«
Изобретение относится к порошковой металлургии, в частности, к устройствам для изготовления изделий из порошков металлов и тугоплавких соединений методом горячего прессования.
Цель изобретения - обеспечение механизации технологического процесса и повьшение ка чества спрессованных изделий.
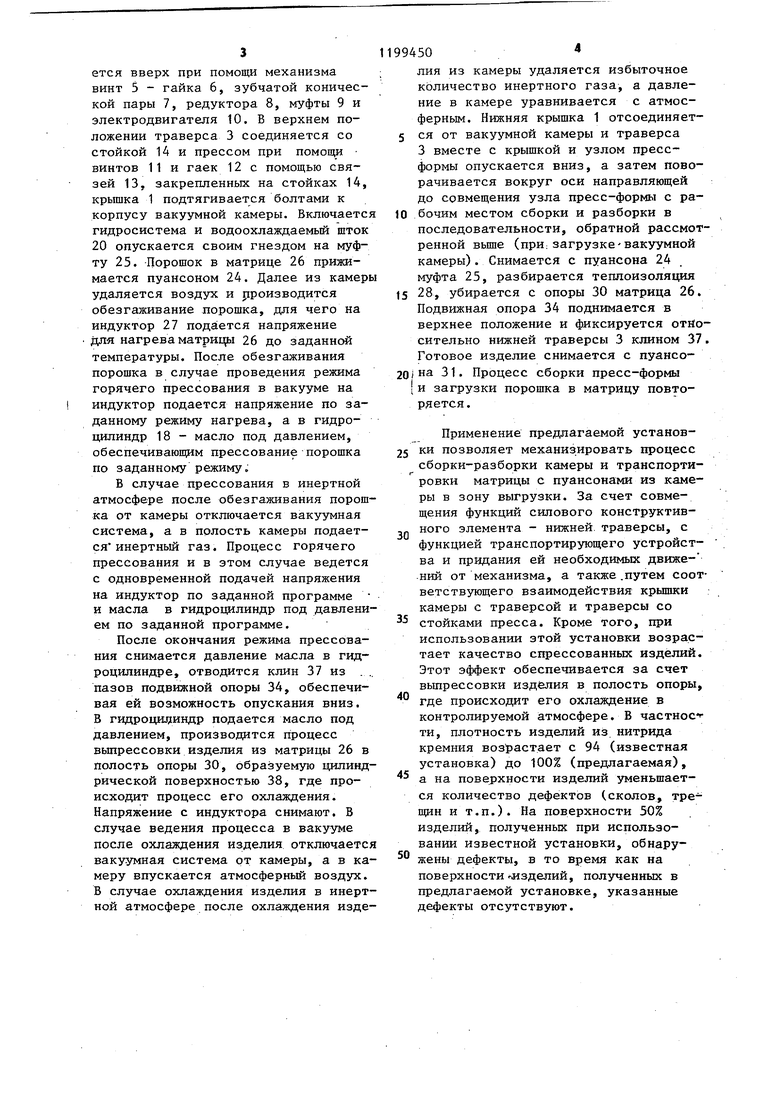
На фиг. 1 показана, схема вакуумной камеры; на фиг. 2 схема установки в целом.
Нижняя крьшка i, вакуумной камеры ,(не обозначена) установлена подвижно при помощи направляющих пальцев 2 на подвижной нижней траверсе 3, которая установлена на направляющей с возможностью поворота вокруг своей оси и имеет возможность перемещаться вдоль направляющей 4 (параллельно оси камеры) от механизма винт 5 - гайка 6 при помощи зубчатой конической пары 7 (фиг. 2), редуктора 8, муфты 9 и электродвигателя 10 и поворачиваться вместе с направляющей вокруг ее оси. Направляющая 4 расположена параллельно оси вакуумной камеры, а крьщ1ка 1 закреплена на нижней траверсе 3 с возможностью осевого перемещения. Винты 11, фиксированные в осевом направлении относительно подвижной траверсы 3, могут сцепляться с гайками 12, скрепленными неподвижно со связями 13, сидящими на стойках 14, которые установлены на корпусе камеры 15 при помощи кронштейнов 16 и несут на себе верхнюю траверсу 17 (фиг. 2) с гидроцилиидром 18. Шток 19 гидроцилиндра 18 шарнирно связан с водоохлаждаемым штоком 20, проходящим через верхнюю водоохлаждаемую крьппку 21 вакуумной камеры при помощи в куумного уплотнения 22 и направляющих втулок 23.
Графитовьй подвижный пуансон 24, соединенный с водоохлаждаемым штоком 20 при помощи теплоизолирующей муфты 25, может перемещаться в графитовой матрице 26, которая нагревается индуктором 27 и изолирована от водоохлаждаемого корпуса вакуумной камеры теплоизоляцией 28 в виде колец из пористой керамики, а от нижней водоохлаждаемой крьш1ки 1 вакуумной камеры - керамической подставкой 29 с помощью графитовой опоры 30. Нижни ;графитовый пуансон 31 опирается на
9450 2
керамическую теплоизолирующую муфту 32, которая имеет возможность перемещаться вместе с пуансоном вдоль оси камеры, что обеспечивает выход 5 изделия 33 из матрицы при его вьшрессовке.
Подвижная опора 34, проходящая через нижнюю крьшку вакуумной камеры, благодаря вакуумному уплотнению 35 и направляющим втулкам 36 удерживается в верхнем положении относительно нижней траверсы 3 при помощи клина 37 и может опускаться вниз во время выпрессовки изделия в полость, образуемую цилиндрической поверхностью 38, при освобождении от клина 37. Термопара 39, проходящая через подвижную водоохлаждаемую опору 34, ввиду вакуумного уплотнения 40 позволяет измерять температуру в нижнем пуансоне 31, а оптический пирометр 41 через гляделку 42 измеряет температуру внешней поверхности матрицы. Патрубок 43 в водоохлаждаемом корпусе вакуумной камеры служит для.подсоединения вакуумной системы (не показана) и подачи в камеру инертного газа. Патрубок 44 с крышкой 45 из электроизоляционного материала слуQ жит для ввода в полость камеры водоохлаждаемого индуктора 27, на которьй подается ток повышенной частоты для подогрева матрицы. Кронштейны 46 позволяют закрепить камеру на раме 47 с площадкой об.служивания (не показана). Уплотнение верхней и нижней крьшек с корпусом вакуумной камеры осуществляется с помощью прокладок из вакуумной резины и бол-, товых соединений (не обозначены).
Установка работает следующим образом..
На теплоизоляционную муфту 32 устанавливается нижний пуансон 31
так, что термопары 39 касаются тела пуансона. Матрица 26 помещается на опору 30 и центрируется муфтой 32. Порошок подается в полость матрицы 26 и прижимается пуансоном 24. Теплоизоляция 28 надевается на матрицу 26 и опору 30, муфта 25 надевается на пуансон 24. Собранный таким образом на рабочем месте загрузки и выгрузки узел пресс-формы вместе с вакуумной крышкой 1 вакуумной камеры и подвижной нижней траверсой 3 поворачивается вокруг оси направляющей 4 до совпадения его оси .с осью вакуумной камеры и поднимается вверх при помощи механизма винт 5 - гайка 6, зубчатой конической пары 7, редуктора 8, муфты 9 и электродвигателя 10. В верхнем положении траверса 3 соединяется со стойкой 14 и прессом при помощи винтов 11 и гаек 12 с помощью связей 13, закрепленных на стойках 14, крьпика 1 подтягивается болтами к корпусу вакуумной камеры. Включается гидросистема и водоохлаждаемый шток 20 опускается своим гнездом на муфту 25. Порошок в матрице 26 прижимается пуансоном 24. Далее из камеры удаляется воздух и рроизводится обезгаживание порошка, для чего на индуктор 27 подается напряжение для нагрева матрИ1: ы 26 до заданной температуры. После обезгаживания порошка в случае проведения режима горячего прессования в вакууме на индуктор подается напряжение по заданному режиму нагрева, а в гидроцилиндр 18 - масло под давлением, обеспечивающим прессование порошка по заданному режиму.
В случае прессования в инертной атмосфере после обезгаживания порошка от камеры отключается вакуумная система, а в полость камеры подается инертный газ. Процесс горячего прессования и в этом случае ведется с одновременной подачей напряжения
на индуктор по заданной программе и масла в гидроцилиндр под давлением по заданной программе.
После окончания режима прессования снимается давление масла в гидроцилиндре, отводится клин 37 из . . пазов подвижной опоры 34, обеспечивая ей возможность опускания вниз. В гидроцшдиндр подается масло под давлением, производится процесс вьшрессовки изделия из матрицы 26 в полость опоры 30, образуемую цилиндрической поверхностью 38, где происходит процесс его охлаждения. Напряжение с индуктора снимают. В случае ведения процесса в вакууме после охлаждения изделия отключается вакуумная система от камеры, а в камеру впускается атмосферный воздух. В случае охлаждения изделия в инертной атмосфере после охлаждения изде199450
ЛИЯ ИЗ камеры удаляется избыточное количество инертного газа, а давление в камере уравнивается с атмосферным. Нижняя крышка 1 отсоединяется от вакуумной камеры и траверса 3 вместе с крышкой и узлом прессформы опускается вниз, а затем поворачивается вокруг оси направляющей до совмещения узла пресс-формы с рабочим местом сборки и разборки в
последовательности, обратной рассмотренной вьш1е (при: загрузке-вакуумной камеры). Снимается с пуансона 24 муфта 25, разбирается теплоизоляция
J5 28, убирается с опоры 30 матрица 26. Подвижная опора 34 поднимается в верхнее положение и фиксируется отн:осительно нижней траверсы 3 клином 37. Готовое изделие снимается с пуансо-
201 на 31. Процесс сборки пресс-формы и загрузки порошка в матрицу повторяется.
Применение предлагаемой установки позволяет механизировать процесс сборки-разборки камеры и транспортировки матрицы с пуансонами из камеры в зону выгрузки. За счет совмещения функций силового конструктивного элемента - нижней, траверсы, с
30 функцией транспортирующего устройства и придания ей необходимых движе-НИИ от механизма, а также .путем соответствующего взаимодействия крышки камеры с траверсой и траверсы со
-5 стойками пресса. Кроме того, при
использовании этой установки возрастает качество спрессованных изделий. Этот эффект обеспечивается за счет вьшрессовки изделия в полость опоры,
40 где происходит его охлаждение в контролируемой атмосфере. В частноети, плотность изделий из. нитрида кремния воз|)астает с 94 (известная установка) до 100% (предлагаемая),
а на поверхности изделий уменьшается количество дефектов (сколов, трещин и т.п.). На поверхности 50% изделий, полученных при использовании известной установки, обнаружены дефекты, в то время как на поверхности изделий, полученных в предлагаемой установке, указанные дефекты отсутствуют.
«
Г7
19
2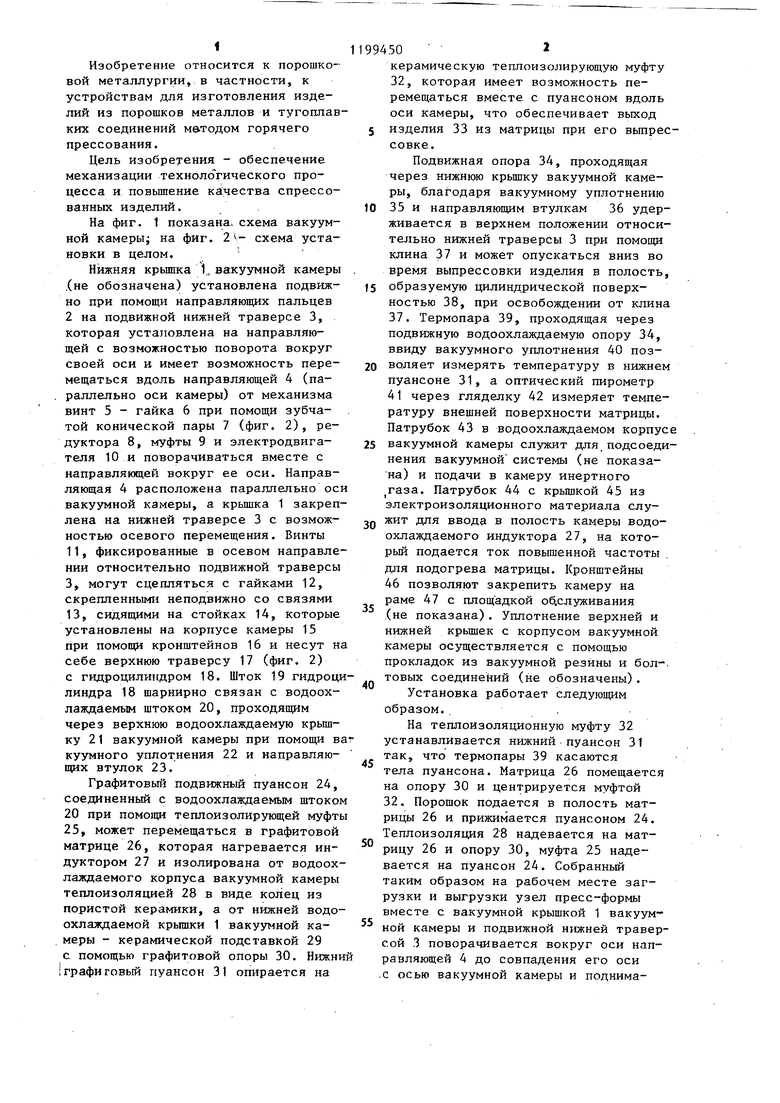
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для горячего прессования порошков | 1987 |
|
SU1437147A1 |
| Установка для горячего прессования порошков | 1980 |
|
SU921675A1 |
| СПОСОБ ГОРЯЧЕГО ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2037380C1 |
| Устройство для штамповки металла в твердожидком состоянии | 1991 |
|
SU1838044A3 |
| Устройство для формирования функциональных покрытий из порошкового материала на торцевой поверхности металлической детали двухсторонним прессованием | 2020 |
|
RU2761060C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЖИДКОЙ ШТАМПОВКИ МЕТАЛЛА | 1991 |
|
RU2014166C1 |
| Установка для вакуумного горячего прессования | 1981 |
|
SU984683A1 |
| ВАКУУМНЫЙ ПРЕСС | 2015 |
|
RU2600155C1 |
| Установка для горячего прессования порошков | 1983 |
|
SU1121098A1 |
| Роторный пресс | 1981 |
|
SU969541A1 |
УСТАНОВКА ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ, включающая пресс с гидроцилиндром, верхней и нижней траверсами, соединенными между собой стойками, и вакуумную камеру с верхней и нижней крьшосами, графитовой матрицей, пуансонами и нагревательным элементом, отличающаяся тем, что, с целью обеспечения механизации технологического процесса и повышения качества спрессованных изделий, пресс снабжен направляющей, расположенной параллельно оси вакуумной камеры, нижняя траверса пресса установлена на направляющей с возможностью поворота вокруг своей оси и осевого перемещения, а нижняя крышка камеры закреплена; на нижней травер9 се с врзможностью осевого перемещения и снабжена подвижной опорой нижнего пуансона.
| Кулаков М.М | |||
| и др | |||
| Дезинтегратор | 1922 |
|
SU803A1 |
| - Порошковая металлургия, 1972, № 2, с | |||
| Способ приготовления сернистого красителя защитного цвета | 1921 |
|
SU84A1 |
| Макеев B.C., Пилюган А.Н | |||
| и др | |||
| Электропечь горячего прессования тугоплавких материалов ГПК-Ш | |||
| Порошковая металлургия, 1969, № 3, с | |||
| Машина для разделения сыпучих материалов и размещения их в приемники | 0 |
|
SU82A1 |
