о
со
ОС
И:1обретение относится к об1:аботке металлов резанием и может быть ис- пользсвано при фрезеровании нежестких деталей, например лопаток крыль- чаток.
Uejib изобретения - повьшение точности и производительности обработки за счет коррекции взаимного положения фрезы и детали, компенсирующих величину упругого отжима, сокращения количества праходов при чистовой обработке и увеличении количества об- рабатьшаемьгх деталей.
На фиг.1 представлена схема фрезе рования детали; на фиг.2 - схема фрезерования после коррекции положения фрезы путем поворота ее на угол /}; на фиг.З - схема фрезерования после коррекции положения де- тали путем поворота ее на угол /j.
Способ осуществляют следующим образом.
Фрезу 1 устанавливают под углом в относительно плоскости базировани детали 2 и обрабатьшаемой поверхности 3 на ширину фрезерования Н. Обработку ведут вдоль поверхности 3.
После фпеэерования первой детали замеряют величину непараллельности обработан той гь.зерхности на ширине Н и образующе. J контура фрезы. Вели ина непарчл..гльности является величиной упругого отжима - По величине yjipyi oro отжнма с/ на ширине фре зерования Н определяют величину угла /i ИЗ У .:7овия
ft - arctg - --Затем производят коррекцию взаимного положения обрабатыв 1юшегэ контура фрезы и обрабатьгеаемой поверхности п ем поворота либо фрезы относительно детали (фиг.2), либо детали относительно фрезы (фиг,3) на угол .
10
5 0
0 5
0
is
Выбор угла осуществляют следующим образом. Если его значение принять большим, чем полученный, исходя из величины упругого отжима,.то возможно возникновение отжимающих усилий, переходящих в область изгибающих, которые обусловят появление остаточных деформаций и,как следствие,искажение формы. Если принять значение угла меньшим, то обработка не позволяет снимать равномерный припуск, особенно в области наибольшего упругого отжима, т.е. в точках наиболее удаленных от основания, на ширине фрезерования. Последнее предполагает возврат к многопроходному фрезерованию, а следовательно, к снижению производительности.
Формула изобретения
Способ обработки нежестких деталей фрезой, при котором обработку ведут за один проход, после обработки первой детали определяют погрешность последней и последующие детали обрабатывают, корректируя относительное положение фрезы и детали в зависимости от указанной погрешности, отличающийся тем, что, с целью повьпиения точности и производительности обработки, погрешность детали определяют , замеряя величину упругого отжима детали на ширине обработки, а коррекцию положения датели и инструмента осущесть-ляют путем их относительного поворота на угол /j, которь й определяют по зависимости: л
Ь arete ;
Ц
где с/ - величина упругого отжима детали на ширине обрабатываемой поверхности;
Н - ширина обрабатываемой поверхности.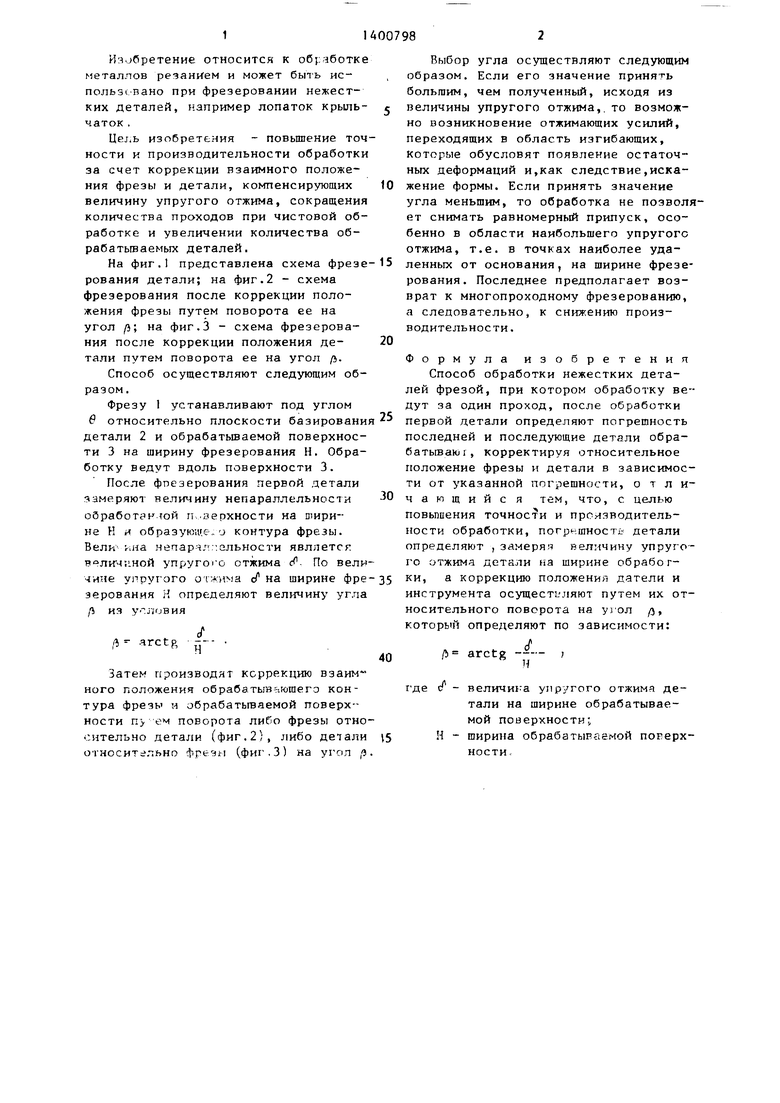
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки нежестких деталей | 1987 |
|
SU1502230A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЭРОДИНАМИЧЕСКИХ ПОВЕРХНОСТЕЙ ЛОПАТОК РОТОРОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ НА СТАНКАХ С ЧПУ | 2012 |
|
RU2500506C1 |
| СПОСОБ ОБРАБОТКИ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2009 |
|
RU2419520C1 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ НА СТАНКАХ С ЧПУ МОДЕЛЕЙ ЛОПАТОК РОТОРОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2011 |
|
RU2481177C1 |
| Способ изготовления маложестких лопаток роторов при одноопорном закреплении на станках с ЧПУ | 2018 |
|
RU2688987C1 |
| Способ фрезерования контурных поверхностей | 1983 |
|
SU1143523A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЭРОДИНАМИЧЕСКИХ ПОВЕРХНОСТЕЙ ЛОПАТОК РОТОРОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ НА СТАНКАХ С ЧПУ | 2014 |
|
RU2588757C2 |
| Способ обработки винтовых поверхностей | 1988 |
|
SU1608022A1 |
| Способ обработки сложных линейчатых поверхностей с переменной малкой | 1985 |
|
SU1271679A1 |
Изобретение относится к области обработки металлов резанием и может быть использовано при фрезеровании нежестких деталей, например лопаток крыльчаток. Цель изобретения - повышение точности и производительности обработки.Обработку ведут фрезой, которую перемещают вдоль обрабатываемой поверхности.Обработку ведут за один проход. После обработки первой детали определяют погрешность последней, замеряя величину упругого отжима детали на ширине обработки. При обработке последующих деталей корректируют положение детали и инструмента путем их относительного поворота на угол, который определяют по зависимости /5 arctg(), где /- величина упругого отжима детали на ширине обрабатьшаемой поверхности; Н - ширина обрабатываемой поверхности. 3 ил. i (Л
Фиг.-f
иг.З
| Способ обработки нежестких деталей с односторонним расположением ребер жесткости | 1982 |
|
SU1139575A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
