(54) СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ магнитоуправляемой электродуговой сварки и устройство для его осуществления | 1986 |
|
SU1353589A1 |
| Устройство для стабилизации сварочного тока при сварке постоянным током с периодическими короткими замыканиями | 1981 |
|
SU1087282A1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С НАЛОЖЕНИЕМ МЕХАНИЧЕСКИХ НАНОИМПУЛЬСОВ НА ПОДАЧУ СВАРОЧНОЙ ПРОВОЛОКИ | 2011 |
|
RU2481931C2 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ СВАРКИ В АКТИВНЫХ ГАЗАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353484C2 |
| СИНЕРГЕТИЧЕСКИЙ СВАРОЧНЫЙ ДРОССЕЛЬ | 1992 |
|
RU2041037C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОКРЫТЫМ ЭЛЕКТРОДОМ ВЕРТИКАЛЬНОГО ШВА МЕТОДОМ "СВЕРХУ-ВНИЗ" | 2004 |
|
RU2288821C2 |
| Способ дуговой сварки плавящимся электродом в среде защитных газов | 1990 |
|
SU1712096A1 |
| СПОСОБ СВАРКИ | 2000 |
|
RU2191665C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2209713C2 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2648618C1 |
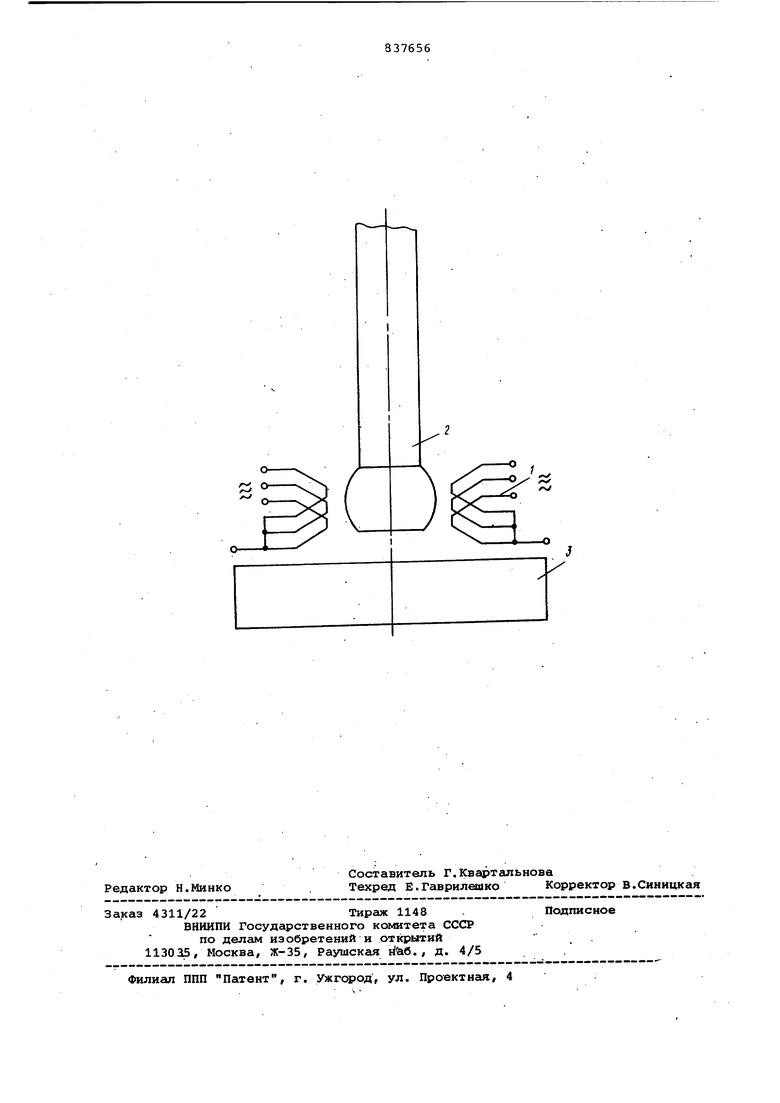
Изобретение относится к электродугевой сварке и может быть использовано для электродуговой сварки плавящимся электродом в среде за1ЦИТНЫХ газов. .Известен способ дуговой сварки в среде защитного газа, подаваемого через сопло сварочной горелки с пользованием управляющего магнитног поля, при котором длину дуги регулируют в зависимости от напряжения а величину мгновенного значения- инд кции управляющего магнитного поля под краем сопла сварочной горелки поддерживают в 1,5-2.0 раза большей чем под его центром Ll. Способ характеризуется недостаточно выбоким качеством шва. Известен также способ дуговой св рки, при котором на ванну расплавле ного металла воздействуют постоянным поперечным магнитным полем, а к сварочной ванне осуществляют скользящий токоподвод от сварочной цепи для обеспечения постоянства величины направления тока в сварочной ванне Г21 . Однако способ предназначен в основном для сварки в потолочном положении и удержания расплавленного металла сварочной ванны, но он не позволяет управлять характером переноса расплавленного металла плавящегося электрода, т.е. приема этого способа не благоприятствуют отрыву мелких капель с торца электрода. Наиболее близким по технической сущности и достигаемому эффекту к изобретению является способ сварки плавлением, при котором используют управляющее постороннее поперечное бегущее магнитное поле, которое направляют вдоль продольной оси шва ГЗ. Способ не позволяет управлять переносом расплавленного электродного металла, так как основной магнитный поток шунтируется изделием, а образовавшаяся незначительная электромагнитная сила при взаимодействии бегущего магнитного поля со сварочным током по своему направлению перпендикулярна оси электрода и старается отклонить каплю от оси элект рода. Таким образом, способ не позволяет уменьшить потери расплавленного электродного металла на разбрызгивание, не позволяет также улучшить процесс плавления и переноса расплавленного электродного металла в сварочную ванну. Цель изобретения - повышение качества сварных швов путем улучшения переноса расплавленного металла плавящегося электрода, уменьшений размеров капель расплавленного металла электрода, уменьшения разбрызгивания и улучшения формирования сварного шва. Это достигается тем, что согласно, способу сварки плавлением, при которо используют управляющее постороннее по перечное бегущее магнитное поле, это поле накладывают на конец плавящегося электрода, а бегущую составляющую маг нитного поля направляют вдоль оси пла вящегося электрода в сторону сварочно ванны. На чертеже показано устройство для осуществления способа сварки плавлени ем. По предлагаемому способу посторонним бегущим магнитным полем воздействуют на конец плавящегося электрода, а бегущую составляющую магнитного поля направляют вдоль оси плавящегося электрода в сторону шва. Для осуществления способа необходимо иметь источник трехфазного тока, охлаждаемые обмотки,стандартную сварочную головку и сварочную пластину . Устройство для осуществления способа содержит охлшкдаемые обмотки 1, расположенные с противоположных сторон плавящегося электрода 2 на расстоянии ммОТ негой подсоединенныо к источнику трехфазного тока. От электрода 2 на расстоянии О , 5-2 мм расположена свариваемая пластина 3, Способ сварки плавлением заключает ся в следующ,ем. При включении источника трехфазног тока в зоне конца плавящегося электро да создается бегущее магнитное поле, силовые линии которого перпендикулярны оси плавящегося электрода 2, а нап равленно действующая электромагнитная сила направлена вдоль оси плавящегося электрода 2 в сторону шва. Капля расплавленного металла под действием упо мянутой электромагнитной силы падает на сварочную ванну свариваемой пласти ны 3. Далее плавящийся электрод 2 авоматически передвигается и процесс овторяется. Максимальный вес расплавленной капи электродного металла при электродной проволоке диаметром 1,2 мм составяет около 1,6 г. Таким образом, нужно создать бегущее магнитное поле, которое развивает объемную электромагнитную силу при объеме капли 17-21 мм, равную или большую весу капли. Обмотка трехфазного линейного двигателя имеет полюсное деление, равное 0,7 см. Для развития требуемой объемной силы нужно создать бегущее магнитное поле напряженностью 2 ,9 10 Л;м. Это возможно, если по обмотке двигателя течет ток не меньше 27,0 Л. Действующая направленно электромагнитная сила бегущего магнитного поля способствует направленному переносу капли расплавленного электродного металла, повышается качество шва, уменьшаются потери металла на разбрызгивание улучшается тепловой режим образования сварочной ванны. Формула изобретения Способ сварки плавлением, при котором используют управляюгцее постороннее поперечное бегущее магнитное поле, отличающийсятем, что, с целью повышения качества.сварных швов путем улучшения переноса расплавленного металла плавящегося электрода, уменьшения размеров капель расплавленного металла электрода, уменьшения разбрызгивания и улучшения формирования сварного шва, постороннее поперечное бегущее магнитное поле накладывают на конец плавящегося электрода, а бегущую составляющую магнитного поля направляют вдоль оси плавящегося электрода в сторону сварочной ванны. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 500932, кл. В 23 К 9/08, 11.02.74. 2.Авторское свидетельство СССР № 336113, кл. В 23 К 9/08, 15.12.69. 3.Авторское свидетельство СССР № 23т1 --, В 23 К 9/08, 24.03.67.
