Изобретение относится к способам сборки резьбовых соединений и устройствам для их осуществления, а именно к механизированному инструменту для сборки резьбовых соединений с нормированным моментом затяжки резьбы.
Целью изобретения является повышение надежности сборки, что достигается непрерывным контролем величины крутящего момента с помощью импульсного датчика и системы управления.
На чертеже изображен гайковерт, продольный разрез.
Способ сборки резьбовых соединений заключается в двухэтапной затяжке соответственно на повышенной и пониженной частотах вращения, причем после первого этапа дотяжки производят отвод шпинделя для сброса момента затяжки.
Устройство для осуществления предложенного способа содержит корпус. 1, размещенные в нем двигатель 2, редуктор 3 с электромагнитной муфтой 4, торсионный вал 5, кинематически связывающ.ий входной вал двигателя 2 со шпинделем 6, имеющим рабочую головку 7, и датчик крутящего момента, выполненный в виде косозубой муфты, ведущая 8 и ведомая 9 полумуфты которой связаны с соответствующими концами торсионного вала 5. Ведущая косозубая полумуфта 8 жестко закреплена на одном конце торсионного вала 5, а ведомая 9 установлена с возможностью осевого перемещения на другом конце торсионного вала 5.
Устройство снабжено поджатой в осевом направлении с помощью пружины 10 гильЗОЙ 11, взаимодействующей посредством упорного подшипника 12 с ведомой полумуфтой 9, установленным на корпусе 1 считывающим элементом 13, индуктивно связанной с ним пластиной 14, закрепленной на наружной боковой поверхности гильзы 11.
Считывающий элемент 13 связан со счетчиком 15 системы управления устройством.
Пол у муфты 8 и 9, соединенные посредством упорного подшипника 12 и гильзы 11 с пластиной 14 и считывающим элементом 13, образуют импульсный датчик крутящего момента, сигналы которого поступают .на счетчик 15 системы управления.
Устройство работает следующим образом.
После настройки устройства на требуемый момент затяжки его устанавливают
на затягиваемое резьбовое соединение и включают на повышенную скорость двигатель 2, вращение от которого через редуктор 3, электромагнитную муфту 4 и торсионный вал 5 передается шпинделю 6. Осуществляется предварительная затяжка резьбы. Уровень момента затяжки на первом этапе работы устройства определяется предельным моментом, передаваемым электромагнитной муфтой 4, которая включается на
пониженное напряжение. Продолжительность первого этапа устанавливается при помощи реле времени (на чертеже не показано). По истечении первого этапа шпиндель 6 отводят назад. При этом момент
г на шпинделе 6 уменьшается до нуля. Затем двигатель 2 переключают на пониженную скорость, включают датчик крутящего момента, а на электромагнитную муфту 4 подают номинальное напряжение. Начинается второй этап затяжки. Шпиндель 6 с головкой 7 вторично подводят к затягиваемому резьбовому соединению. При передаче крутящего момента происходит скручивание торсионного вала 5: Это приводит к тому, что косозубые полумуфты 8 и 9 поворачиваются одна относительно другой. При этом
полумуфта 9, перемещаясь в осевом направлении, через упорный подшипник 10 и гильзу 11 передает поступательное движение пластине 14. Перемещение последней относительно элемента 13 вызывает появление
д импульсов, передаваемых на счетчик 15 системы управления. Количество импульсов соответствует передаваемому крутящему моменту. При достижении установленного уровня крутящего момента система управления производит отключение электромагнитной муфты 4, приводящей к выключению устройства. Последующее нарастание момента на шпинделе б устройства, обусловленное инерционным выбегом подвижных деталей системы, контролируется импульсным датчиком и системой управления.
0 Изобретение позволяет повысить надежность затяжки резьбовых соединений. Благодаря импульсному датчику крутящего момента осуществляется многопредельный контроль крутящего момента затяжки резьбовых соединений, заключающийся в контроле уровня момента, при котором производится отключение двигателя и в контроле уровня момента, определяющих нижний и верхний допустимые пределы момента затяжки резьбы.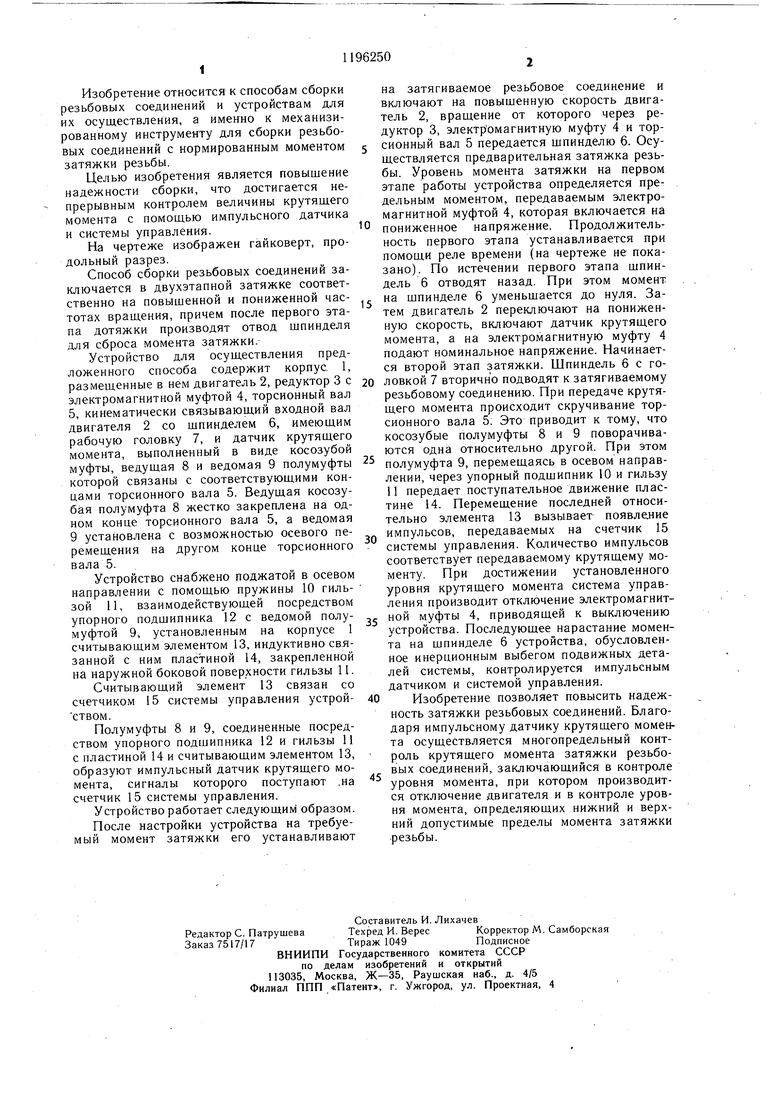
| название | год | авторы | номер документа |
|---|---|---|---|
| Предельный электромеханический гайковерт | 1982 |
|
SU1077777A1 |
| Предельный электромеханический гайковерт | 1984 |
|
SU1260180A1 |
| Гайковерт | 1983 |
|
SU1150060A1 |
| Устройство для сборки резьбовых соединений | 1984 |
|
SU1215984A1 |
| Гайковерт | 1979 |
|
SU859140A1 |
| Устройство для сборки резьбовых соединений | 1982 |
|
SU1147553A1 |
| МНОГОШПИНДЕЛЬНЫЙ ГАЙКОВЕРТ | 2007 |
|
RU2360784C2 |
| МНОГОШПИНДЕЛЬНЫЙ ГАЙКОВЕРТ | 2012 |
|
RU2508978C2 |
| ГАЙКОВЕРТ | 2011 |
|
RU2473417C1 |
| Гайковерт | 1981 |
|
SU954204A1 |
1. Способ сборки резьбовых соединений, заключающийся в двухэтапной затяжке соответственно на повышенной и пониженной частотах вращения шпинделя, отличающийся тем, что, с целью повышения надежности сборки, после первого этапа затяжки производят отвод шпинделя для сброса момента затяжки. 2. Устройство для сборки резьбовых соединений, содержащее корпус, размещенные в нем двигатель, шпиндель с рабочей головкой,торсионный вал, кинематически связывающий выходной вал двигателя со щпинделем, и датчик крутящего момента, выполненный в виде косозубой муфты, ведущая и ведомая полумуфты которой связаны с соответствующими концами торсионного вала, отличающееся тем, что, с целью повышения надежности сборки, оно снабжено подпружиненной в осевом направлении гильзой, взаимодействующей посредством упорного подшипника с ведомой полумуфтой, установленным на корпусе считывающим элементом, индуктивно связанной с ним плас(Л тиной, закрепленной на наружной боковой поверхности гильзы. со о: INS СД
| Предельный электромеханический гайковерт | 1975 |
|
SU612783A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Предельный электромеханический гайковерт | 1982 |
|
SU1077777A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
