Изобретение относится к обработке металлов резанием и может быть использовано для чистовой обработки изделий как из магнитных так и немагнитных материалов.
Целью изобретения является повышение качества обработки и расширение технологических возможностей за счет создания равномерной магнитной индукции вдоль рабочей поверхности полюсного наконечника при различных режимах обработки.
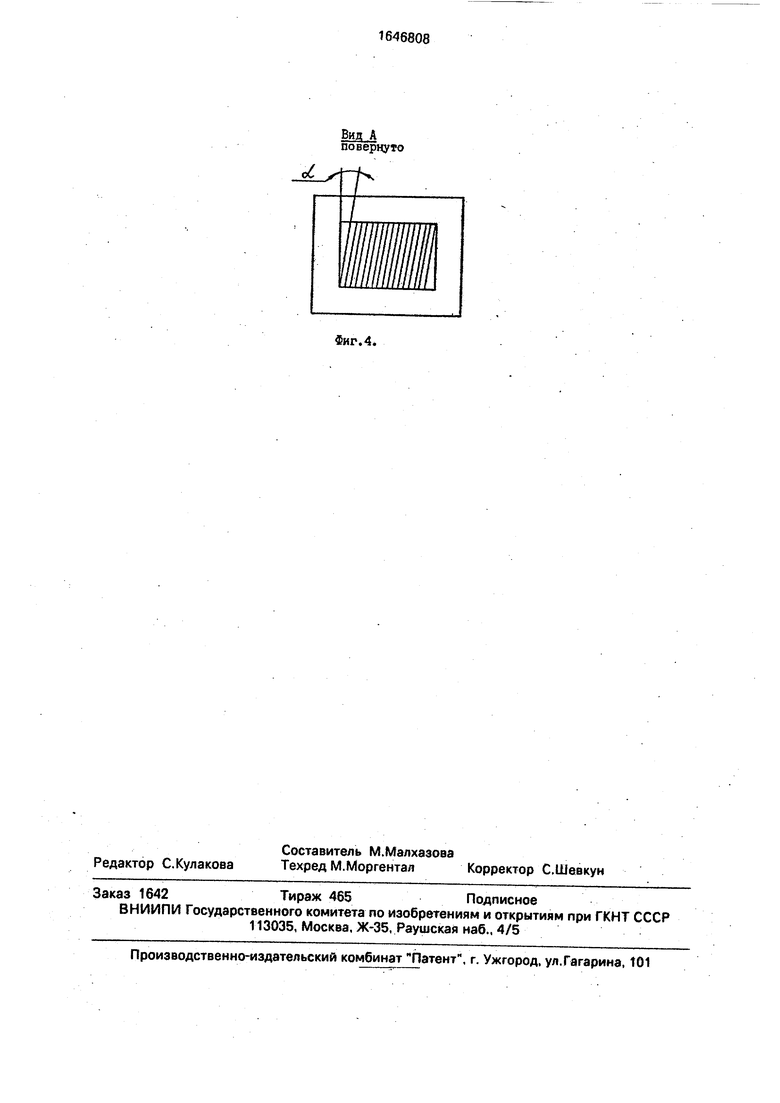
На фиг. 1 изображено устройство для обработки листовых материалов; на фиг. 2 - устройство для обработки деталей типа тел вращения; на фиг. 3 - полюсный наконечник; на фиг. 4 - вид А на фиг. 2.
Устройство для магнитно-абразивной обработки состоит°из замкнутого магнито- провода 1, соединяющего сердечники 2 и 3 электромагнитных катушек 4. Сердечники 2 и 3 снабжены полюсными наконечниками, составленными из чередующихся ферромагнитных 5 и немагнитных 6 элементов. Ферромагнитные элементы 5 выполнены так, что между ними и сердечниками 2 и 3 имеются воздушные зазоры 7. Таким образом, каждая пара ферромагнитных элементов, расположенных на сердечниках 2 и 3, образуют магнитопровод со своим магнитным сопротивлением. На ферромагнитных элементах 5 по наружной поверхности выполнены концентраторы магнитного поля в виде рифлений (не показаны) для лучшего удержания ферромагнитного порошка. Устройство снабжено кинематическим приводом 8.
Устройство работает следующим образом.
Магнитный поток, создаваемый электромагнитными катушками 4, проходит по сердечникам 2, 3 и распределяется в рабочем зазоре так, что в разных точках на обра- батываемой поверхности магнитная индукция В одинакова по величине. Ферро- магнитний порошок заполняет эквидистантный обрабатываемой поверхности рабочий зазор, образуя режущую щетку, одинаковую по своим свойствам по всей длине обработки. При включении относительных перемещений обрабатываемой детали и полюсников происходит обработка изделия 9. Количество пар ферромагнитных элементов с различным магнитным сопротивлением в конкретных конструкциях устройств имеет свое значение, отличное от числа пар. указанных на чертежах.
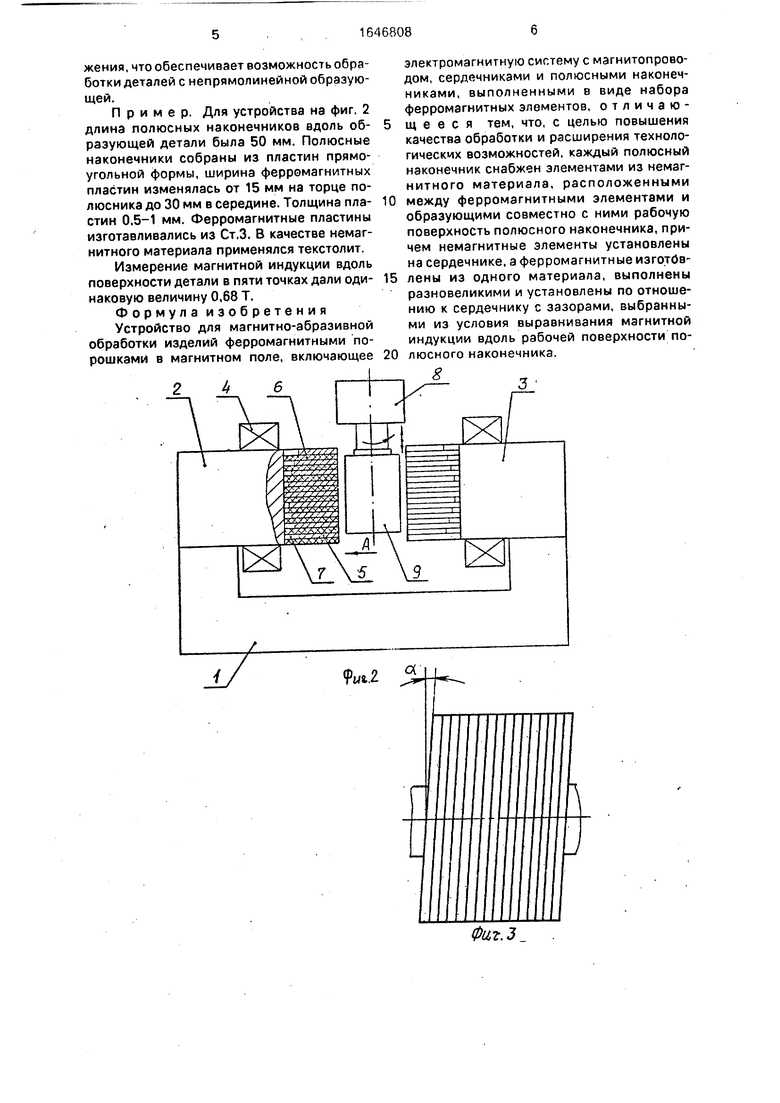
При расположении пластин наклонно под углом (показано на фиг. 3 и виде А фиг. 4) достигается перекрытие обрабатываемых зон, чем также достигается улучшение качества обработки. Для устройства, приведенного на фиг. 2, отпадает необходимость в осциллирующем движении.
Наборные полюсные наконечники применяются для выравнивания величины магнитной индукции вдоль рабочего зазора с целью создания равномерной плотности порошка и повышения качества обработки. Если полюсные наконечники изготовлены из
0 чередующихся ферромагнитных и немагнитных элементов, то происходит разделение ферромагнитной массы полюсника на элементарные участки по длине образующей. При изоляции ферромагнитных эле5 ментов друг от друга каждая из них выступает как отдельный полюсный наконечник малой длины, на которой не сказываются краевые эффекты. Изоляция элементов друг от друга дает возможность
0 изменять магнитное сопротивление каждого элементарного участка независимо друг от друга созданием между ними и сердечником заполненного немагнитным веществом зазора. Этим достигается изменение вели5 чины магнитного потока через каждый элементарный полюсник, что позволяет добиться требуемых величин магнитной индукции по всей длине полюсных наконечников.
0 Для постоянства эффекта выравнивания необходимо изготавливать ферромагнитные элементы из одного материала ввиду того, что использование различных ферромагнитных материалов будет обеспе5 чивать эффект выравнивания только при определенной напряженности магнитного поля, что не позволяет регулировать жесткость магнитной режущей щетки в зависимости от требуемых режимов обработки.
0 При выполнении полюсного наконечника наборным из ферромагнитных и немагнитных элементов на полюснике образуются чередующиеся магнитные и немагнитные участки. Налипание порошка
5 происходит на ферромагнитных участках и поэтому необходимо обеспечить перекрытие зон при обработке. Перекрытие ферромагнитных и немагнитных зон может достигаться осцилляцией с амплитудой,
0 большей толщины ферромагнитного и немагнитного элементов, или поворотом пластин на угол а. относительно плоскости, образованной вращением точки на поверхности полюсного наконечника (в устройстве
5 для обработки листовых материалов) или плоскости, перпендикулярной оси вращения детали (в устройстве для обработки деталей типа тел вращения). При обработке деталей типа тел вращения при этом отпадает необходимость осциллирующего движения, что обеспечивает возможность обработки деталей с непрямолинейной образующей.
Пример. Для устройства на фиг, 2 длина полюсных наконечников вдоль образующей детали была 50 мм. Полюсные наконечники собраны из пластин прямоугольной формы, ширина ферромагнитных пластин изменялась от 15 мм на торце по- люсника до 30 мм в середине. Толщина пластин 0,5-1 мм. Ферромагнитные пластины изготавливались из Ст.З. В качестве немагнитного материала применялся текстолит.
Измерение магнитной индукции вдоль поверхности детали в пяти точках дали одинаковую величину 0,68 Т.
Формула изобретения
Устройство для магнитно-абразивной обработки изделий ферромагнитными порошками в магнитном поле, включающее
электромагнитную систему с магнитопрово- дом, сердечниками и полюсными наконечниками, выполненными в виде набора ферромагнитных элементов, отличающ е е с я тем, что, с целью повышения качества обработки и расширения технологических возможностей, каждый полюсный наконечник снабжен элементами из немагнитного материала, расположенными
между ферромагнитными элементами и образующими совместно с ними рабочую поверхность полюсного наконечника, причем немагнитные элементы установлены на сердечнике, а ферромагнитные изготйвлены из одного материала, выполнены разновеликими и установлены по отношению к сердечнику с зазорами, выбранными из условия выравнивания магнитной индукции вдоль рабочей поверхности полюсного наконечника.
s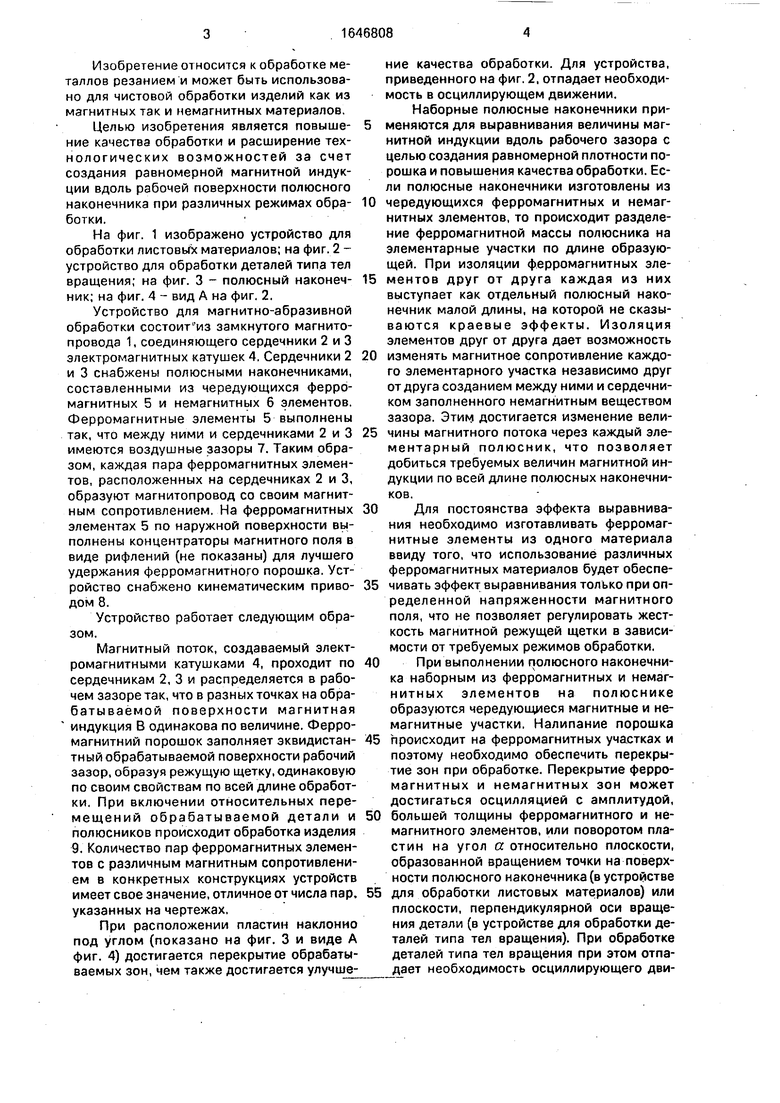
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ односторонней магнитно-абразивной обработки поверхностей и устройство для его осуществления | 1987 |
|
SU1437197A1 |
| Магнитная плита | 1991 |
|
SU1784442A1 |
| СПОСОБ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2787597C1 |
| Устройство для магнитно-абразивной обработки | 1979 |
|
SU859126A1 |
| Способ магнитно-абразивной обработки | 1977 |
|
SU992173A1 |
| МОТОР-ГЕНЕРАТОР | 2021 |
|
RU2759797C1 |
| Способ магнито-абразивной обработки изделий | 1978 |
|
SU751598A1 |
| РЕЛЬСОВЫЙ ТОРМОЗ С ПОСТОЯННЫМИ МАГНИТАМИ | 2000 |
|
RU2185984C2 |
| СИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ | 2008 |
|
RU2356155C1 |
| МАГНИТНЫЙ РЕДУКТОР | 2011 |
|
RU2474033C1 |
Изобретение относится к обработке металлов резанием и может быть использовано для чистовой обработки изделий как из магнитных, так и немагнитных материалов. Целью изобретения является повышение качества обработки и расширение технологических возможностей. В устройстве для обработки изделия 9 полюсные наконечни// ки выполнены составными из чередующихся ферромагнитных 5 и немагнитных 6 элементов. Немагнитные элементы 6 установлены на сердечниках 2, 3 электромагнитных катушек 4. Ферромагнитные элементы 5 выполнены разновеликими и установлены с зазорами относительно сердечников, при этом каждый из них является отдельным полюсным наконечником малой длины, на котором не сказываются краевые эффекты. Изоляция ферромагнитных элементов друг от друга дает возможность изменять магнитное сопротивление каждого участка независимо друг от друга путем создания между ними и сердечником зазора, величина которого определяется из условия изменения величины магнитного потока через каждый элементарный полюсник, для выравнивания магнитной индукции вдоль рабочего зазора 4 ил. 9 Ё О N 00 о 00 фиг /
s -Ј- SZ
W V
rU2
Фи, г, 3
Вид А повернуто
Фиг.4.
| Устройство для магнитно-абразивной обработки листовых материалов | 1979 |
|
SU859127A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
