Изобретение относится к машиностроению и может быть использовано при чистовой обработке внутренних поверхностей немагнитных трубчатых изделий малого диаметра в магнитном поле с использованием в кэчестпе режущего инструмента ферромагнитного порошка.
Цел изобретения - повышение качества и производительности обработки.
На фиг.1 изображена схема реализации предлагаемого способа; на фиг.2 - вид А на фиг.1.
Способ осуществляют следующим образом.
В зависимости от диаметра внутренней поверхности трубчатого изделия 1 подбирают цилиндрический полюсный наконечник 2 с торцовой рабочей поверхностью в виде сектора 3, образованного двумя скосами, точка пересечения которых на торцовой поверхности отстоит от оси вращения наконечника на расстоянии а (0,5 - 1,0) d, где d - внутренний диаметр обрабатываемого изделия, и в полости трубчатого изделия вводят порцию магнитно-абразивного порошка 4. Полюсному наконечнику 2 придают вращательное движение вокруг его оси, а изделию придают движение подачи в зону обработки перпендикулярно оси вращения полюсного наконечника 2 и вращательное движение вокруг его оси противоположно на входе в зону обработки направлению вращения торцовой рабочей поверхности в виде сектора 3 полюсного наконечника, под воздействием магнитного поля которого вращается щетка из магнитно-абразивного порошка 4, которая производит первичную черновую обработку участка внутренней поверхности трубчатого изделия 1. При продвижении изделия 1 во вторую часть зоны обработки, где направление вращения щетки %з магнитно-абразивного порошка 4 совпадает с направлением вращения изделия 1, участок внутренней поверхности трубчатого изделия получает окончательную чистовую обработку. Таким образом, производят обработку внутренней поверхности трубчатого изделия по всей его длине.
Способ позволяет осуществлять обработку трубчатых изделий коробчатого сечения. При этом обрабатываемому изделию придают движение подачи перпендикулярно оси вращения полюсного накончника при расположении грани изделия параллельно
плоскости вращения полюсного наконечника. После обработки внутренней плоскости одной грани изделие поворачивают до установки очередной грани параллельно плоскости вращения полюсного наконечника,
придают изделию движение подачи перпендикулярно оси вращения полюсного наконечника и производят обработку внутренней поверхности этой грани по всей его длине.
Таким образом, использование предлагаемого способа магнитно-абразивной обработки обеспечивает качественную и высокопроизводительную обработку внутренних поверхностей.
Формула изобретения
Способ магнитно-абразивной обработки внутренних поверхностей немагнитных
трубчатых изделий, при котором изделию сообщают вращение относительно его оси и движение подачи относительно магнитной системы,, предназначенной для создания вращающегося магнитного поля, вззимодействующего с помещенным в изделие магнитно-абразивным порошком, отличающий- с я тем, что, с целью повышения качества и производительности обработки, магнитное поле создают вращающимся цилиндрическим полюсным наконечником магнитной системы с торцовой рабочей поверхностью в виде сектора, образованного двумя скосами, точка пересечения которых на торцовой поверхности отстоит от оси вращения полюсного наконечника на расстоянии (0,5 - 1,0) d, где d - внутренний диаметр трубчатого изделия, при этом ось вращения и направление движения подачи изделия выбирают перпендикулярными оси вращения полюсного наконечника, а направление вращения полюсного наконечника - противоположным направлению вращения полюсного наконечника на входе изделия в зону обработки.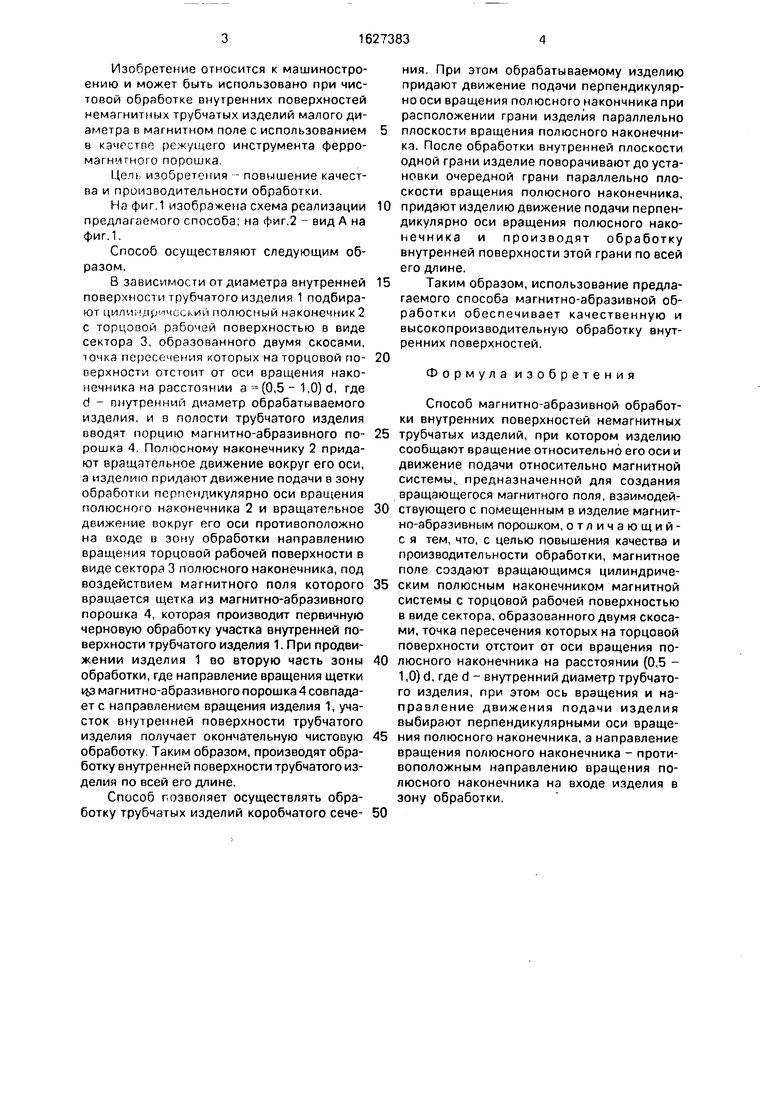
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
| Устройство для обработки витков червяка | 1991 |
|
SU1834790A3 |
| СПОСОБ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2023 |
|
RU2800274C1 |
| Способ полирования поверхностей изделий магнитно-абразивным порошком | 1989 |
|
SU1689044A1 |
| Устройство для магнитно-абразивной обработки | 1989 |
|
SU1646808A1 |
| Устройство для магнитно-абразивной обработки | 1978 |
|
SU779042A1 |
| Устройство для объемной полировки | 1980 |
|
SU1235702A2 |
| Устройство для магнитно-абразивной обработки | 1979 |
|
SU931414A1 |
| Устройство длля магнитно-абразивной обработки листовых материалов | 1979 |
|
SU870088A1 |
| СПОСОБ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2787597C1 |
Изобретение относится к машиностроению и может быть использовано при магнит- но-абразивной обработке внутренних поверхностей немагнитных трубчатых изделий. Цель изобретения - повышение производительности и качества обработки за счет особенностей выполнения полюсного наконечника магнитной системы, создающей вращающееся магнитное поле. Подбирают цилиндрический полюсный наконечник 2 с торцовой рабочей поверхностью в виде сектора 3, образованного двумя скосами, точка пересечения которых на торцовой поверхности отстоит от оси вращения наконечника 2 на расстоянии а (0,5 - 1,0) d, где d - внутренний диаметр трубчатого изделия 1. В полость трубчатого изделия вводлт порцию магнитно-абразивного порошка «1. Полюсному наконечнику 2 придают вращение вокруг его оси, а изделию 1 - движение подачи в зону обработки, перпендикулярное оси вращения полюсного наконечника 2, и вращение вокруг его оси, противоположное направлению вращения сектора 3 на входе в зону обработки. Под воздействием магнитного поля щетка из порошка 4 производит первичную обработку участка поверхности трубчатого изделия 1. При продвижении изделия 1 во вторую часть зоны обработки, где направление вращения щетки совпадает с направлением вращения изделия 1, участок внутренней поверхности получает окончательную чистовую обработку. 2 ил. ВиЗА С Л С о ю Ч СА 00 00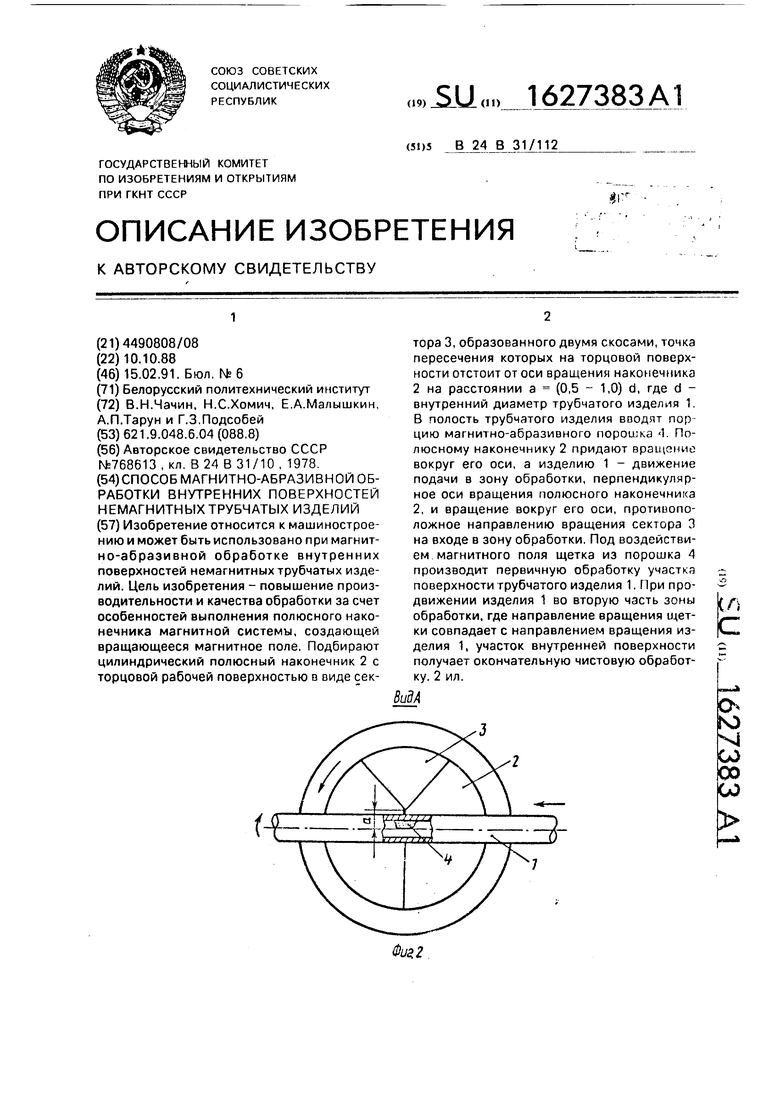
«
I Л/г. 7
Ь
| Способ обработки внутренних поверхностей труб | 1978 |
|
SU768613A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
