Изобретение относится к технологии машиностроения и может быть использовано при обработке крупногабаритных деталей, имеющих ребра жесткости и сквозные люки на станках с ЧПУ.
Цель изобретения - повышение точности обработки.
.Указанная цель достигается тем, что окончательную обработку люка производят на станке, исключая окончательную обработку ручным способом.
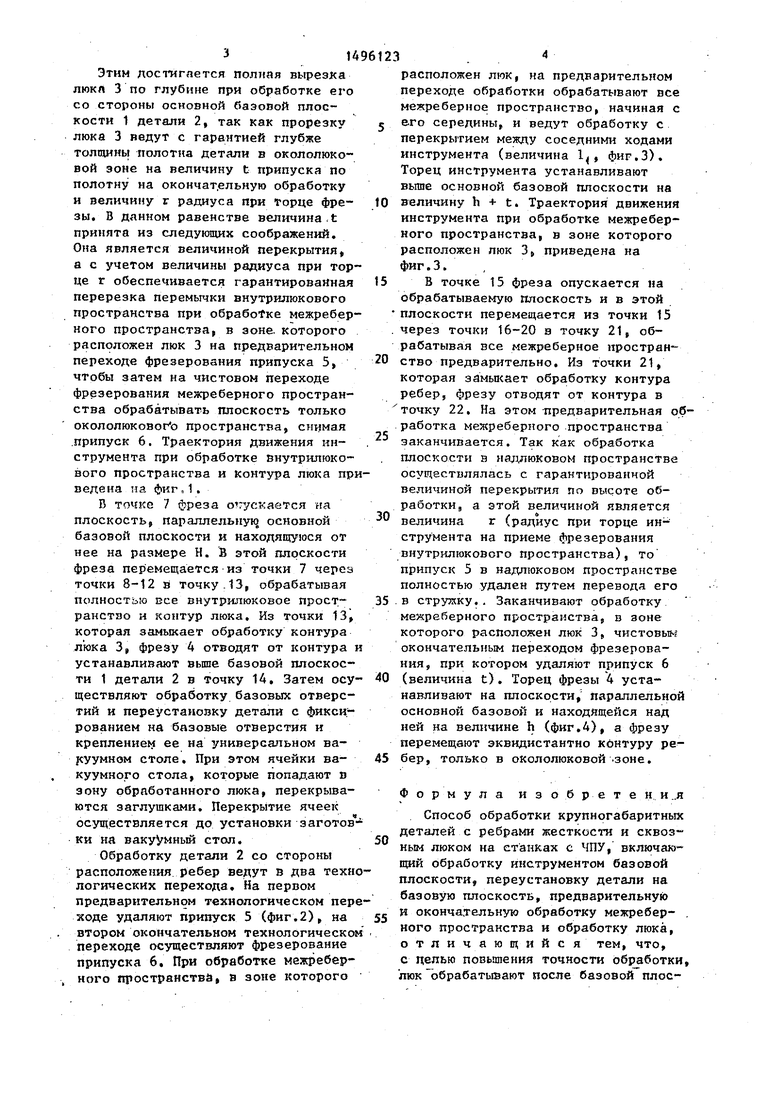
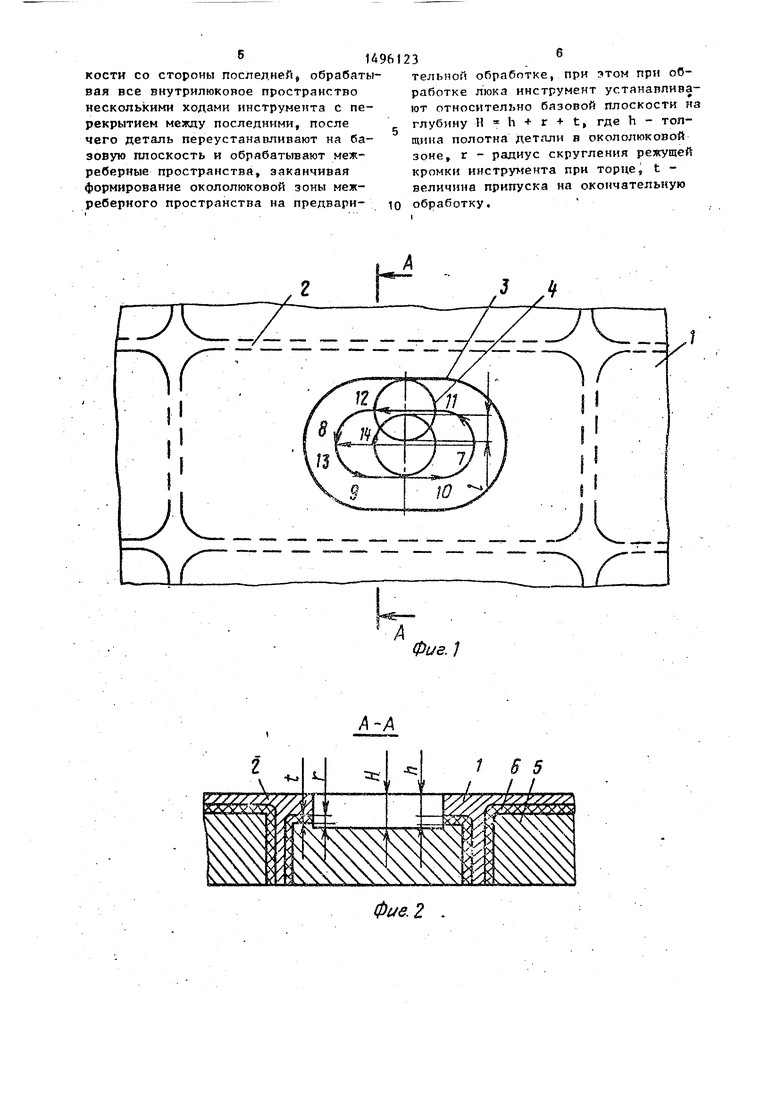
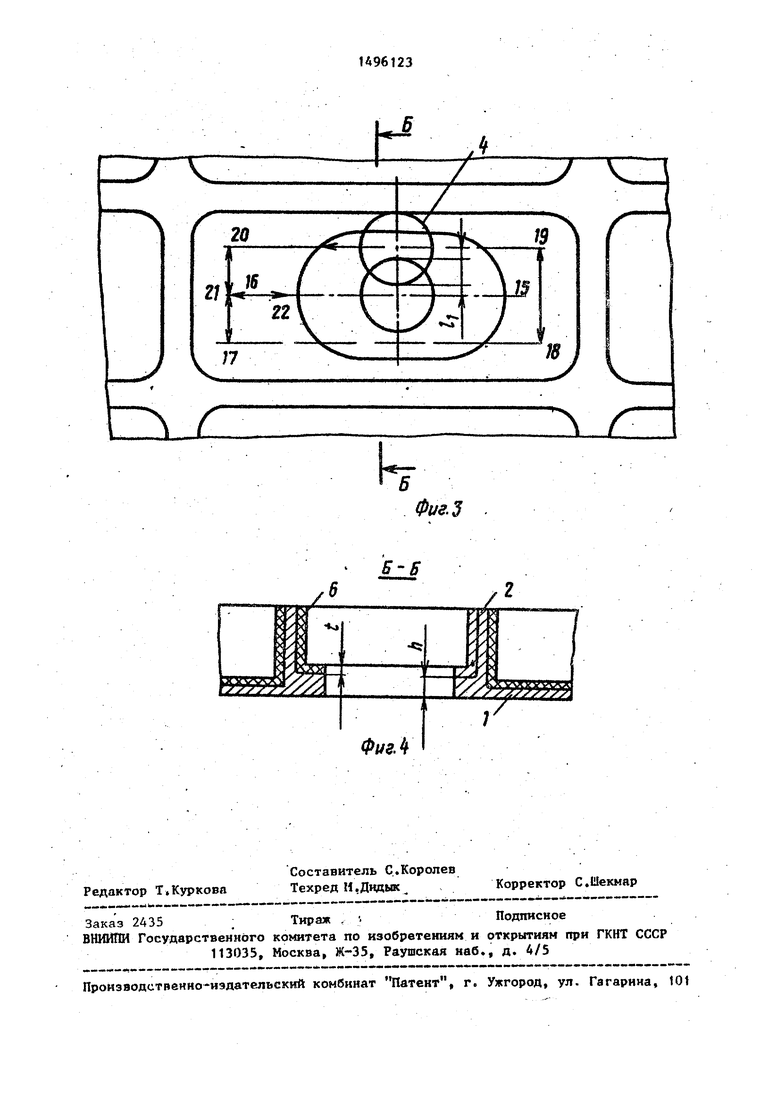
На фиг.1 представлена деталь, в зоне которой расположен люк, план} на фиг.2 - разрез А-А на фиг.1-, на фиг.З - участок межреберного пространства, п зоне которого расположен люк, и трпектория днижепия инструмента при ггрелвлрительиой обработке на фиг.4 - разрез Б-Б на фиг.З.
После обработки базовой поверхности 1 детали 2 переходят к обработке сквозного люка 3. .
При обработке контура люка 3 торец инструмента (фрезы) 4 устанавливают ниже основной базовой плоскости детали на размер
Н h t г,
где h - толщина полотна детали в окололюковой зоне-,
t - величина припуска по полотну детали на окончательную обработку при обработке ее со стороны рёбер;
г - величина радиуса инструмента при торце.
а
tawA
00
3tA
Этим достигпется полная вырезка люкп 3 по глубине при обработке его со стороны основной базовой плоскости 1 детали 2, так как прорезку люка 3 ведут с гарантией глубже толщины полотна детали в окололюковой зоне на величину t припуска по полотну на окончат.ельную обработку и величину г радиуса при торце фре- зы, В данном равенстве величина.t принята из следующих соображений. Она является величиной перекрытия, а с учетом величины радиуса при торце г обеспечивается гарантированная перерезка перемычки внутрилюкового пространства при обработке межреберного пространствар в зоне, которого расположен люк 3 на предварительном переходе фрезерования припуска 5, чтобы затем на чистовом переходе фрезерования межреберного пространства обрабатывать плоскость только окололюковог о пространства, снимая .припуск 6. Траектория движения инструмента при обработке внутрипюко- вого пространства и контзгра люка прведена на фкг,1.
В точке 7 фреза о гускается на плоскость, параллельную основной базовой плоскости и находящуюся от нее на размере Н. В этой плоскости фреза перемещается из точки 7 через точки 8-12 и точку.13, обрабатывая полностью все внутрилюковое прост- ранстао и контур люка. Из точки 13, которая замыкает обработку контура люка 3, фрезу 4 отводят от контура устанавливают вьше базовой плоскости 1 детали 2 в точку 1А, Затем осу ществляют обработку базовых отверстий и переустановку детали с фикси.- рованием на базовые отверстия и креплением ее на универсальном ва- цуумном столе, При этом ячейки ва- куумного стола, которые попадают в зону обработанного люка, перекрываются заглущками. Перекрытие ячеек осуществляется до установки заготовки на вакуумный стол,
Обработку детали 2 со стороны расположения ребер ведут в два технлогических перехода. На первом предварительном технологическом перходе удаляют припуск 5 (фиг,2), на втором окончательном технологическо переходе осуществляют фрезерование припуска 6. При обработке межреберного пространствй, а зоне которого
5
O 5 0
5 0 5 0
5
0
расположен люк, на предварительном перекоде обработки обрабатывают все межреберное пространство, начиная с его середины, и ведут обработку с перекрытием между соседними ходами инструмента (величина 1, фиг,3). Торец инструмента устанавливают вьппе основной базовой плоскости на величину h « t. Траектория движения инструмента при обработке межреберного пространства, в зоне которого расположен люк 3, приведена на фиг,3. ,
В точке 15 фреза опускается на обрабатываемую плоскость и в этой плоскости перемещается из точки 15 через точки 16-20 а точку 21, обрабатывая все межреберное простран- ство предварительно. Из точки 21, которая замьпсает обработку контура ребер, фрезу отводят от контура в точку 22, На этом предварительная обработка межреберного пространства заканчивается. Так как обработка плоскости в на.;у1юковом пространстве осуществлялась с гарантированной величиной перекрытия по высоте обработки, а этой величиной является величина г (радиус при торце инструмента на приеме фрезерования внутрилюкового пространства), то припуск 5 в надлюковом пространстве полностью удален путем перевода его .в струткку. . Заканчивают обработку межреберного пространства, в зоне которого расположен люк 3, чистовым окончательньи переходом фрезерования, при котором удаляют припуск 6 (величина t), Торец фрезы 4 устанавливают на плоскости, параллельной основной базовой и находящейся над ней на величине h (фиг,4), а фрезу перемещают эквидистантно кбнтуру ребер, только в окололюковой .зоне.
Формула изобретен и..я
Способ обработки крупногабаритных деталей с ребрами жесткости и сквозным люком на станках с ЧПУ, включающий обработку инструментом базовой плоскости, переустановку детали на базовую плоскость, предварительную И окончательную обработку межребер- . кого пространства и обработку люка, отличающийся тем, что, с целью повышения точности обработки, люк обрабатывают после базовой плоскости со стороны последней, обрабатывая все внутрилюковое пространство несколькими ходами инструмента с перекрытием между последними, после чего деталь переустанавливают на базовую плоскость и обрабатывают межреберные пространства, заканчивая формирование окололюковой зоны межреберного пространства на предвари
тельной обработке, при этом при обработке люка инструмент устанавливают относительно базовой плоскости яа глубину И h - г t, где h - толщина полотна детали в окололюковой зоне, г - радиус скругления режущей кромки инструмента при торце, t - величина припуска на окончательную обработку.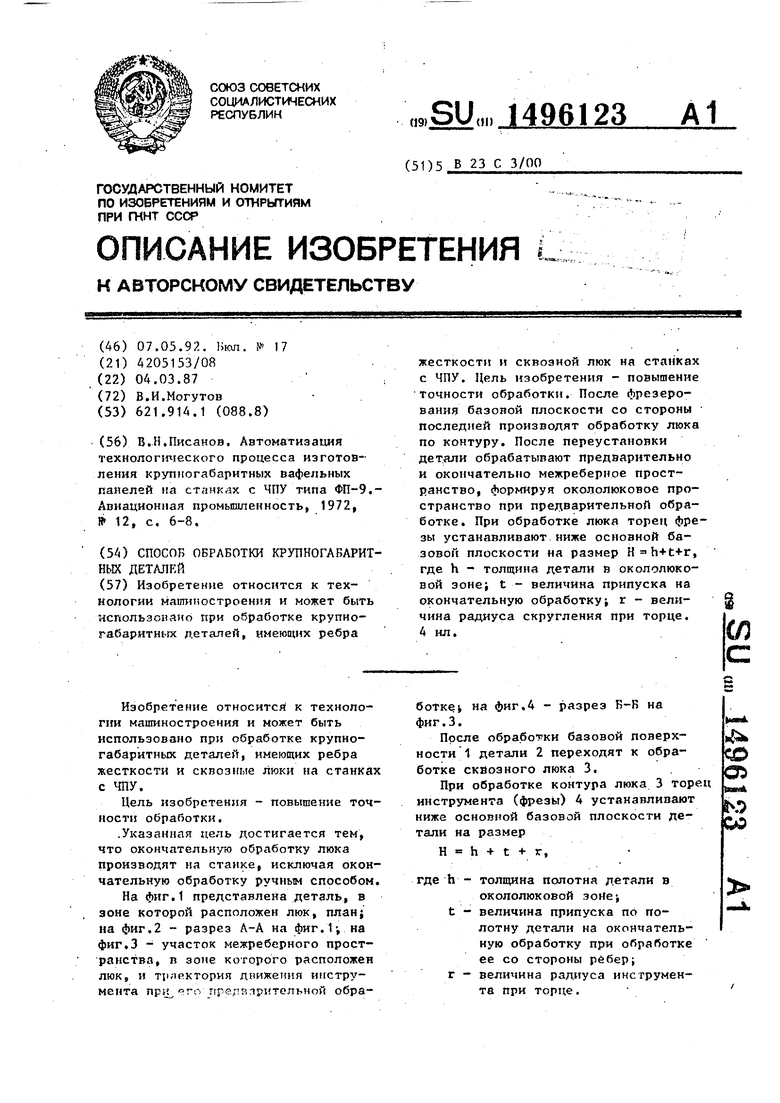
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ фрезерования наружных контуров крупногабаритных деталей на станках с ЧПУ | 1984 |
|
SU1166418A1 |
| Способ фрезерования крупногабаритных деталей на станках с ЧПУ | 1986 |
|
SU1373493A1 |
| Способ обработки плоскостных деталей | 1985 |
|
SU1247189A1 |
| Способ фрезерования плоских нежестких деталей с односторонним расположением продольных и поперечных ребер жесткости | 1986 |
|
SU1351725A1 |
| Способ фрезерования крупногабаритных деталей на станках с ЧПУ | 1981 |
|
SU1009645A1 |
| Способ обработки поверхностей типа переменная малка | 1987 |
|
SU1433651A1 |
| Способ фрезерования крупногабаритных деталей на станках с ЧПУ | 1988 |
|
SU1540958A1 |
| Способ фрезерования плоских нежестких деталей с односторонним расположением ребер жесткости | 1983 |
|
SU1159206A1 |
| Способ фрезерования внутренних радиусных сопряжений поверхностей деталей | 2018 |
|
RU2674376C1 |
| Способ обработки плоскостных деталей | 1982 |
|
SU1074666A1 |
Изобретение относится к технологии маститюстроения и может быть использонаио при обработке крупногабаритных детгшей, имеющих ребра жесткости и сквозной люк на станках с ЧПУ. Цель изобретения - повышение точности обработки. После фрезерования базовой плоскости со стороны последней производят обработку люка по контуру. После переустановки детали обрабатывают предварительно и окончательно межреберное пространство, формируя окололюковое пространство при предварительной обработке. При обработке люка торец фрезы устанавливают ниже основной базовой плоскости на размер , где h - толщина детали в окололюковой 3OHei t - величина припуска на окончательную обработкуj г - величина радиуса скругления при торце. 4 ил. (Л С
Фив. 1
Фие.2
Фие.З
ФигЛ
| В.Н.Писанов | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
