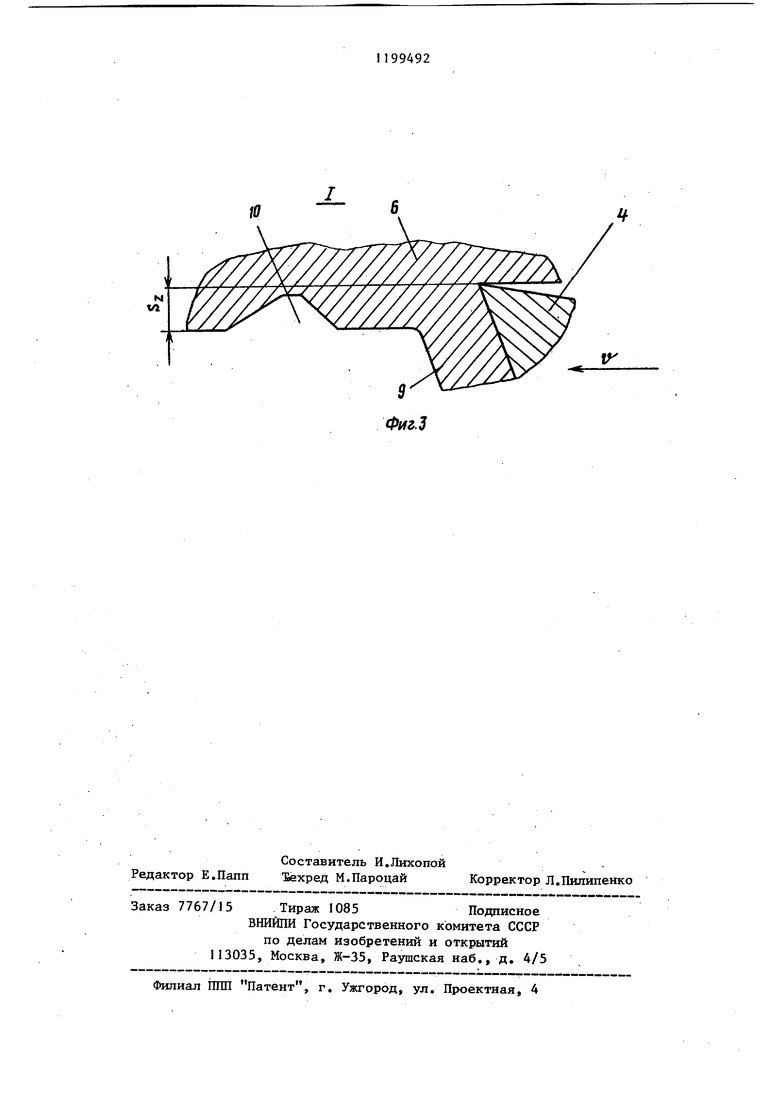
1 Изобретение относится к обработке металлов резанием, и может быть использовано при протягивании глубоких отверстий. Цель изобретения - повьшение производительности протягивания и качества обрабатываемой поверхности за счет уменьшения длины режущего инструмента и воз ряностя деления стружки на отдельные элементы в направлении движения протйжки. На фиг. I изображена схема протягивания комбинированной протяжкой на фиг. 2 - схема протягивания в момент остановки протяжки, на фиг.З узел Г на фиг. 2. Комбинированной протяжкой 1, содержащей деформирующие элементы 2 и режущие секции 3, состоящие из режущих зубьев 4 и стружечных каиа5, обрабатьшается деталь 6. ВОК vy- - ---- Технологические параметры процесса следующие: скорость протягивания V , натяг на деформирующий эле мент а, подача на режущий зуб 5 , диаметр протягиваемого отверстия 17 При работе деформирующего элемента возникает и движется вместе с ним вдоль заготовки очаг 7 деформации. В месте перехода коничес кой части деформирующего элемента в цилиндрическую ленточку образует ся внеконтактная зона 8, благодаря чему при движении протяжки металл летали, находящийся в упруго-пласт веском состоянии, с ленточкой не контактирует.„ При работе режущего зуба 4 в ст жечной канавке 5 формируется валик 9 стружки. Для создания очага 7 де формации с внеконтактной о«° талл необходимо перевести в упруго пластическое состояние, т.е. осуЙествить деформацию с таким натягом , при котором превышается предел екучести обрабатываемого материала. После прохождения деформирующим лементом 2 отрезка пути от входного орца детали 6, равного t, и через аждый последующий отрезок К , процесс ротягивания останавливают. При этом металл очага деформации, находивщийся в упруго-пластическом состоянии, переходит в недеформированное состояние, т.е. очаг деформации исчезает. При его исчезновении под воздействием момента, образованного силами от тангенциальных напряжений, металл вступает в контакт с ленточкой и задним конусом деформирУ1ощего элемента 2, т.е. происходит внедрение последнего в деталь 6 с образованием остаточной кольцевой канавки Ш. При прохождении режущего зуба через эту канавку происходит деление стружки в направлении движения протяжки и заканчивается формирование очеред ного валика стружки. Ранее образованные валики 11 стружки продвигаются вперед по стружечной канавке 5 и выпадают из нее, как только режущий зуб заканчивает- протягивание детали 6, опирающейся своим выходным торцом на опору 12 протяжного станка. Время i остановки протягивания должно быть не меньше величины ,+t,+t, , где t, - время подачи команды на остановку процесса и ее прохождения через систему прерывания процесса, t - время исчезновения очага деформации или формирования канавки, tj - время подачи команды на возобновление процесса и ее прохождения через систему прерывания процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ протягивания глубоких отверстий | 1986 |
|
SU1400807A2 |
| Способ протягивания глубоких отверстий | 1988 |
|
SU1532278A1 |
| Способ деформирующе-режущего протягивания | 1987 |
|
SU1493445A1 |
| ДЕФОРМИРУЮЩЕ-РЕЖУЩАЯ ПРОТЯЖКА | 1997 |
|
RU2123409C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2484928C2 |
| Способ деформирующего протягивания деталей | 1987 |
|
SU1477530A1 |
| ДЕФОРМИРУЮЩЕ-РЕЖУЩАЯ ПРОТЯЖКА | 2003 |
|
RU2237552C1 |
| Деформирующе-режущая протяжка | 1988 |
|
SU1634398A1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2478456C2 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2487785C2 |
СПОСОБ ПРОТЯГИВАНИЯ ГЛУБОКИХ ОТВЕРСТИЙ комбинированной протяжкой, оснащенной чередующимися де fCGfn. I / I .i / формирующими элементами и режущими зубьями, отличающийся тем, что, с целью повышения производительности и качества обрабатьгоаемой поверхности, протягивание осуществляют дискретно через отрезки 6 пути, каждьм из которых определяется из соотношения Р 105г 5 подача на. режущий зуб прогде тяжки, мм; D диаметр протягиваемого отверстия, мм. ;& CD 4ib СО 
| Автомобильная промышленность, 1970, 1 4, с | |||
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
