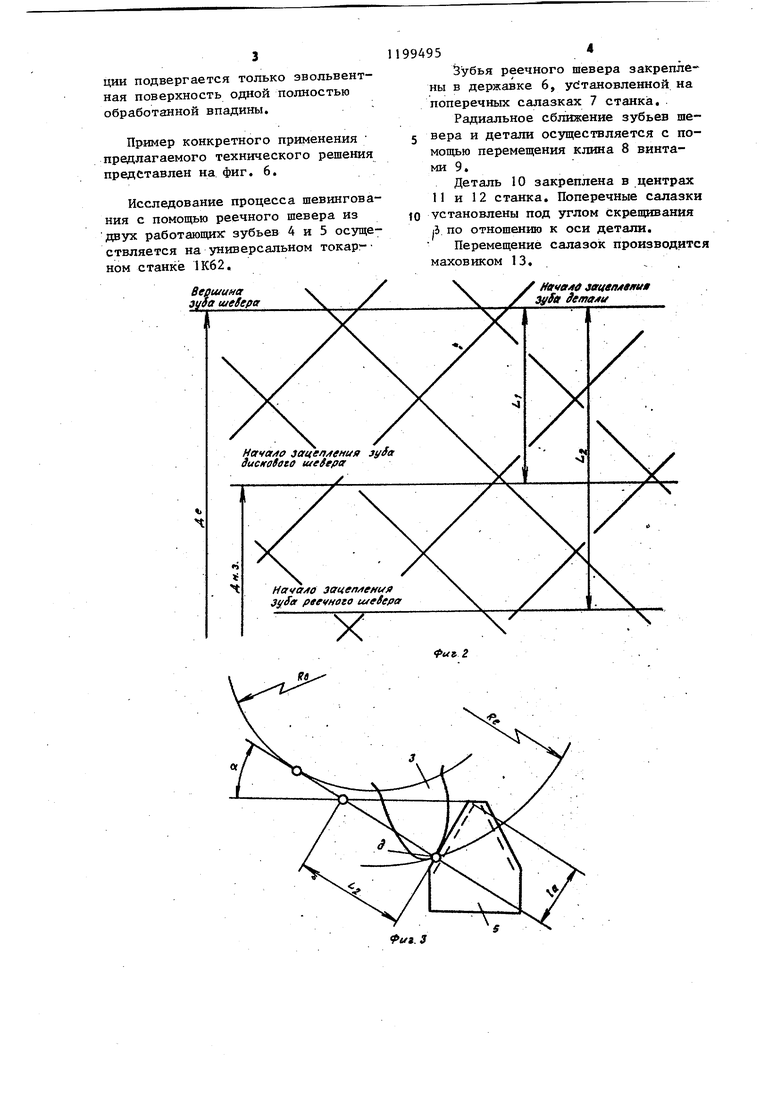
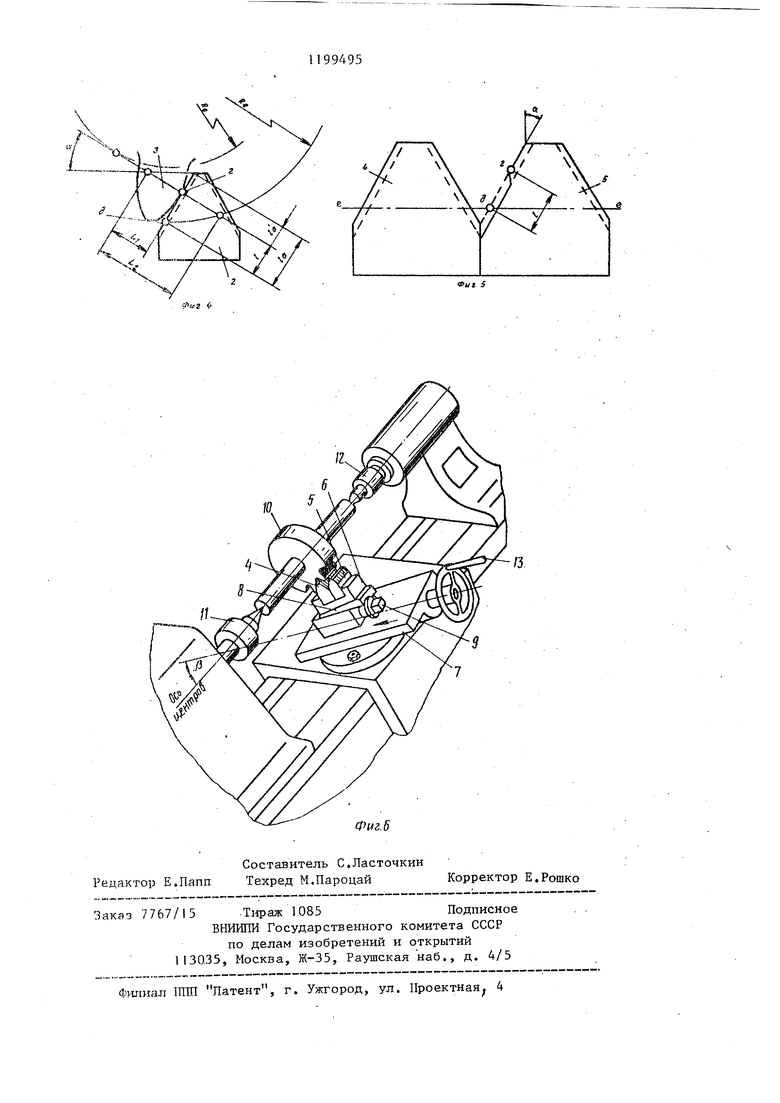
1 Изобретение относится к обработ ке металлов резанием, в частности может быть использовано при исследовании процесса шевингования. Цель изобретения - сокращение трудоемкости процесса моделирования путем применения реечного шевера, обеспечивающего коэффициент перекрытия и угол зацепления, соответ ствующий шевингованию дисковым шеверомНа фиг, 1 представлена схема зуб чатого зацепления на фиг. 2 - решетчатая диаграмма зацепления , на фиг. 3 - схема к определению длины активной части профиля , на фиг. 4 схема к определению длины срезанного участка; на фиг. 5 - конструкция зубьев реечного шевера; на фиг, 6 - пример конкретного применения реечного шевера при исследова нии процесса шевингования на универсальном токарном станке. Схема зацепления дискового шевера 1 и реечного 2 с колесом 3 представлена на фиг. 1. В зацеплении на ходятся две точки аи б контакта зубьев дискового шевера 1 и три точ ки а, бив контакта зубьев реечного шевера 2. Из диаграммы (фиг. 2) ввдно, что длина линии зацепления LJ соответствует процессу шевингова ния дисковым шевером, а L - реечны шевером. При этом всегда L L,. Из теории эвольвентного зацепления известно, что длина линии зацеп ления определяется из выражения L gi, где .5 - коэффициент перекрытия; tfl - основной шаг; L - длина линии зацепления. На фиг, 3 представлена схема к определению длины активной части 6 профиля зуба реечного шевера: г„-е,-ЬоЧ, где tq - длина активной части профи ля зуба реечного шевера} oi - угол профиля исходного кон тура, f, - коэффициент перекрытия при шевинговании реечным шевером , (для справки Rg - радиус окружности выступов, RO - радиус основной окру ности у . 952 Для обработки реечным шевером зубьев колеса необходимо обеспечить равенство линий зацепления ДЛЯ зтого необходимо участок активности части профиля вьшести из зацепления, т.е. вырезать часть профиля 3 уба. При этом длина вырезанного участ-. ка f (фиг.4) определяется из выражения q а где В - длина вырезанного участка активной части профиля зуба; 6д - длина остатка активной части профиля зуба реечного шевера от точки 2 до верши- ны зуба; q где - коэффициент перекрытия при щевинговании дисковым шевером. Получают «(( где IT7 - модуль з ацепления. Реечный шевер предлагаемой конструкции выполнен в виде двух закрепленных механически в державке зубьев. Первый зуб 4 вьшолняютс параметрами, обеспечивающими обработку полного профиля зуба детали, второй зуб 5 выполняют со срезанным участком от точки начала зацепления до точки 2 , е-е линия начала зацепления. Такое исполнение обеспечивает равенство коэффициентов перекрытия при шевинговании дисковым и реечным шеверами, что дает возможность использовать реечный шевер для исследования процесса шевингования дисковым шевером. При работе реечным шевером предлагаемой конструкции на детали обрабатьшается только впадина, находящаяся в зацеплении с зубом 4 полого профипя (фиг, з), Смежная с ней впадина, обрабатьшаемая зубом 5, обрабатьшается лишь частично, на длине профиля сопрягающегося с остатком активной части профиля реечного шевера Cq (фиг,4). Следовательно, измерению профиля для определения требуемой коррекции подвергается только эвольвентная поверхность одной полностью обработанной впадины. Пример конкретного применения ; предлагаемого технического решения представлен на фиг. 6. Исследование процесса шевингования с помощью реечного шевера из двух работающих зубьев 4 и 5 осзпцествляется на универсальном токар- ном станке 1К62. Вевшинег зуоа шейера 95 Зубья реечного шевера закреплены в державке 6, уйтановленной на поперечных салазках 7 станка. Радиальное сближение зубьев ше вера и детали осуществляется с помощью перемещения клина 8 винтами 9. Деталь 10 закреплена в центрах 11 и 12 станка. Поперечные салазки установлены под углом скрещивания |5 по отношению к оси детали. Перемещение салазок производится маховиком 13, Начала лвивамяия 3ifSa SemaAu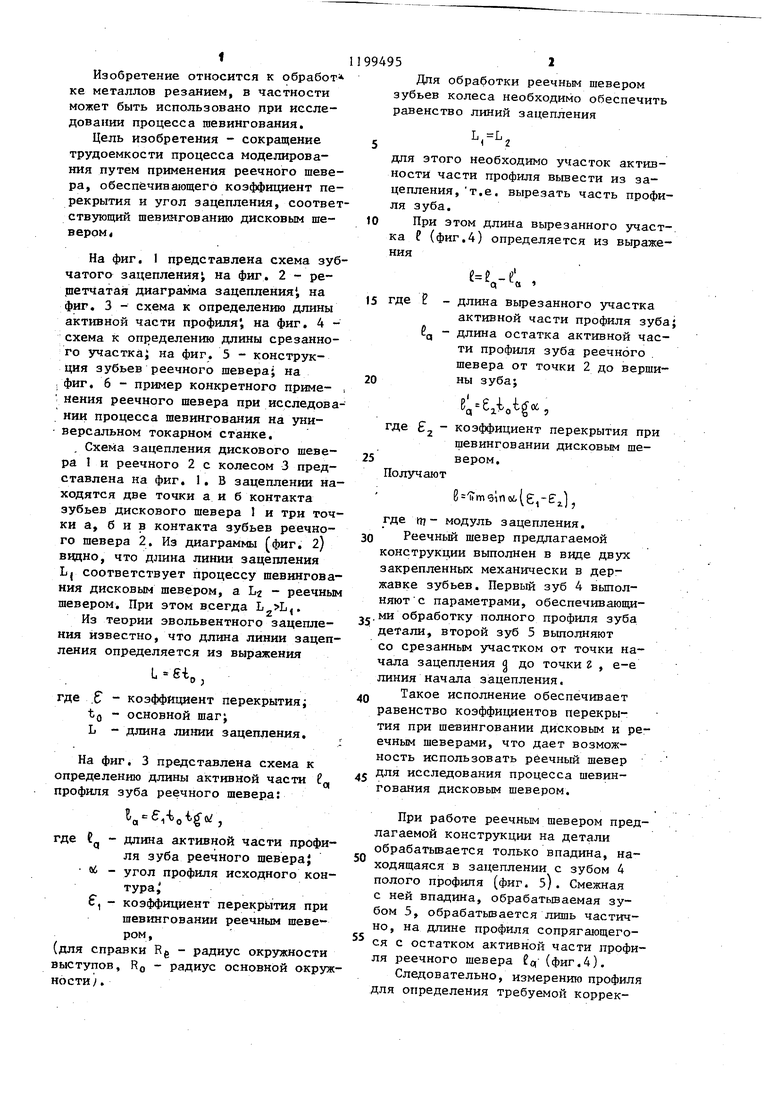
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шевингования конических колес с криволинейной формой зубьев по их длине | 1950 |
|
SU93657A1 |
| Дисковый шевер | 1982 |
|
SU1033276A1 |
| УСТРОЙСТВО ДЛЯ ШЕВИНГОВАНИЯ ЗУБЧАТЫХ КОЛЕС | 1999 |
|
RU2176178C2 |
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С МОДИФИЦИРОВАННЫМ ПРОФИЛЕМ ЗУБЬЕВ | 2012 |
|
RU2527109C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1999 |
|
RU2165339C2 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2006 |
|
RU2314183C1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074063C1 |
| Дисковый шевер | 1981 |
|
SU963745A1 |
| Дисковый шевер | 1959 |
|
SU126007A1 |
| Станок для чистовой обработки зубьев цилиндрических зубчатых колес | 1983 |
|
SU1129038A1 |
СПОСОБ МОДЕЛИРОВАНИЯ ПРОЦЕССА ШЕВИНГОВАНИЯ ЗУБЧАТЫХ КОЛЕС ДИСКОВЫМ ШЕВЕРОМ, осуществляемый шевером, профиль зубьев которого изменяют для каждого последующего цикла шевингования на основании измерения профиля зуба детали, шевинговаиной в предьщущем цикле, о Т л и ч а ю Щ и и с я. тем, что, с целью сокращения трудоемкости процесса моделирования, щевёр выполняют реечного типа в виде двух закрепленных механически в державке зубьев, один из рабочих профилей которых выполняют со срезанным участком активной части на величину от точки начала зацепления, определяемую по зависимости .m-5ino6(e,-e2.)) где - длина срезаемого участка активной части профиля зуба m - модуль шевера (колеса , u4 - угол профиля , 6, - коэффициент перекрытия при щевинговании реечным шевером; (Л EJ- коэффициент перекрытия при шевинговании дисковым шевером. (;о 4 Ф СП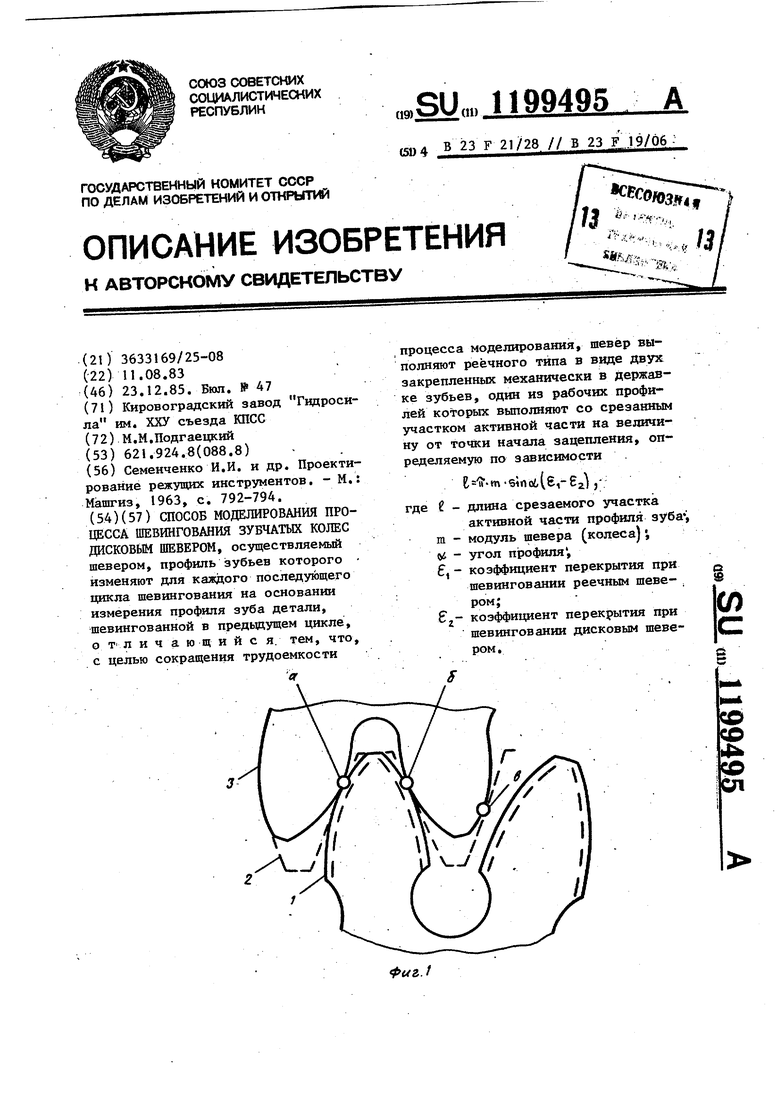
| Семенченко И.И | |||
| и др | |||
| Проектирование режущих инструментов | |||
| - М,: Машгиз, 1963, с | |||
| Телеграфный коммутатор | 1921 |
|
SU792A1 |
