Изобретение относится к сварке, а именно к изготовлению листовых сварных заготовок (ЛСЗ) для получения из них методами холодней штамповки корпусных деталей, в том числе деталей кузова автомобиля.
Известен способ получения гарантированного проплавления кромок при автоматической аргонодуговой сварке неплавящимся электродом по а.с. СССР №1426720 от 08.04.86, при котором задают параметры режима путем проведения измерений геометрических размеров сварочной ванны и корректировки режимов в зависимости от их отклонений по эмпирическим формулам.
Предложенный способ позволяет повысить качество сварного соединения за счет учета влияния силового воздействия на сварочную ванну.
Недостатками способа является существенная трудоемкость при выборе режима, требующая применение высокопроизводительной вычислительной техники и быстродействующих устройств корректировки, что существенно ограничивает использование при выполнении высокоскоростных режимов сварки и измерение параметров эмпирических формул затруднено. Следовательно, эффективная реализация этого способа ограничена отсутствием возможности точно задавать его параметры.
Известен способ дуговой многоэлектродной сварки по а.с. СССР №1454602, при котором в узкую разделку с расположением электродов по оси сварного шва и относительным перемещением электродов и свариваемого изделия для обеспечения возможности сварки изделий большой толщины за один проход свариваемое изделие размещают под углом 15-75° к горизонтальной плоскости, при этом торцы электродов располагают на одном уровне относительно горизонтальной плоскости, а сварку начинают с нижней точки разделки.
Предлагаемый процесс позволяет добиться повышения качества и производительности процесса путем увеличения скорости движения расплавленного металла из-под дуги за счет действия сил гравитации.
Недостатками процесса является необходимость создания относительно широкой сварочной ванны, что недопустимо при изготовлении ЛСЗ, усложнение сборки листов в наклонном положении и увеличение отклонений геометрии шва из-за натека металла.
Известен способ дуговой сварки на постоянном токе продольных швов труб по а.с. СССР №1524981, при котором сварочный ток, протекающий через электрод, разделяют на два тока, протекающие по изделию в направлениях, противоположном направлению сварки и совпадающем с ним, и раздельно регулируют эти токи, отличающийся тем, что при сварке под флюсом ток, протекающий по изделию в направлении, совпадающем с направлением сварки, выбирают в зависимости от соотношения тока, протекающего через электрод, и диаметра свариваемой трубы.
Предлагаемый способ обеспечивает увеличение скорости сварки за счет регулирования отклонения дуги вдоль стыка под действием магнитного поля сварочного контура, приводящего к разделения тепловых потоков от дуги в двух направлениях и тем самым увеличению длины сварочной ванны для вывода температурного поля за пределы силового поля дуги для завершения процесса равномерного формирования шва.
Недостатками способа являются отсутствие возможности изменения расстояния между электрически активными пятнами от проходящего тока через токоподводы впереди и сзади сварочной ванны, что ограничивает эффективность по управлению тепловложением с целью равномерного формирования сварного шва и ограничивает производительность сварки.
Известен способ двухдуговой сварки по а.с. СССР №1442345, при котором первой дугой проплавляют свариваемое соединение на требуемую глубину, а второй переплавляют наружный слой сварного шва, отличающийся тем, что используют магнитное управление второй дугой. Указанный способ позволяет повысить производительность процесса сварки. Недостатками способа является сложность сварочного оборудования, при сварке высока вероятность влияния квадрупольного магнитного поля на технологические параметры первой дуги, использование процесса осложнено отсутствием регулирования режимов процесса. Увеличив расстояние между первой и второй дугами можно исключить это влияние, однако в этом случае снижается энергетическая эффективность процесса.
Наиболее близким к заявляемому способу является способ многодуговой сварки по а.с. СССР №1516269, с раздельным питанием дуг, горящих в раздельные ванны, отличающийся тем, что подвод к изделию тока, питающего первую в направлении сварки дугу или первую и следующие за ней одну или несколько дуг, осуществляют впереди сварочной ванны, а подвод тока, питающего последнюю и предшествующие ей одну или несколько дуг, позади сварочной ванны.
Способ также обеспечивает повышение производительности процесса сварки за счет перераспределения тепловых потоков от дуг.
Недостатками способа являются его недостаточно эффективное тепловложение в связи с отсутствием его регулирования, т.е. система ввода тепла статична и регулировка обеспечивается только отклонением дуги за счет рационального токоподвода.
Задачами изобретения являются: повышение производительности при сварке и повышение штампу емости сварных соединений ЛСЗ.
Поставленные задачи решаются путем уменьшения отклонений геометрии сварного шва от плоскости листов, уменьшения площади литой зоны сварного шва и получения пластичной структуры сварного шва за счет того, что в способе многодуговой сварки листовых сварных заготовок для последующей штамповки из них корпусных деталей, включающем сварку заготовок встык на водоохлаждаемом приспособлении неплавящимися электродами в среде защитных газов на постоянном токе с раздельным, независимым питанием дуг, с расположением неплавящихся электродов вдоль стыка и при их одновременном перемещении в процессе сварки, при котором подвод к изделию тока, питающего первую в направлении сварки дугу, осуществляют впереди сварочной ванны, а подвод тока, питающего последующие одну или несколько дуг, позади сварочной ванны, отличающимся тем, что предварительно определяют ток и скорость сварки первой дуги из условия обеспечения проплавления на всю толщину листовой заготовки и изотерму плавления на поверхности листов со стороны сварки, выбирают количество дуг, ток каждой последующей дуги и расстояние между дугами из условия, чтобы изотерма плавления от действия каждой дуги на поверхности листовых заготовок в месте стыка со стороны сварки по ширине соответствовала ширине изотермы на их поверхности со стороны сварки каждой предыдущей дуги, а диаметры кратеров от силового воздействия дуги в сварочной ванне были меньше изотерм плавления сварочной ванны со стороны фронта кристаллизации изотермы плавления сварочной ванны, при этом электрод первой дуги устанавливают под углом 65-75° к направлению сварки, а электроды последующих дуг устанавливают под углом 105-115° к направлению сварки.
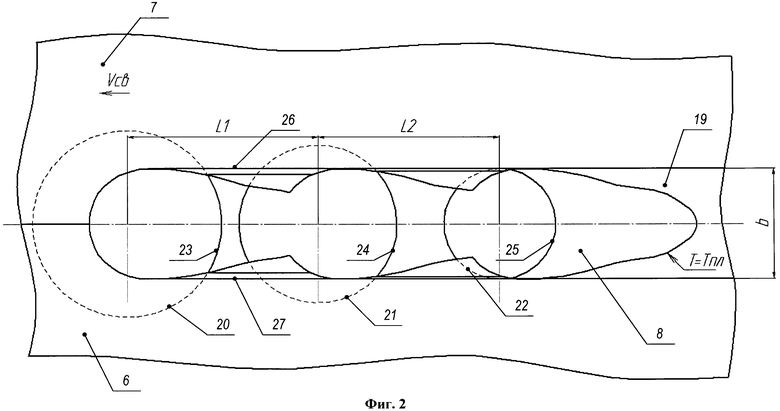
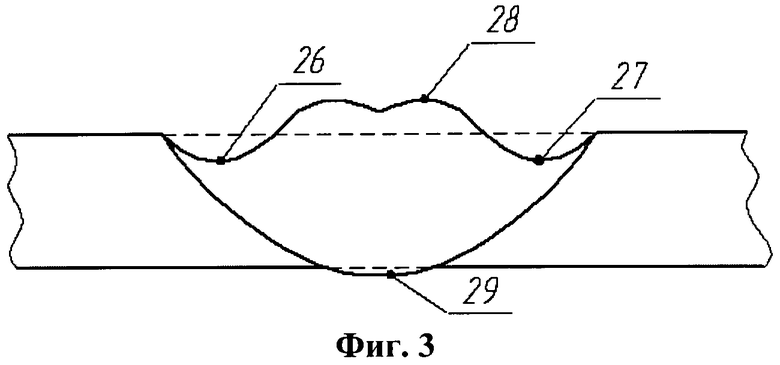
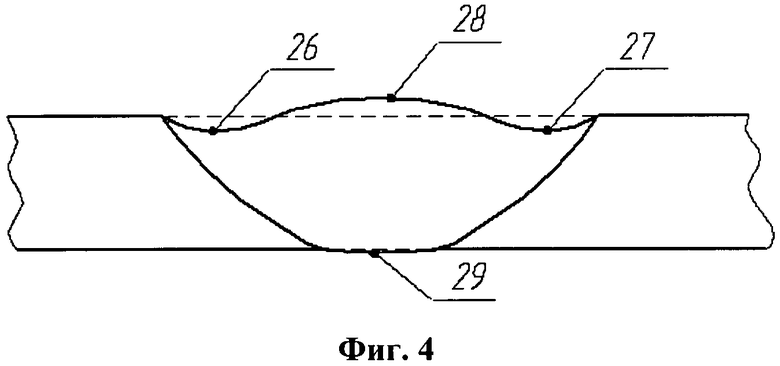
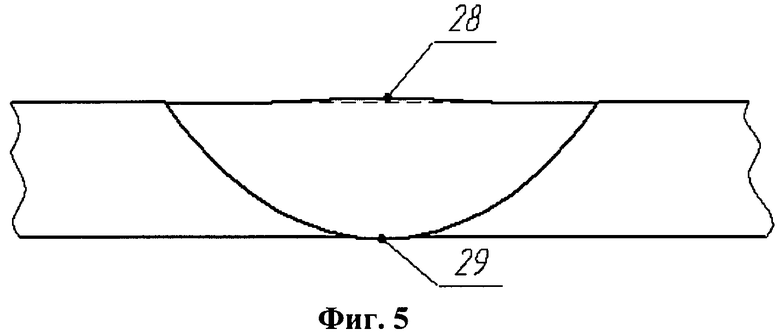
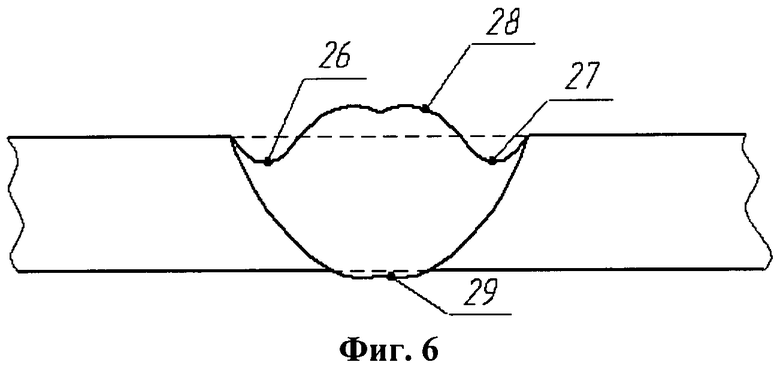
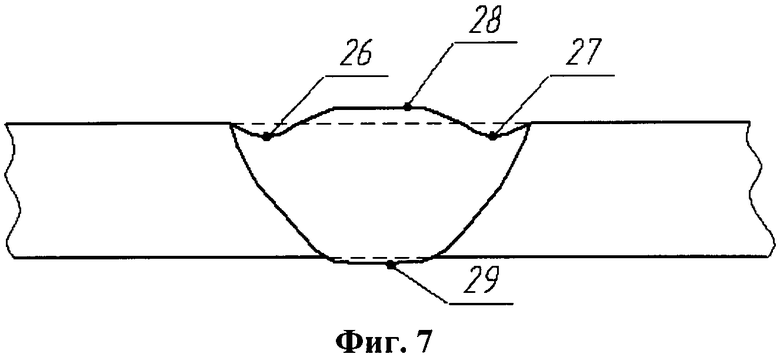
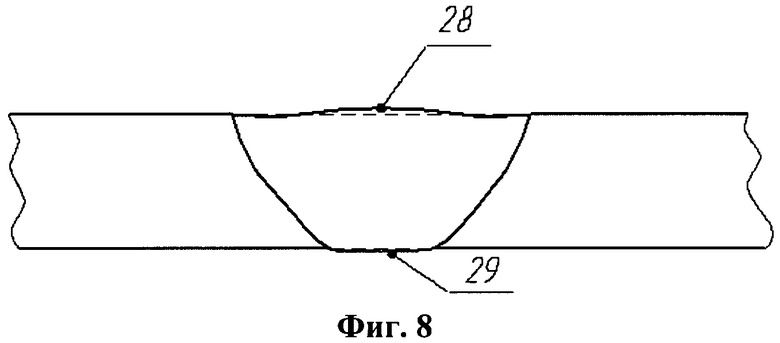
Сущность способа многодуговой сварки листовой сварной заготовки поясняется следующими графическими материалами. На фиг.1. и 2 показана схема процесса сварки, при котором электрическая дуга 1, горящая со сварочного электрода 2, который устанавливают под углом α к направлению сварки и питают током I1 от источника питания постоянного тока 3, токоподводы которого 4 и 5 подключают по схеме прямой полярности к электроду 2 и свариваемым заготовкам 6 и 7 перед сварочной ванной расплавленного металла 8, ограниченной изотермой Т=Тпл. Дуга 1 проплавляет листы 6 и 7 на всю их толщину, что показано изотермой Т=Тпл под дугой 1. На расстоянии L1 от дуги 1 устанавливают дугу 9, горящую со сварочного электрода 10, который устанавливают под углом β к направлению сварки и питают током L от источника питания 11, токоподводы которого 12 и 13 подключают по схеме прямой полярности к электроду 10 и свариваемым заготовкам 6 и 7 за сварочной ванной расплавленного металла 8. На расстоянии L2 от дуги 9 устанавливают дугу 14, горящую со сварочного электрода 15, который устанавливают под углом γ к направлению сварки и питают током I3 от источника питания 16, токоподводы которого 17 и 18 подключают по схеме прямой полярности к электроду 15 и свариваемым заготовкам 6 и 7 за сварочной ванной расплавленного металла 8. Все дуги двигаются одновременно со скоростью Vсв в одном направлении, указанном возле Vсв. На фиг.2 показана схема формирования шва 19 со стороны сварки, где показаны пятно силового воздействия 20 дуги 1, пятно силового воздействия 21 дуги 9, пятно силового воздействия 22 дуги 14, воздействующие на сварочную ванну 8, ограниченную изотермой Т=Тпл, при пересечении фронта кристаллизации изотермы с пятном силового воздействия дуги металл сварного шва начинает кристаллизоваться в кратере 23, образуемом давлением дуги в жидком металле ванны 8, в результате чего образуются дефекты в виде подрезов 26 и 27, а также пропорциональное им превышение выпуклости 28 и 29 (фиг.3), определяемые из условия постоянства объема металла. При последующем воздействии дуги 9 глубина и ширина подрезов 26 и 27 и превышения выпуклости 28 и 29 уменьшаются (фиг.4), в результате уменьшения пятна силового воздействия дуги 9 при сохранении ширины изотермы Т=Тпл за счет суммирования тепловой энергии ранее вложенной дугой 1 и добавленной после дугой 9, что показано как пересечение кратера 24 с изотермой Т=Тпл. Аналогичный процесс происходит при последовательной сварке дугой 14 за дугой 9, в результате обеспечивается исключение подрезов и минимальность превышения выпуклости 28 и 29 (фиг.5) за счет исключения пересечения кратера 25 от давления дуги и фронта кристаллизации сварочной ванны 8.
Устанавливают электрод 2 под углом наклона α в диапазоне 65-75° с направлением рабочего движения при сварке от плоскости листа, при этом обеспечивают глубокое и узкое проплавление (фиг.6) при меньшей величине погонной энергии путем увеличения интенсивности вытеснения жидкого расплавленного металла из под дуги за счет изменения вектора силы давления дуги по сравнению со сваркой при нормальном расположении (фиг.3), а электроды последующих дуг 10 и 15 устанавливают с наклоном с направлением сварки под углами β и γ в диапазоне 105-115°, за счет чего обеспечивают неглубокое проплавление и равномерное формирование поверхности сварного шва шириной, соответствующей ширине шва дуги 1 (фиг.7, 8).
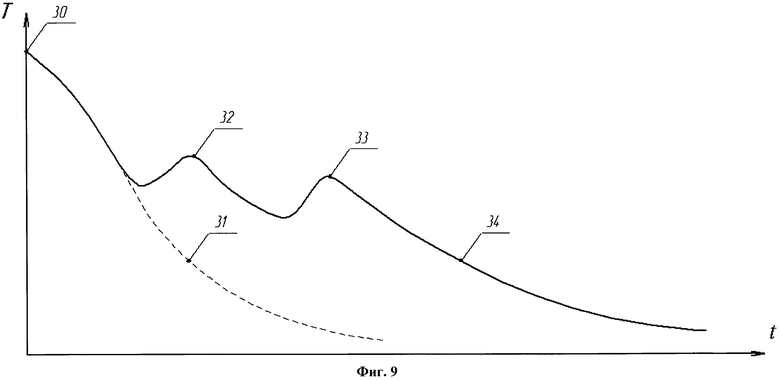
Для увеличения штампуемости металла сварного шва количество дуг, их мощности, в ранее установленном диапазоне значений тока и напряжения каждой дуги, расстояния L1, L2 и т.д. (фиг.1), выбирают обеспечивающими наименьшую скорость охлаждения металла сварного шва. При сварке только дугой 1 выполняют нагрев до заданной температуры 30 (фиг.9) с последующим охлаждением по кривой 31, при этом достигают критической скорости охлаждения металла, что приводит к образованию твердой и малопластичной структуры, а при многодуговой сварке путем нагрева несколькими дугами до требуемой температуры 32 и 33 замедляют скорость охлаждения по кривой 34 (фиг.9).
За счет выбора количества дуг, независимой регулировки их мощности и расстояния между ними способ позволяет исключить пересечение фронта кристаллизации сварочной ванны кратером от давления дуги, уменьшить скорость охлаждения металла шва, что в результате обеспечивает увеличение качества геометрии шва, уменьшение объема твердой литой зоны шва и зоны термического влияния, уменьшение количества твердых закалочных структур в металле литой зоны сварного шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ | 2009 |
|
RU2418661C1 |
| Способ многодуговой сварки | 1987 |
|
SU1516269A1 |
| СПОСОБ ИМПУЛЬСНОЙ ДУГОВОЙ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ АЛЮМИНИЕВЫХ СПЛАВОВ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ИНЕРТНОМ ГАЗЕ | 2007 |
|
RU2373033C2 |
| Способ регулирования глубины проплавления при дуговой автоматической сварке | 2018 |
|
RU2691824C1 |
| ПАТЕНТНО-ТЕХНИЧЕСКАЯБИБЛИОТЕКА | 1971 |
|
SU303158A1 |
| Способ импульсно-дуговой сварки неплавящимся электродом с шаговым перемещением | 1980 |
|
SU889334A1 |
| Способ односторонней автоматической сварки под флюсом | 1990 |
|
SU1787086A3 |
| Способ дуговой сварки неплавящимся электродом | 1977 |
|
SU707717A1 |
| Способ дуговой точечной сварки | 1990 |
|
SU1729712A1 |
| Способ регулирования глубины проплавления при дуговой автоматической сварке | 2019 |
|
RU2735847C1 |
Изобретение относится к способу многодуговой сварки листовых сварных заготовок для получения из них методами холодной штамповки деталей кузова автомобиля. Предварительно определяют ток и скорость сварки первой дуги из условия обеспечения проплавления на всю толщину листовой заготовки и изотерму плавления на поверхности листов со стороны сварки. Выбирают количество дуг, ток каждой последующей дуги и расстояние между дугами из условия, чтобы изотерма плавления от действия каждой дуги на поверхности листовых заготовок в месте стыка со стороны сварки по ширине соответствовала ширине изотермы на их поверхности со стороны сварки каждой предыдущей дуги, а диаметры кратеров от силового воздействия дуги в сварочной ванне были меньше изотерм плавления сварочной ванны со стороны фронта кристаллизации изотермы плавления сварочной ванны. Электрод первой дуги устанавливают под углом 65-75° к направлению сварки, а электроды последующих дуг устанавливают под углом 105-115° к направлению сварки. Осуществляют сварку заготовок встык на водоохлаждаемом приспособлении в среде защитных газов на постоянном токе с раздельным независимым питанием дуг. В результате достигается уменьшение отклонений геометрии сварного шва от плоскости листов, уменьшение площади литой зоны сварного шва и получение его пластичной структуры. 9 ил.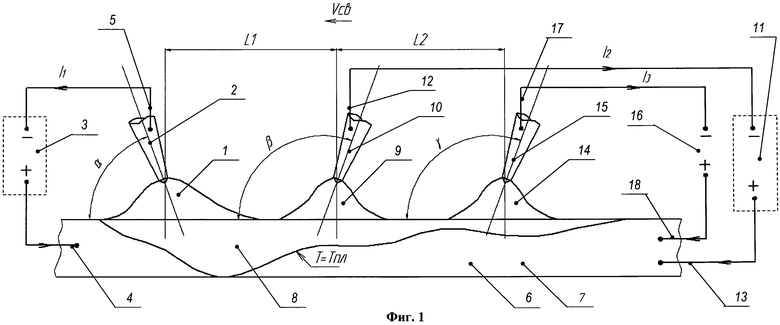
Способ многодуговой сварки листовых сварных заготовок для последующей штамповки из них корпусных деталей, включающий сварку заготовок встык на водоохлаждаемом приспособлении неплавящимися электродами в среде защитных газов на постоянном токе с раздельным независимым питанием дуг, неплавящиеся электроды располагают вдоль стыка и в процессе сварки одновременно перемещают, подвод к изделию тока, питающего первую в направлении сварки дугу, осуществляют впереди сварочной ванны, а подвод к изделию тока, питающего последнюю и предшествующие ей одну или несколько дуг, позади сварочной ванны, отличающийся тем, что предварительно определяют ток и скорость сварки первой дуги из условия обеспечения проплавления на всю толщину листовой заготовки и изотерму плавления на поверхности листов со стороны сварки, выбирают количество дуг, ток каждой последующей дуги и расстояние между дугами из условия, чтобы изотерма плавления от действия каждой дуги на поверхности листовых заготовок в месте стыка со стороны сварки по ширине соответствовала ширине изотермы на их поверхности со стороны сварки каждой предыдущей дуги, а диаметры кратеров от силового воздействия дуги в сварочной ванне были меньше изотерм плавления сварочной ванны со стороны фронта кристаллизации изотермы плавления сварочной ванны, при этом электрод первой дуги устанавливают под углом 65-75° к направлению сварки, а электроды последующих дуг устанавливают под углом 105-115° к направлению сварки.
| Способ многодуговой сварки | 1987 |
|
SU1516269A1 |
| Способ многоэлектродной дуговой сварки плавящимися электродами | 1983 |
|
SU1142242A1 |
| Устройство для получения сока из плодов с косточками | 1986 |
|
SU1500251A1 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| DE 4436084 A1, 15.02.1996. | |||

