Изобретение относится к области машиностроения и может быть использовано в сварочном производстве.
Известен способ сварки погруженной дугой, при котором для устранения подреза с целью повышения качества формирования шва, осуществляют второй проход поверхностной дугой при уменьшенном токе и увеличенном напряжении на дуге [Сварка в машиностроении/Справочник т.1/под ред. Н.А.Ольшанского - М.: Машиностроение, 1978, с.221].
Недостатками аналога являются снижение производительности процесса с увеличением трудо- и энергозатрат, недопустимость повторного нагрева ряда материалов при малой погонной энергии (например, возможность подкалки зоны сварки).
Известен способ дуговой сварки в среде защитных газов, при котором с целью повышения качества формирования шва осуществляют принудительное давление на жидкий металл в хвостовой части ванны [авт. св. СССР 1240530, МКИ В 23 К 8/13, 1986].
Недостатками аналога являются значительный расход дефицитного защитного газа, натекание жидкого металла на поверхность свариваемых кромок, недопустимо большие для многих материалов скорости охлаждения металла шва.
Известен способ дуговой обработки металлов [авт. св. СССР 585000, МКИ В 23 К 9/08, 1973] , при котором импульсным магнитным полем воздействуют на хвостовую часть сварочной ванны.
Недостатком аналога является то, что электромагнитом обеспечивают реверсирование объемных сил, действующих в интервале кристаллизации, и поэтому способ не может обеспечить смещение расплавленного металла в требуемом направлении, т.е. устранить односторонний подрез.
Наиболее близким по технической сущности и достигаемому результату является способ дуговой сварки в различных защитных средах [SU 218349, МКИ В 23 К 9/16, 29.08.68], при котором позади дуги создают принудительное давление на сварочную ванну.
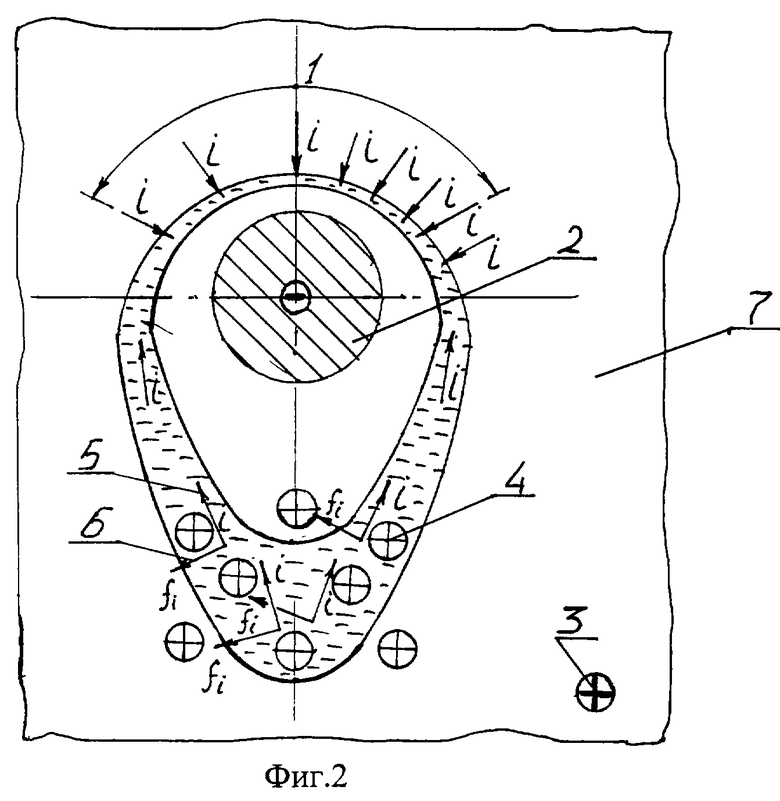
Недостатком аналога является то, что при любом предложенном способе давления, предлагаемом в аналоге, смещение жидкого металла происходит в обе стороны от оси шва и при наличии одностороннего подреза (фиг.1) происходит натекание жидкого металла на поверхность свариваемой кромки, расположенной со стороны, противоположной одностороннему подрезу. Кроме того, воздействие потока инертного газа или ползуна создает недопустимо большие для многих материалов скорости охлаждения металла шва.
При сварке погруженной дугой за один проход материалов толщиной более 5 мм из-за больших токов в расплавленном металле возникают значительные объемные электромагнитные силы, направленные к оси шва. В результате по краям шва возникают подрезы. Уменьшения подрезов можно добиться значительным снижением скорости сварки, однако в этом случае теряется основное преимущество способа. Двусторонний симметричный подрез возникает при размещении токоподвода достаточно близко к оси шва. В реальных конструкциях токоподвод, как правило, размещают по одну сторону шва (например, при сварке кольцевых и круговых швов, швов не прямолинейных), вследствие чего плотность тока со стороны токоподвода больше. Это приводит к нарушению симметрии поперечного сечения шва и возникает односторонний подрез со стороны, противоположной токоподводу (фиг.1).
Задачей, на решение которой направлено предлагаемое изобретение, является улучшение формирования сварного соединения за счет устранения одностороннего подреза при одновременном уменьшении усиления шва.
Поставленная задача достигается тем, что в способе сварки погруженной дугой принудительное давление на сварочную ванну создают постоянным магнитным полем соленоида, размещенного позади электрода. Магнитное поле соленоида направлено лишь на хвостовую часть сварочной ванны. Взаимодействие тока, протекающего в хвостовой части сварочной ванны, с внешним магнитным полем создает электромагнитные силы, смещающие расплавленный металл в сторону ожидаемого подреза, тем самым устраняя последний.
Соленоид жестко соединен с электродным углом горелки и имеет с ним общее сопло, обеспечивающее защиту сварочной ванны и остывающей части металла шва. Сечение сопла имеет форму эллипса.
Величину магнитной индукции В соленоида рекомендуется создавать 0,12 - 2,0 Тл. Меньшая величина индукции не обеспечивает устранения подреза, при большей величине индукции возможно образование подреза с противоположной стороны шва. Величина магнитной индукции должна увеличиваться с увеличением глубины требуемого провара (т.е. с увеличением сварочного тока).
Схема действия электромагнитных сил на хвостовую часть сварочной ванны представлена на фиг.2, где 1 - зона горения дуги, 2 - электрод, 3 - токопровод, 4 - направление магнитного поля, 5 - направление тока в расплавленном металле i, 6 - направление электромагнитных сил fi, 7 - сторона шва, на которой ожидается образование одностороннего подреза.
Пример конкретной реализации способа.
Сварку производят на образцах из стали 12Х18Н10Т толщиной δ=8 мм постоянным током прямой полярности. Токоподвод смещен от оси шва.
Процесс сварки начинают на технологической пластине с постепенным заглублением электрода до величины 3 мм, обеспечивающей проплавление до 6 мм.
Режим сварки: сварочный ток I=900 А, напряжение на дуге Uд=12 В, скорость сварки Vсв=10 м/ч.
С помощью соленоида, размещенного позади электрода, создают магнитное поле. Величина магнитной индукции В=0.12 Тл.
В сваренном образце подрез отсутствует.
При сварке баз присадочной проволоки в образце возникает односторонний подрез глубиной 1.5...2 мм.
Таким образом, предлагаемый способ позволяет устранить односторонний подрез без повторного проплавления шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПОГРУЖЕННОЙ ДУГОЙ | 1998 |
|
RU2146583C1 |
| СПОСОБ СВАРКИ ПОГРУЖЕННОЙ ДУГОЙ | 1998 |
|
RU2146189C1 |
| СПОСОБ МНОГОДУГОВОЙ СВАРКИ ЛИСТОВЫХ СВАРНЫХ ЗАГОТОВОК | 2011 |
|
RU2497644C2 |
| Способ дуговой сварки | 1979 |
|
SU867548A1 |
| Способ дуговой сварки | 1990 |
|
SU1726177A1 |
| Способ дуговой сварки неплавящимся электродом | 1982 |
|
SU1076228A1 |
| Способ односторонней автоматической сварки под флюсом | 1990 |
|
SU1787086A3 |
| Способ сварки магнитоуправляемой дугой | 1990 |
|
SU1817742A3 |
| Способ многодуговой сварки | 1987 |
|
SU1516269A1 |
| СПОСОБ СВАРКИ ПОГРУЖЕННЫМ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1999 |
|
RU2162027C1 |
Способ может быть использован в сварочном производстве. При проведении сварки неплавящимся электродом погруженной дугой осуществляют принудительное давление на сварочную ванну магнитным полем соленоида. Величина магнитной индукции составляет 0,12 - 0,20 Тл. Соленоид устанавливают позади электрода с лицевой стороны шва. Способ позволяет улучшить формирование сварного соединения за счет устранения одностороннего подреза без повторного проплавления шва. 2 ил.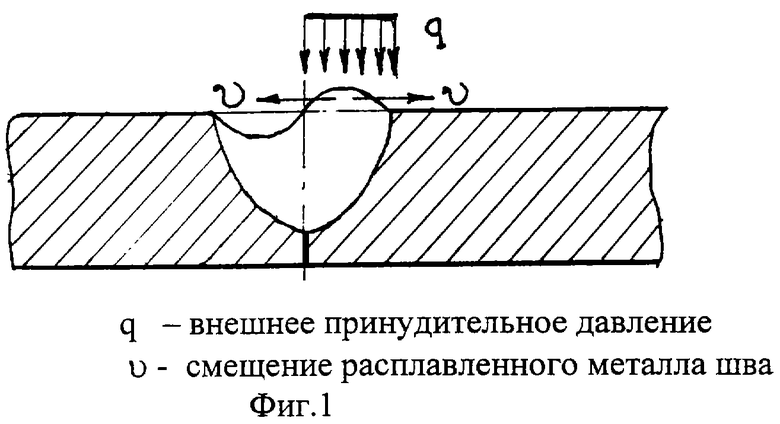
Способ сварки неплавящимся электродом погруженной дугой с принудительным давлением на сварочную ванну, отличающийся тем, что принудительное давление осуществляют магнитным полем соленоида с величиной магнитной индукции В 0,12 - 0,20 Тл, установленного позади электрода с лицевой стороны шва.
| СПОСОБ ДУГОВОЙ СВАРКИ | 0 |
|
SU218349A1 |
| Способ дуговой сварки алюминиевых сплавов | 1989 |
|
SU1703325A1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПОГРУЖЕННОЙ ДУГОЙ | 1998 |
|
RU2146583C1 |
| СПОСОБ СВАРКИ ПОГРУЖЕННЫМ ЭЛЕКТРОДОМ | 1994 |
|
RU2113951C1 |
