Изобретение относится к металлургии, а именно к непрерывной разливке металлов и сплавов. Цель изобретения - повышение качества заготовок и экономичности процесса непрерывного литья. На чертеже изображен кристаллизатор. Под кристаллизатором 1 размещена роликовая секция 2 с разъемным кожухом 3, который имеет патрубки 4 для отсоса параи форсунки 5 для подачи водовоздущной Расплавленный металл подают в кристаллизатор 1, где происходит формование заготовки, которую затем с помощью тянущих роликов вытягивают в зону вторичного - охлаждения. В зоне вторичного охлаждения заготовку по ее периметру охлаждают с помощью водовоздущной смеси, подаваемой из форсунок 5. Выделяющийся пар удаляют из зоны охлаждения с помощью патрубков 4. Пример 1. Производится непрерывное литье заготовки квадратного поперечного сечения 100x100 мм из стали марки 3 сп со скоростью 2,0 м/мин. Из кристаллизатора заготовка поступает в зону вторичного охлаждения, где она охлаждается водовоздушной смесью по предлагаемому способу. Длина зоны охлаждения составляет 0,1 длины жидкой фазы или 0,5 м, а толщина равна трем толщинам заготовки - 300 мм. Скорость подачи водовоздушной смеси составляет 70 м/с, а разрежение в зоне охлаждения 500 Ра, при этом направление подачи водовоздушной смеси совпадает с направлением движения заготовки. Место подачи охладителя расположено в периферийной части зоны, обеспечивая в зоне расположения Опорных элементов максимальную плотность. Пример 2. Производится непрерывное литье заготовки из стали марки 40Х сечением 250x250 мм со скоростью 0,8 м/мин. Заготовка из кристаллизатора поступает в зону вторичного охлаждения водовоздушной смесью. Длина жидкой фазы слитка сечением 250x250 мм при скорости литья 0,8 м/мин составляет 12 м. Длина зоны охлаждения составляет 0,2 от длины жидкой фазы или 2,4 м, а толщина равна двум толщинам заготовки или 0,5 м. Скорость подачи водовоздушной смеси равна 120 м/с, а разрежение, создаваемое в зоне, составляет 300 Ра, при этом направление подачи водовоздущной смеси противоположно направлению движения заготовки. Место подачи охладителя расположено в периферийной части зоны, обеспечивая при этом максимальную плотность подачи смеси в этой точке. Пример 3. Производится непрерывное литье заготовки сечением 300x400 мм из стали марки ШХ-15 со скоростью 0,6 м/мин. Из кристаллизатора заготовка поступает в зону водовоздущного охлаждения. Длина жидкой фазы слитка сечением 300x400 мм при скорости литья 0,6 м/мин составляет 15,4 м. Длина зоны охлаждения составляет 0,3 от длины жидкой фазы или 6,6 м, а толщина равна толщине заготовки - 300 мм. Скорость подачи водовоздушной смеси равна 150 м/с, а разрежение, создаваемое зоне, составляет 10 Ра, при этом подача водовоздушной смеси производится с обоих концов зоны навстречу друг другу. Мее то подачи смеси расположено в периферийной части зоны. Применение способа позволяет повысить качество непрерывнолитых заготовок, увеличить выход годного на 0, за счет сокрашения брака по внутренним и наружным трещинам, снизить расход воздуха на 30-40°/о.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ ЗАГОТОВОК КРУГЛОГО СЕЧЕНИЯ | 2010 |
|
RU2436654C1 |
| СПОСОБ ОХЛАЖДЕНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 2010 |
|
RU2446913C2 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ ЗАГОТОВОК В МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ КРИВОЛИНЕЙНОГО ТИПА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2086349C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2010 |
|
RU2451574C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКАЧЕСТВЕННОЙ НЕПРЕРЫВНО-ЛИТОЙ КРУГЛОЙ ЗАГОТОВКИ | 1999 |
|
RU2169635C2 |
| СПОСОБ РАЗЛИВКИ ТРУБНОЙ СТАЛИ НА МАШИНЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2011 |
|
RU2481920C1 |
| Устройство для подачи водовоздушной смеси | 1987 |
|
SU1455489A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ | 2007 |
|
RU2345862C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2001 |
|
RU2184009C1 |
| СПОСОБ УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ СЛИТКА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ | 2014 |
|
RU2569620C2 |
1. СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК, включающий подачу водовоздушной смеси на вытягиваемую заготовку и потока охладителя вдоль широких граней заготовки, отличающийся тем, что, с йелью повышения качества заготовок и экономичности процесса непрерывного литья, поток охладителя толщиной 1,0-3,0 толщины заготовки и длиной 0,1-0,3 длины жидкой фазы заготовки подают по периметру заготовки со скоростью 70-150 м/с, а в зоне охлаждения создают разрежение 10-500 Ра. 2.Способ по п. 1, отличающийся тем, что водовоздущную смесь подают в направлении движения заготовки. 3.Способ по п. 1, отличающийся тем, что водовоздущную смесь подают в направлении, противоположном направлению движения заготовки. 4.Способ по п. 1, отличающийся тем, что водовоздушную смесь подают с обоих концов зоны охлаждения навстречу друг другу. 5.Способ по п. 1, отличающийся тем, что толщину потока охладителя увеличивают по длине заготовки от 1,0 до 3,0 ее толщины. 6.Способ по п. 4, отличающийся тем, что плотность подачи охладителя увеличивают от поверхности заготовки к периферийной части зоны охлаждения. 7.Способ по п. 1, отличающийся тем, что разрежение в зоне охлаждения увеличивают с увеличением скорости литья от 10 до 500 Ра.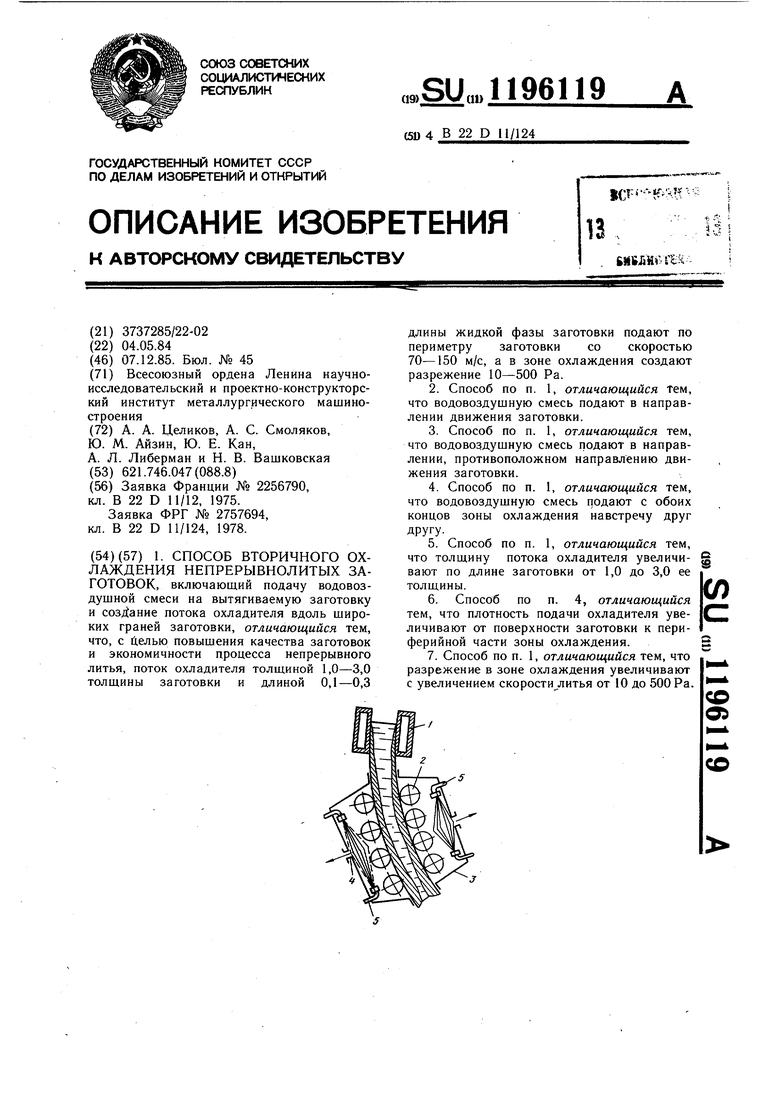
| СПОСОБ ОБЕССОЛИВАНИЯ НЕФТИ | 2004 |
|
RU2256790C1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| КАПСУЛА, СИСТЕМА И СПОСОБ ПРИГОТОВЛЕНИЯ НАПИТКА | 2017 |
|
RU2757694C2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
