1
Изобретение относится к литейному производству, в частности, к составам стержневых смесей для изготовления водорастворимых стержней, применяемых для литья алюминия и его сплавов.
Цель изобретения - повышение качества отливок с полостями сложной формы из алюминия и его сплавов.
Используемое в предлагаемой смеси водорастворимое фосфатсодержащее соединение (алюмохромофосфатная. связка АХФС и полифосфат натрия) взаимодействует с хлоридом натрия, что приводит к повышению химической стойкости последнего к расплавам алюминия и его сплавов.
В процессе сушки вместе с удаляе.мой водой происходит миграция анконов РО в поверхностные слои издели При дальнейшей термообработке на поверхности изделия образуется тонкая прослойка фосфатов алюминия и хрома (при использовании АХФС), а также соединений фосфата натрия с хлоридом натрия (при использовании АХФС мли полифосфата натрия). Эти соединения обладают повышенной, по сравнению с NaC, стойкостью к расплавам алюминия и его сплавов. В результате повьш1ается качество отливок, поскольку уменьшается взаимодействие стержня с отливкой.
Предпочтительно использовать АХФС с плотностью 1,9 г/см. АХФС, являясь неорганическим клеем, обеспечивает прочность изделия после формования и снижает температуру спекания. Применение более 6 мас.% АХФС (в пересчете на сухое вещество) затрудняет сушку отформованн.ых изделий, при суш1ке наблюдается вспучивание образцов. Количество АХФС менее 3 мас.% не обеспечивает- необходимой прочности изделий. Для придания массе лучшей пластичности. АХФС разбавляют водой до плотности 1,55 г/см . В результате термообработки происходит полимеризация АХФС с образованием малорастворимых соединений. При растворении таких стержней время вьш1елачивания несколко возрастает, а АХФС теряется безвозвратно.
Использование полифосфата натрия позволяет получать несколько менее прочные ст1ержни, чем при использовании АХФС, но они растворяются быстрее и без остатка, что позволяет
960962
полно.стью регенерировать массу. Прочность стержня после формования и возможность его извлечения из формы обеспечиваются способностью поли5 фосфата натрия образовывать кристаллогидрат NaoPO - 12Н20. Содержание менее 3 мас.% недостаточно для обеспечения необходимой прочности, отформованного изделия при его
10 извлечении из формы после пластического формования. При содержании NajPO, более 6 мас.% наблюдается ухудшение поверхности изделия за счет последующего высаливания при
15 сушке.
Для ускорения отверждения смеси к полифосфату натрия добавляют соду. Naj,C02 lOi-ljO связьгоает большее количество воды (63%), чем NajPO
20 (57%). Кроме того, основной.характер соды ускоряет процессы полимеризации в полифосфате натрия. Все это приводит к заметному ускорению отверждения смеси при формообразова25 НИИ стержней. При соотношении соды к полифосфату натрия более 2/3 на, блюдается взаимодействие с расплавленным алюминием и его сплавами, что ухудшает поверхность отливки.
jQ При соотношении меньшем, чем 1/2, не реализуется преимущество в связывании воды.. Применение. ускоряет отверждение смеси, но он . имеет основной характер и способствует взаимодействию с расплавленным
алюминием и его сплавами.
Для обеспечения пластического формования количество воды должно быть не менее 10 мас.%. При содержании воды более 14 мас.% изделие плохо извлекается из формы и имеет шероховатую поверхность.
Содержание ПАВ (например, стиральньй порошок для стирки в морской воде Лотос, Нептун и т.д.) менее 0,01 мас.% не дает достаточного положительного эффекта, а в увеличеНИИ его свьш1е 0,03 мас.% нет необходимости, так как при этом дальнейшего улучшения пластичности не наблюдается, но увеличивается газовьщеление за счет разложения ПАВ.
.
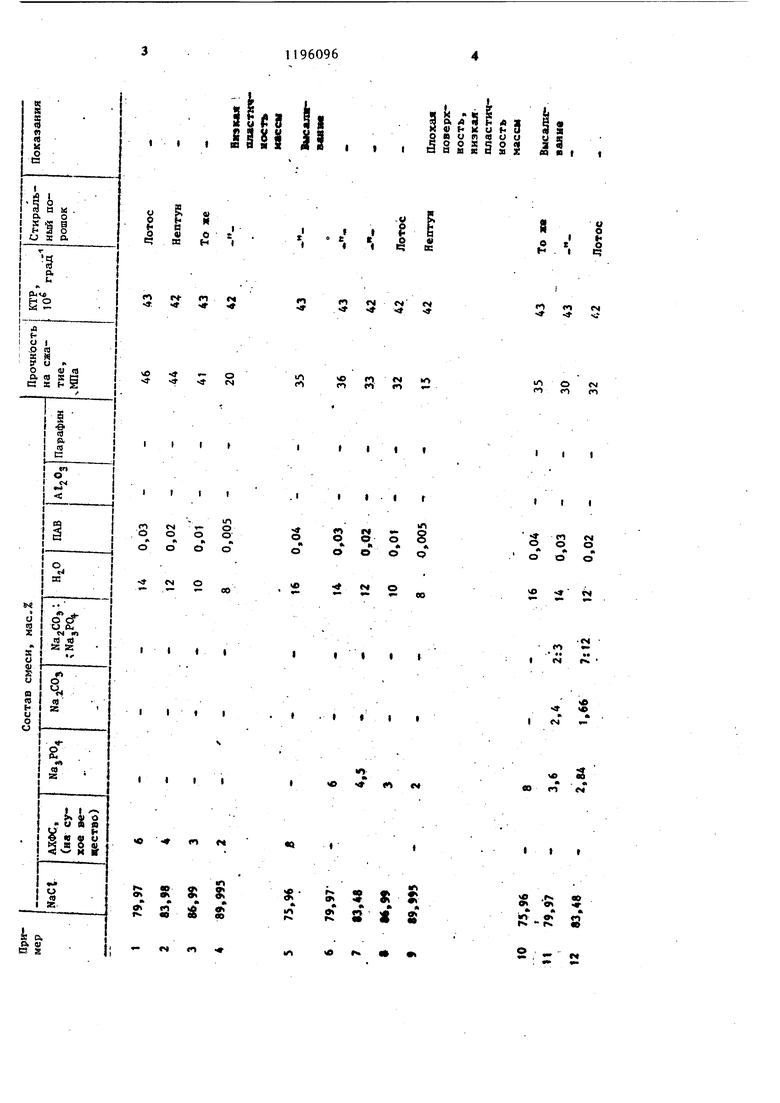
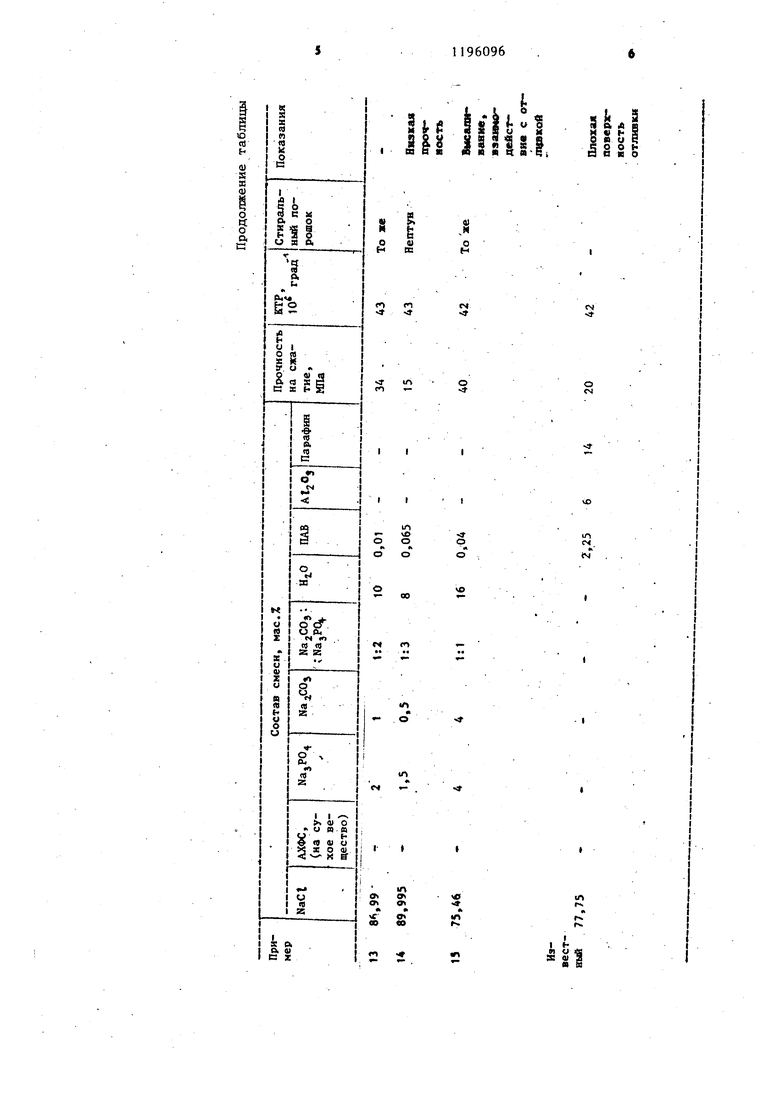
Примеры составов и свойства полученных образцов представлены в таблице. 7 При использовании в качестве вод растворимого фосфатсодержащего соединения АХФС для получения изделий NaCI измельчаютдо размера зерн менее 80 мкм, подогревают его до 40-60 С и смешивают с нагретой до таких же IeMnepaTyp АХФС, предварительно насыщенной хлористым атрием. Изделия изготавливают методом пластического прессования при давлении 1-9 МПа, что позволяет отформовать изделие сложной формы. При использовании в качестве водорастворимого фосфатсодержащего соединения пирофосфата натрия или его смеси с содой для получения изд лий смесь из NaC,, пирофосфата натр или его смеси с содой, Н20 и ПАВ (Лотос, Нептун) подвергают помолу в планетарной мельнице в течение 3 мин, затем смесь подогревают до 70-90 с. Кристаллизационная водэ выделяется и вместе с ПАВ обеспечивают массе достаточную пластичность для запохйения сложных форм при давлении прессования 10 МПа. Образо вание кристаллогидратов приводит к повьппению прочности, что позволяет извлечь изделие из пресс-формы. Из полученных масс формуют цилин ры диаметром 25 мм и высотой 50 мм для определения прочности на сжатие балочки 5-5-30 мм для определения KTPi стержни для заливки металлом. Образцы медленно сушат, а затем обж гают при в течение 1 ч. Степе взаимодействия с расплавленным алюминием и его сплавами оценивают ви зуально, сравнивая поверхность стержня с поверхностью отливки, уху шение поверхности отливки по сравне нию с поверхностью стержня указывае на взаимодействие. В примерах 4., 5, 9, 10, 14 и 15 приведены смеси за предлагаемыми ий тервалами. Выход за нижние границы интервалов (примеры 4, 9 и 14) приводит к ухудшению поверхности издел из-за низкой пластичности массы, выход за верхние границы интервалов (примеры 5, 10 и 15) затрудняет выс шивание образцов, происходит высаливание, ухудшающее поверхность образцов. Кроме того, увеличение содержания соды в смеси с полифосфатом натрия (пример 15) приводит к ч взаимодействию с расплавом алюминия и его сплавов. 96 Для сравнения с известной смесью из смеси, содержащей, в мас.%: АР20з 6; стеарин 2,25; парафин 14,NaCf 77,75, методом литья из парафинового шликера формуют цилиндры высотой 50 мм, диаметром 25 мм для определения прочности на сжатие, балочки 5530 Д- определения КТР, стержни для заливки металлом. Образцы обжигают в засыпке из тонкодисперсного А. Р 750С в тече- ние 2 ч. После заливки расплавленным алюминием и его сплавами наблюдают ухудение поверхности отливки по сравнению со стержнем, что указывает jHa взаимодействие. Применение предлагаемой массы значительно упрощает технологию, нет необходимости использовать специальную установку для литья парафиновых шликеров, не используются, а, следовательно, не теряются парафин и стеарин, улучшаются условия труда работающих, так как нет газовыделения при разложении парафина и стеарина. Из предлагаемой массы выделяются только пары воды и очень небольшое количество газов из ПАВ. Обжиг не надо проводить в капселях в засыпке из адсорбента, т.е. отпадает необходимость в капселях, в их ручной загрузке и очистке стержней от адсорбента. Температура термообработки стержней снижается с 700 до 300С, т.е. на , что экономит электроэнергию и упрощает получение данной темпераЧ-уры. Режим сушки может быть ускорен при использовании вйкуумноаммиачной сушки. Стержни, изготовленные из предлагаемой массы, значительно меньше взаимодействует с расплавленным алюминием и его сплавами, что позволяет получать хорошую чистоту поверхности отливки. Они могут достаточно долго храниться на воздухе, не меняя своих свойств. После заливки металлом и охлаждения стержни легко удаляются, поскольку имеют значительную пористость, которую можно регулировать давлением прессования. Применение вибрации и раствора ПАВ позволяет удалять основную часть массы в виде суспензии, регенерировать ее упариванием воды и использовать повторно, что дает возможиость создать безотходную технологию. 9 119609 Для оформления полостей сложной формы при литье под давлением алюМИНИН и его сплавов используют стержни из цинка, которые и выб.раны в качестве известного объекта.5 Для предотвращения взаимодействия цинка с алюминием стержни приходится гальванически покрывать медью. При выплавлении стержня цинк может полностью не вытекать из отверстий сложнойЮ формы, а перегрев для более полного удаления цинка приводит к деформации изделий из алюминия, что ухудшает его качество. Предлагаемая смесь на основе15 водорастворимого хлористого натрия 610 позволяет отказаться от использования дефицитного цинка. Технология изготовления стержней упрощается, поскольку оно происходит при комнатной температуре. Упрощение процесса извлечения стержня из отливки позволяет его легче автоматизировать, Отсутствие расплава цинка, пары которого ядовиты, улучшает условия труда, Качество изделий тоже повьшается, так как стержни из предлагаемой массы легче извлекаются из полостей сложной формы, нет опасности деформирования изделия из-за нагревания. необходимого для полного удаления цинкового стержня.
| название | год | авторы | номер документа |
|---|---|---|---|
| Смесь для изготовления водорастворимых стержней | 1983 |
|
SU1468638A1 |
| СМЕСИ ФОРМОВОЧНОГО МАТЕРИАЛА, СОДЕРЖАЩИЕ СУЛЬФАТ БАРИЯ | 2013 |
|
RU2640686C2 |
| Смесь для изготовления водорастворимых стержней | 1980 |
|
SU937097A1 |
| КИСЛОТНЫЙ СОСТАВ ДЛЯ ОБРАБОТКИ ТЕРРИГЕННЫХ КОЛЛЕКТОРОВ И УДАЛЕНИЯ СОЛЕОТЛОЖЕНИЙ (ВАРИАНТЫ) | 2006 |
|
RU2337126C2 |
| МОЮЩЕЕ СРЕДСТВО "ПАН" ДЛЯ ОЧИСТКИ ПОВЕРХНОСТИ ОТ ОРГАНИЧЕСКИХ ЗАГРЯЗНЕНИЙ (ВАРИАНТЫ) И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ ДЛЯ ОЧИСТКИ СКВАЖИН, ТРУБОПРОВОДОВ И ЕМКОСТЕЙ ОТ ОСАДКОВ НЕФТЕПРОДУКТОВ И ИХ ОТЛОЖЕНИЙ | 2006 |
|
RU2309979C1 |
| Смесь для изготовления водорастворимого стержня | 1975 |
|
SU624694A1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ГИПСОВЫХ ФОРМ И СТЕРЖНЕЙ ПРИ ПРОИЗВОДСТВЕ ОТЛИВОК ИЗ ЦВЕТНЫХ И ДРАГОЦЕННЫХ СПЛАВОВ И СПОСОБ ЕЕ ПРИГОТОВЛЕНИЯ | 1999 |
|
RU2155114C1 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕССОВАННЫХ ДРЕВЕСНЫХ МАТЕРИАЛОВ | 1994 |
|
RU2036943C1 |
| ТЕРМИЧЕСКАЯ РЕГЕНЕРАЦИЯ ФОРМОВОЧНОГО ПЕСКА | 2008 |
|
RU2496599C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ СМЕСИ ДЛЯ ИЗГОТОВЛЕНИЯ ГИПСОВЫХ ФОРМ И СТЕРЖНЕЙ ПРИ ПРОИЗВОДСТВЕ ОТЛИВОК ИЗ ЦВЕТНЫХ СПЛАВОВ | 1999 |
|
RU2162762C1 |
1, СМЕСЬ ДПЯ ИЗГОТОВЛЕНИЯ ВОДОРАСТВОРИМЫХ СТЕРЖНЕЙ сложной формы, включающая хлористый натрий и поверхностно-активное вещество (ПАВ), отличающаяся тем, что, с целью повышения качества отливок из алк 1иния и его сплавов, она дополнительно содержит водорастворимое фосфатсодержащее соединение и воду при следующем соотношении ингредиентов, мас.%: Водорастворимое фосфатсодержащее 3-6 соединение Вода 10-14 0,01-0,03 ПАВ Хлористый натрий Остальное 2.Смесь по п. 1, отличающ а я с я тем, что в качестве водорастворимого фосфатсодержащего i соединения она содержит алюмохромофосфатную связку. (Л 3.Смесь по п. 1, отличаю- щ а я с я тем, что, с целью полной регенерации смеси, в качестве фос.§ фатсодержащего водорастворимого соединения она содержит полифосфат натрия. . 4.Смесь по п. 1, отличаюсо о щаяся тем, что, с целью ускорения отверждения смеси при формовании о со Од стержней, она дополнительно содердит соду в соотношении к полнфосфату натрия 
| Anderko К., Stark М | |||
| Gieserei, 1969, Bd | |||
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Гальванический элемент | 1922 |
|
SU540A1 |
| Патент США № 3963818, кл | |||
| Железнодорожный снегоочиститель | 1920 |
|
SU264A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Смесь для изготовления водорастворимого стержня | 1975 |
|
SU624694A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
