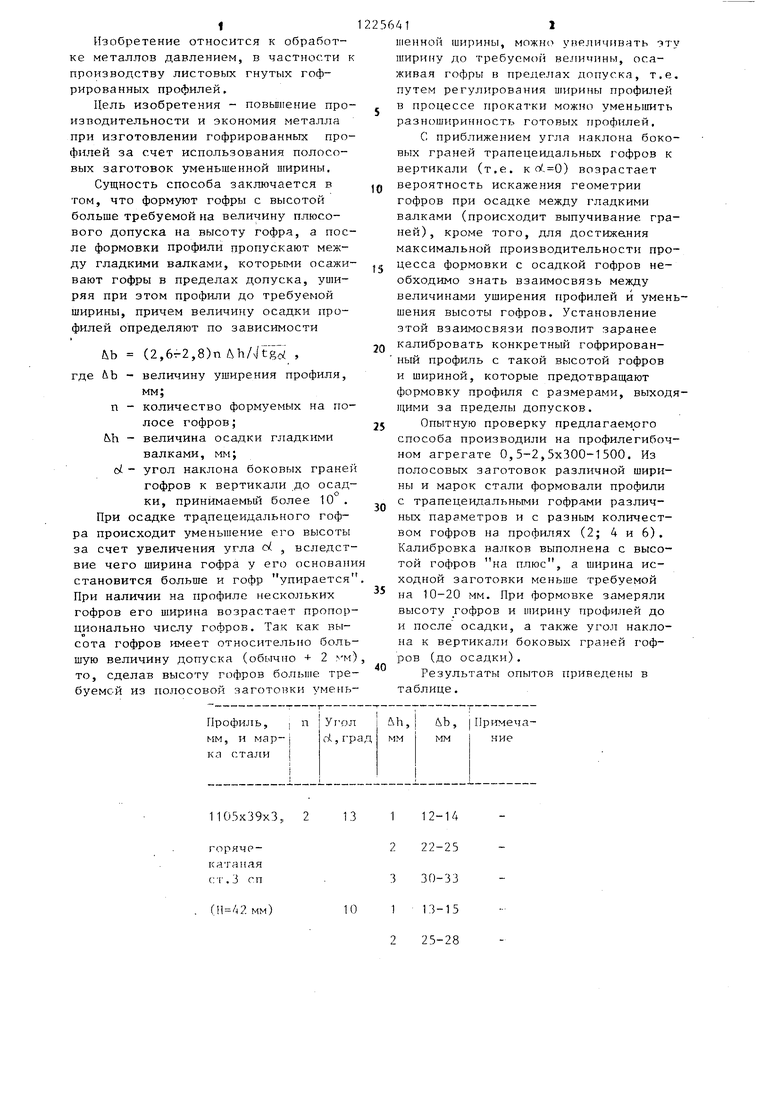
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формовки профилей высокой жесткости | 1982 |
|
SU1063503A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ГОФРИРОВАННЫХ ЛИСТОВ | 2006 |
|
RU2330742C2 |
| Рабочая клеть профилегибочного стана | 1981 |
|
SU994079A1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОФИЛЕЙ ВЫСОКОЙ ЖЕСТКОСТИ | 1997 |
|
RU2113927C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОФРИРОВАННЫХ ПОЛОС | 2005 |
|
RU2288800C1 |
| Способ изготовления гофрированных профилей | 1984 |
|
SU1196071A1 |
| Профилегибочный стан | 1977 |
|
SU691226A1 |
| СПОСОБ ФОРМОВКИ ГНУТОГО ЛИСТОВОГО ПРОФИЛЯ | 2006 |
|
RU2335366C2 |
| СПОСОБ ПРОФИЛИРОВАНИЯ СТАЛЬНЫХ ПОЛОС | 1998 |
|
RU2149072C1 |
| Способ изготовления гофрированных холодногнутынх профилей | 1977 |
|
SU689757A1 |
| Тришевский И.С | |||
| Холодногнутые гофрированные профили проката | |||
| Киев: Техника, 1973, с | |||
| Регулятор для ветряного двигателя в ветроэлектрических установках | 1921 |
|
SU136A1 |
