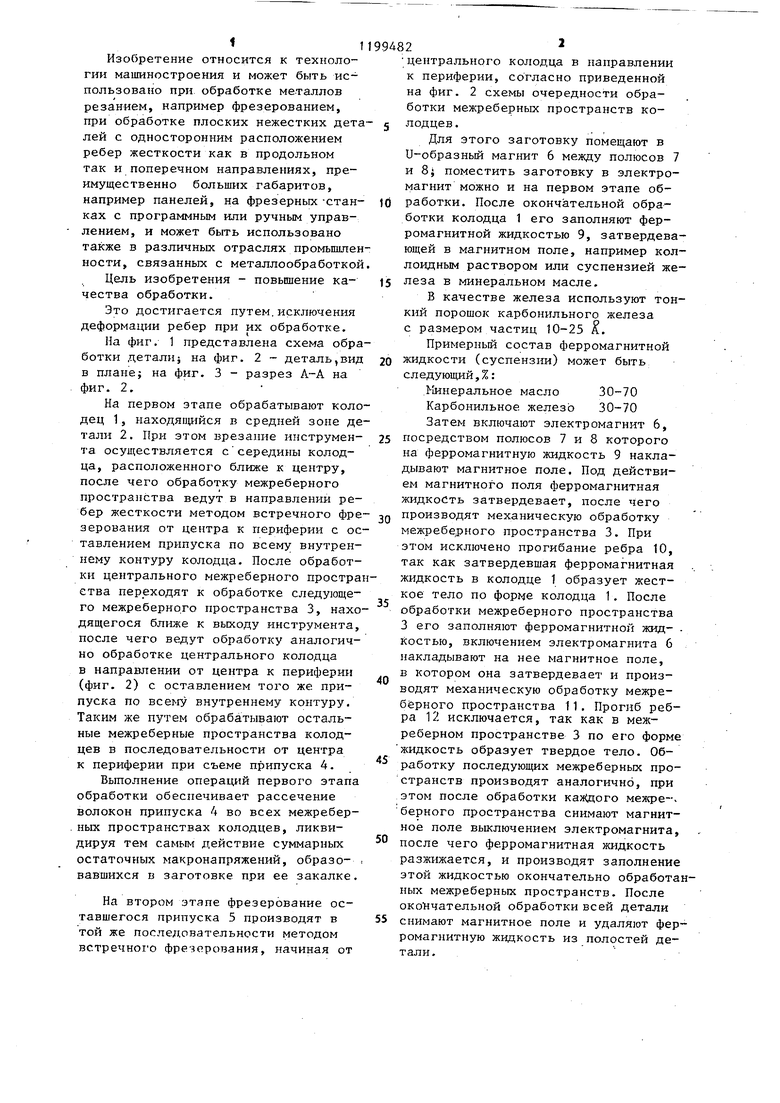
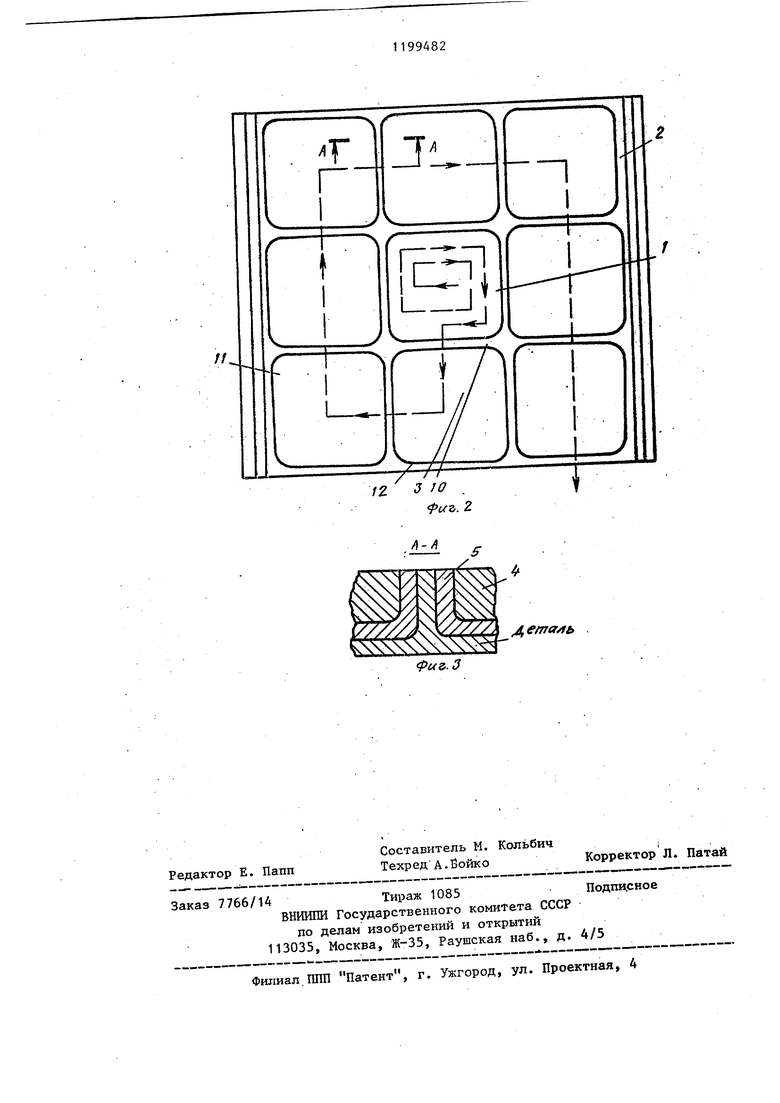
ftfS. 1 Изобретение относится к технологии машиностроения и может быть использовано при обработке металлов резанием, например фрезерованием, при обработке плоских нежестких дета лей с односторонним расположением ребер жесткости как в продольном так и поперечном направлениях, преимущественно больших габаритов, например панелей, на фрезерных -станках с программным или ручным управлением, и может быть использовано также в различных отраслях промьшшен ности, связанных с металлообработкой Цель изобретения - повьппение качестна обработки. Это достигается путем.исключения деформации ребер при их обработке. На фиг. 1 представлена схема обра ботки деталиJ на фиг. 2 деталь,вид в планеJ на фиг. 3 - разрез Л-А на фиг. 2. На первом этапе обрабатывают коло дец 1, находящийся в средней зоне де тали 2. При этом врезание инструмента осуществляется ссередины колодца, расположенного ближе к центру, после чего обработку межреберного пространства ведут в направлении ребер жесткости методом встречного фре зерования от центра к периферии с ос тавлением припуска по всему внутреннему контуру колодца. После обработки центрального межреберного простра ства переходят к обработке следующего межреберного пространства 3, нахо дящегося ближе к выходу инструмента после чего ведут обработку аналогично обработке центрального колодца в направлении от центра к периферии (фиг. 2) с оставлением того же припуска по внутреннему контуру. Таким же путем обрабатывают остальные межреберные пространства колодцев в последовательности от центра к периферии при съеме припуска 4. Выполнение операций первого этапа обработки обеспечивает рассечение волокон припуска 4 во всех межреберных пространствах колодцев, ликвидируя тем самым действие суммарных остаточных макронапряжений, образовавшихся в заготовке при ее закалке На втором этапе фрезерование оставшегося припуска 5 производят в той же последовательности методом встречно1о фре-зерования, начиная от центрального колодца в направлении к периферии, согласно приведенной на фиг. 2 схемы очередности обработки межреберных пространств колодцев. Для этого заготовку помещают в и-образньй магнит 6 между полюсов 7 и 8j поместить заготовку в электромагнит можно и на первом этапе обработки. После окончательной обработки колодца 1 его заполняют ферромагнитной жидкостью 9, затвердевающей в магнитном поле, например коллоидным раствором или суспензией железа в минеральном масле. В качестве железа используют тонкий порошок карбонильного железа с размером частиц 10-25 А. Примерньй состав ферромагнитной жидкости (суспензии) может быть следующий,%: Минеральное масло 30-70 Карбонильное железо 30-70 Затем включают электромагнит 6, посредством полюсов 7 и 8 которого на ферромагнитную жидкость 9 накладывают магнитное поле. Под действием магнитного поля ферромагнитная жидкость затвердевает, после чего производят механическую обработку межреберного пространства 3. При этом исключено прогибание ребра 10, так как затвердевшая ферромагнитная жидкость в колодце 1 образует жесткое тело по форме колодца 1. После обработки межреберного пространства 3 его заполняют ферромагнитной жид- костью, включением электромагнита 6 накладывают на нее магнитное поле, в котором она затвердевает и производят механическую обработку межреберного пространства 11. Прогиб ребра 12 исключается, так как в межреберном пространстве 3 по его форме жидкость образует твердое тело. Обработку последующих межреберных пространств производят аналогично, при этом после обработки каждого меяфе-. берного пространства снимают магнитное поле вьжлючением электромагнита, после чего ферромагнитная жидкость разжижается, и производят заполнение этой жидкостью окончательно обработанных межреберных пространств. После окоТнчательной обработки всей детали снимают магнитное поле и удаляют ферромагнитную жидкость из полостей детали.
//.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ НЕЖЕСТКИХ ДЕТАЛЕЙ С ДВУХСТОРОННИМ РАСПОЛОЖЕНИЕМ РЕБЕР ЖЕСТКОСТИ | 1991 |
|
SU1792016A1 |
| Способ фрезерования плоских нежестких деталей с односторонним расположением продольных и поперечных ребер жесткости | 1986 |
|
SU1351725A1 |
| Способ фрезерования плоских нежестких деталей с односторонним расположением продольных и поперечных ребер жесткости | 1982 |
|
SU1007856A1 |
| Способ фрезерования плоских нежестких деталей с односторонним расположением продольных и поперечных ребер жесткости | 1986 |
|
SU1371799A1 |
| Способ обработки крупногабаритных деталей | 1987 |
|
SU1496123A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕЖЕСТКОЙ ДЕТАЛИ | 2014 |
|
RU2589957C2 |
| Способ фрезерования плоских нежестких деталей с односторонним расположением ребер жесткости | 1983 |
|
SU1159206A1 |
| Способ изготовления изделия с полостью | 1984 |
|
SU1201067A2 |
| Способ обработки нежестких деталей | 1986 |
|
SU1400798A1 |
| Способ обработки крупногабаритных нежестких деталей с двусторонним расположением ребер жесткости | 1987 |
|
SU1604519A1 |
СПОСОБ ФРЕЗЕРОВАНИЯ ПЛОСКИХ НЕЖЕСТКИХ ДЕТАЛЕЙ С ОДНОСТОРОННИМ ,.,. РАСПОЛОЖЕНИЕМ ПРОДОЛЬНЫХ И ПОПЕРЕЧНЫХ РЕБЕР ЖЕСТКОСТИ по авт.св. № 1007856, отличающийся тем, что, с целью повышения качества обработки, окончательную обработку межреберных пространств ведут в магнитном поле, последовательно заполняя окончательно обработанные межреберные пространства ферромагнитной жидкостью.
XI-/
X ,
Фи.З
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
