Изобретение относится к области машиностроения и может быть использовано для обработки цилиндрических отверстий в заготовках.
Известна конструкция протяжки (а.с. СССР N 1215894, кл. B 23 D 43/02), содержащая режущие зубья со сплошной главной режущей кромкой и размещенные перед ними деформирующие элементы с наклонно расположенными к оси протяжки выступами, причем деформирующие элементы беззазорно примыкают к передней поверхности режущего зуба, что позволяет им в процессе протягивания осуществлять стружкоотделение и удаление стружки. Недостатком протяжки является сложность конструкции деформирующих элементов и ускоренный износ рабочих поверхностей, работающий в условиях трения скольжения.
Наиболее близким аналогом является протяжка (а.с. N 1801734 A 1, кл. B 23 D 43/02, B 24 B 39/02), содержащая на поверхности корпуса винтовую канавку для схода стружки, осевой канал и два расположенных с противоположных концов корпуса радиальных канала, соединенных с осевым каналом и, соответственно, с началом и концом винтовой канавки. Деформирующие элементы выполнены в виде шариков, которые в процессе протягивания перемещаются по винтовой канавке и осуществляют непрерывное смещение зоны стружкообразования вдоль режущей кромки, а также удаляют стружку с поверхности режущей кромки. Недостатком протяжки является высокая вероятность заклинивания шариков в центральном осевом канале из-за возможного попадания в него элементов стружки, а также сложность выполнения такого канала в корпусе протяжки.
Деформирующе-режущая протяжка, на корпусе которой выполнена винтовая канавка для схода стружки, с размещенными в ней сферическими деформирующими элементами с линейным контактом по всему профилю канавки, начиная от главной режущей кромки, и с точечным контактом между соседними элементами, а в корпусе выполнен осевой канал и сквозной паз, соединяющий его с концом упомянутой винтовой канавки, отличающаяся тем, что она снабжена выполненными на корпусе дополнительными винтовыми канавками, идентичными имеющейся, и сквозными пазами, соединяющими концы винтовых канавок с осевым каналом, общее количество которых не менее трех, установленной в осевом канале пружиной и связанными с ней шпильками-толкателями, расположенными в упомянутых пазах.
Предлагаемый объект позволяет повысить надежность работы протяжки и повысить технологичность ее изготовления за счет выполнения в стружечных канавках сквозных пазов с расположенными в них шпильками-толкателями, которые связаны с пружиной, а также за счет постоянного варьирования числа деформирующих элементов, находящихся в зоне обработки, которое обеспечивается переменным углом наклона канавок по оси протяжки.
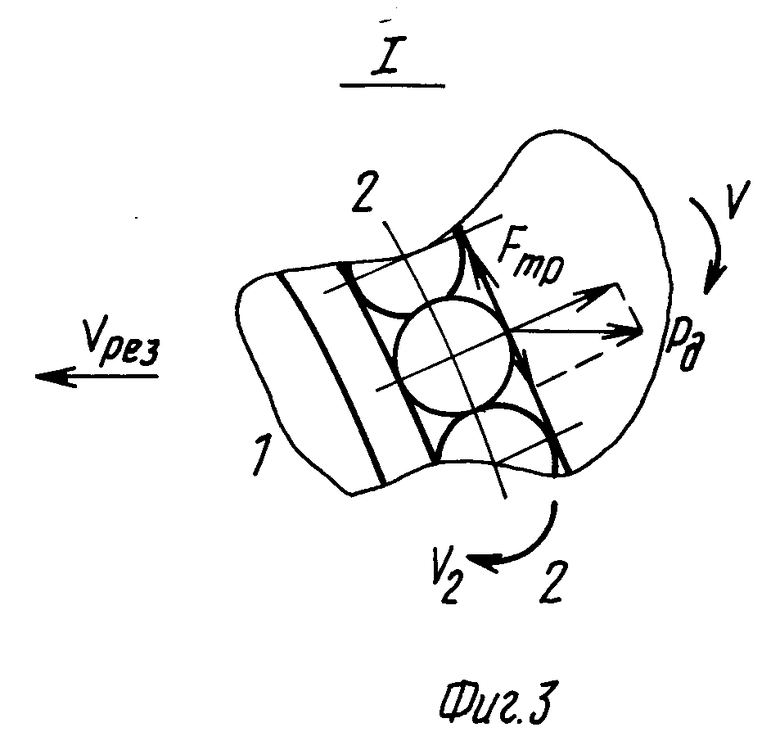
На фиг. 1 показана протяжка, общий вид; на фиг. 2 - разрез по А-А; на фиг. 3 - местный разрез I.
На корпусе 1 деформирующе-режущей протяжки выполнены винтовые зубья с непрерывной режущей кромкой и винтовые канавки для схода и размещения стружки, количеством не менее трех. Подъем на зуб у протяжки обеспечивается за счет конусности корпуса.
Деформирующие элементы 2 установлены в канавке с линейным контактом по всему профилю канавки, начиная от главной режущей кромки и заканчивая линией перехода канавки для схода стружки в канавку для размещения стружки. Каждый из элементов 2 беззазорно контактирует с двумя соседними и выступает в радиальном, по отношению к корпусу протяжки, направлении, за пределы главной режущей кромки на величину i/2, где i - натяг на деформирующий элемент.
В корпусе протяжки установлена пружина растяжения 3, один конец которой закреплен в шпильке 4, служащей для создания предварительного натяга, а другой конец соединен с втулкой 5 плунжера. Плунжер имеет возможность перемещаться в расточке корпуса. В плунжере с равным угловым шагом закреплены шпильки-толкателя 6, которые входят в сквозные пазы, выполненные на концах винтовых канавок и перемещаются в них.
Протяжка работает следующим образом: при входе в отверстие обрабатываемой детали сферические деформирующие элементы центрируют протяжку за счет выдавливания канавок на поверхности отверстия заготовки. Винтовые зубья срезают выступы, образующиеся между продавленными канавками. Таким образом осуществляется стружкоразделение.
При прохождении протяжки через обрабатываемое отверстие деформирующие элементы за счет натяга совершают качение по поверхности отверстия детали и проскальзывание в канале, то есть вращаются вокруг осей 1-1 и 2-2 (см. фиг. 3), что позволяет им захватывать стружку и выносить ее в канавку для сбора стружки.
Кроме того, деформирующие элементы 2 за счет разложения сил на винтовой поверхности совершают качение вдоль винтового паза и, как следствие этого качения, перемещаются относительно передней поверхности. Таким образом зона стружкообразования непрерывно перемещается вдоль главной режущей кромки, что повышает срок службы инструмента.
Сферические элементы перемещаются по канавкам за счет изменения усилия протягивания, то есть за счет входа в зону обработки новых деформирующих элементов. По мере возрастания силы протягивания возрастает суммарная сила, действующая на сферические элементы, которые в результате действия этой силы перемещаются по сквозным пазам, воздействуют на шпильки - толкатели 6 и перемещают плунжер, растягивая пружину 3.
Вследствие того, что винтовые канавки выполнены с переменным по оси протяжки углом наклона, число элементов, находящихся в работе в каждый момент времени, будет изменяться, что ведет к изменению величины осевой силы, прилагаемой к деформирующим элементам; в результате этого сферические элементы совершают возвратно-поступательное перемещение относительно главной режущей кромки, что приводит к постоянному смещению зоны резания вдоль режущей кромки и к повышению надежности работы и стойкости инструмента.
Применение трех и более винтовых канавок с одинаковым угловым шагом в каждом поперечном сечении позволяет улучшить условия центрирования протяжки в отверстии в процессе обработки, так как в каждый момент времени радиальные составляющие силы резания в каждом поперечном сечении будут приложены в точках с равным угловым шагом, а следовательно, будут взаимокомпенсироваться, что обеспечит минимальный увод протяжки и позволит повысить точность и качество обрабатываемого отверстия.
При выполнении на протяжке одной или двух канавок радиальные составляющие силы резания будут приложены соответственно в одной или двух точках поперечного сечения протяжки, чего недостаточно для предохранения протяжки от увода по всем направлениям.
После окончания обработки пружина 3, не встречая больше сопротивления со стороны шариков, сжимается, возвращая шарики в исходное положение путем действия на них шпилек-толкателей плунжера 5.
Таким образом повышение надежности обеспечивается за счет создания возможности возврата шариков в исходное положение посредством накопленной энергии пружины, кроме того, выполнение канавок с переменным углом наклона по оси протяжки позволяет повысить надежность обработки за счет минимизации увода протяжки в радиальном направлении и повысить виброустойчивость процесса протягивания, так как при работе протяжки с переменным углом наклона канавок по ее длине частота колебаний, возникающих в процессе протягивания, будет постоянно изменяться.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2003 |
|
RU2237551C1 |
| ДЕФОРМИРУЮЩЕ-РЕЖУЩАЯ ПРОТЯЖКА | 2003 |
|
RU2237552C1 |
| Деформирующе-режущая протяжка | 1990 |
|
SU1801734A1 |
| Способ деформирующе-режущего протягивания | 1987 |
|
SU1493445A1 |
| Деформирующе-режущая протяжка | 1990 |
|
SU1787076A3 |
| ДЕФОРМИРУЮЩЕ-РЕЖУЩАЯ ПРОТЯЖКА ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ОТВЕРСТИЙ | 2006 |
|
RU2316416C1 |
| ДЕФОРМИРУЮЩЕ-РЕЖУЩАЯ ПРОТЯЖКА С БЕГУЩИМ КОНТАКТОМ РЕЖУЩЕЙ КРОМКИ ОТНОСИТЕЛЬНО ПОВЕРХНОСТИ РЕЗАНИЯ | 2008 |
|
RU2380203C1 |
| РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ ПРОТЯЖКА | 2004 |
|
RU2264892C2 |
| Деформирующе-режущая протяжка | 1982 |
|
SU1085710A1 |
| СПОСОБ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕГО ДОРНОВАНИЯ СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2010 |
|
RU2460627C2 |

Изобретение относится к машиностроению и может быть использовано для обработки цилиндрических отверстий в заготовках. Деформирующе-режущая протяжка, на корпусе которой выполнены винтовые канавки для схода стружки, в которых размещены сферические деформирующие элементы с линейным контактом по всему профилю канавки, начиная от главной режущей кромки, и с точечным контактом между соседними элементами, отличается тем, что в концах винтовых канавок для схода стружки выполнены винтовые пазы, в которых расположены шпильки-толкатели, связанные с пружиной, причем одинаковые винтовые канавки в количестве не менее трех выполнены с переменным углом наклона по оси протяжки, угол наклона канавки одинаков для всех канавок в каждом поперечном сечении. Выполнение в стружечных канавках винтовых пазов с расположенными в них шпильками-толкателями, которые связаны с пружиной, а также постоянное варьирование числа деформирующих элементов, находящихся в зоне обработки, которое обеспечивается переменным углом наклона канавок по оси протяжки, приводит к повышению надежности работы протяжки и повышению технологичности изготовления протяжки. 3 ил.
Деформирующе-режущая протяжка, на корпусе которой выполнена винтовая канавка для схода стружки с размещенными в ней сферическими деформирующими элементами с линейным контактом по всему профилю канавки, начиная от главной режущей кромки, и с точечным контактом между соседними элементами, а в корпусе выполнен осевой канал и сквозной паз, соединяющий его с концом упомянутой винтовой канавки, отличающаяся тем, что она снабжена выполненными на корпусе дополнительными винтовыми канавками, идентичными имеющейся, и сквозными пазами, соединяющими концы винтовых канавок с осевым каналом, общее количество которых не менее трех, установленной в осевом канале пружиной и связанными с ней шпильками-толкателями, расположенными в упомянутых пазах.
| Деформирующе-режущая протяжка | 1990 |
|
SU1801734A1 |
| Деформирующе-режущая протяжка | 1984 |
|
SU1215894A1 |
| US 4367576 A 01.11.83 | |||
| US 3656333 A, 18.04.72. | |||
