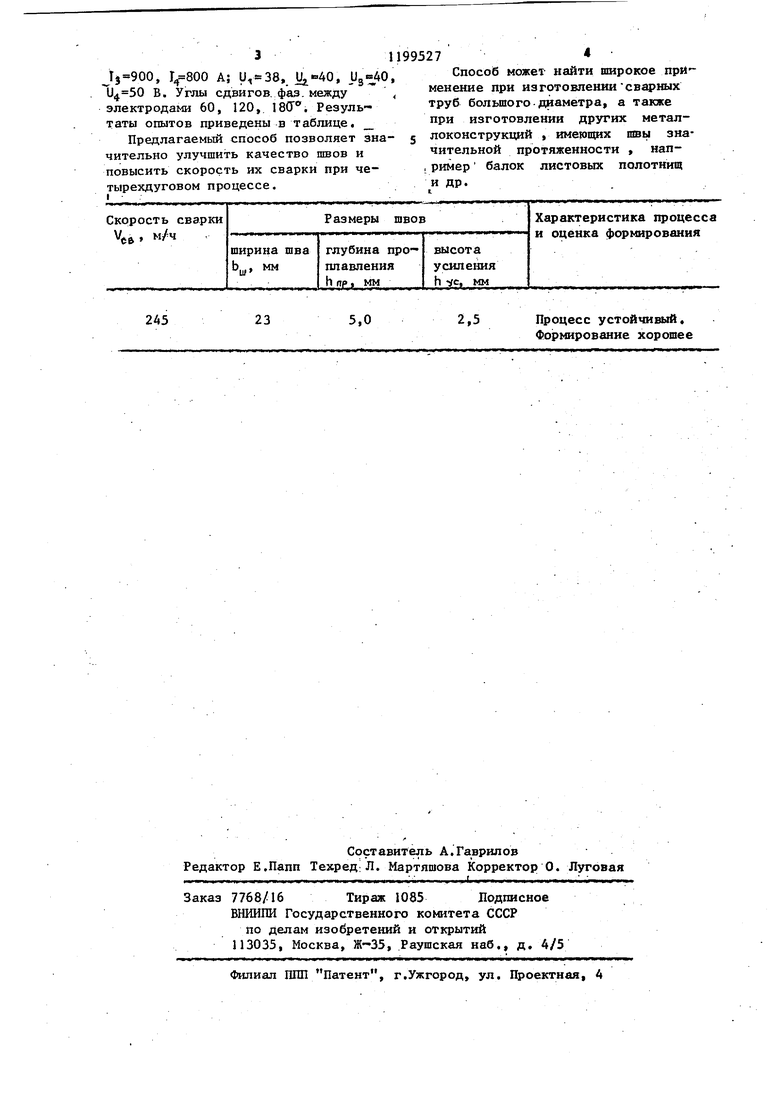
1 Изобретение относится к многодуг вой, в частности четырехдугрвой,сва ке на nepeneHjioM токе с повьппенной скоростью преимущественно труб боль шого диаметра. Цель изобретения -улучшение кйчества формирования швов и повьшени производительности (скорости) свар ки, Предлагаемый способ заклю 1ается в том, что угол сдвига фаз тока, протекающего по каждому из электро- дов, отсчитывается от тока.первого электрода, угол сдвига фаз которого принимают равным нулю. Тогда угол сдвига фаз токов, протекающих по второму, третьему, и четвертому, электродам, соответствен но составит 60, 120 и .180°. Такие углы совместно с последовательным . их увеличением от первого к послед- нему электроду позволяют получить . наибольшую составляющую бегущего . магнитного поля, создаваемого, в пространстве между четырьмя проводниками переменного тока. Взаимодействие возникающего электромагнитного поля с током, протекаю1 Ц1М по ванне, который при этих углах сдвига.фаз составляет примерно 1,7 величи1й 1 тока, протекаюцего по одно му из электродов, обеспечивает направленное действие объеш1ых сил в расплаве ванны, перемещающее жидкий металл либо вперед, либо назад в зависимости от порядка чере дования фаз. В известном способе величина хока, протекаквдего по ванн и изделию примерно равна нулю, что намного уменьшает величину объемных сил, возникающих в расплаве ванны и их способность активно воздейство вать на его перемещение. Ущ1тывая, что угол наклона дуг также оказывает влияние на перераспределение жидкого металла в свароч ной ванне, предлагается перемещени .жидкого металла, создаваемое взаимо действием бегущей составляюЕ1ей маг нитного поля, интенсифицировать воздействием сил, приводящих к отклонению дуги в ту или другую сторону. При сварке на токоподвод силы действующие на дуги, направлены наз относительно направления сварки, отклоняя в этом направлении и сами дуги. В результате отклоненная наза дуга своим давлением будет отте.снят 27.2 жидкий металл в хвостовую часть ванны. В этом случае, при прямом чередовании фаз, когда ток каждой из последующих дуг отстает по фазе от тока предыдущей дуги, объем1№1е силы, создаваемые в жидком металле составляющей бегущего магнитного-поля, будут тоже направлены назад, увеличивая интенсивность г перемещения жидкого металла по ходу сварки, . . При выполнении сварки в направлении от токоподвода, когда силы, деист- : вующие на дуги, направлены вперед, предлагается использовать обратный порядок чередования фаз, при котором ток каждого последующего электрода опережает; по фазе ток пре дыдущего электрода. В этом случае.объемные силы, создаваемые в жидком металле составляющей бегущего магнитного пиля, также будут направлены вперед, что будет способствовать более интенсивному перемещению зйщкого металла в переднюю часть, препятствуя образованию дефектов формирования и позволяя увеличить скорость сварки. . Обычно сварка различных конструкций осуществляется в специальных зажимных приспособлениях, а токо- подводящий кабель подипочается к зажимному приспособлению. В этом случае ток к изделию подводится через различные, контактирующие с изделием элементы приспособления, что не позволяет получить направленный характер растекания тока по из- .елию, В связи .с этим для более полного использования магнитогидродинамических явлений, способствуюищх повышению скорости сварки, можно электрически изолировать свариваемое изделие от приспособления, а ток подводить непосредственно к свариваемому изделию при помощи подвижного или стационарна)го контакта. Способ может быть осуществлен путем соответствующего подключения первичных обмоток сварочных трансформаторов к трехфазной сети без использования дополнительных фазорегзг лирукицих устройств. Опыты проводились на лабораторной чйтырехдуговой установке проволокой СВ-08П-1М 0 4 мм под флюсом , Режим сварки 1 1200, , , A; U,38, , , B. Углы сдвигов, фаз. между электродами 60, 120, led. Результаты опытов приведены в таблице. Предлагаемый способ позволяет значительно улучшить качество швов и повысить скорость их сварки при четырехдуговом процессе. П 27 Способ может найти широкое прйменение при изготовлениисвщ ных труб большого-диаметра, а также при изготовлении других металлоконструкций , имеющих пюы значительной протяженности , нап, ример балок листовых полотнищ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЧЕТЫРЕХДУГОВОЙ СВАРКИ | 1992 |
|
RU2080224C1 |
| СПОСОБ МНОГОДУГОВОЙ СВАРКИ ЛИСТОВЫХ СВАРНЫХ ЗАГОТОВОК | 2011 |
|
RU2497644C2 |
| Способ сварки магнитоуправляемой дугой | 1990 |
|
SU1817742A3 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПОГРУЖЕННОЙ ДУГОЙ | 2000 |
|
RU2202453C2 |
| Способ многодуговой сварки | 1987 |
|
SU1516269A1 |
| Способ сварки плавлением | 1979 |
|
SU837656A1 |
| Способ дуговой сварки горизонтальных швов на вертикальной плоскости | 1979 |
|
SU872103A1 |
| Способ дуговой сварки | 1990 |
|
SU1726177A1 |
| Способ трухдуговой сварки | 1971 |
|
SU424389A1 |
| Способ дуговой сварки с принудительным давлением на металл сварочной ванны | 1973 |
|
SU454976A1 |
1. СПОСОБ ЧЕТЫРЕХДУГОВОЙ СВАРКИ на переменном токе со сдвигом фаз при последовательном расположении дуг в общем плавильном пространстве, отличающийся тем, что, с целью повышения производительности и улучшения качества швов,угол сдвига фаз токов, протекахг щих по каждому из электродов, выбирают в зависимости от порядкового .номера электрода по формуле ...: , .fti;),.: .« ,v . Ц-р «,0
245
23
2,5Процесс устойчивый.
Формирование хорошее
