(54) СПОСОБ ДУГОВОЙ СВАРРСИ ГОРИЗОНТАЛЬНЫХ ШВОВ НА ВЕРТИКАЛЬНОЙ ПЛОСКОСТИ

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| Способ дуговой сварки стыковых вертикальных соединений | 2023 |
|
RU2811485C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2530104C1 |
| Способ и устройство для сварки швов на вертикальной плоскости | 1978 |
|
SU770693A1 |
| Способ дуговой сварки горизонтальных швов на вертикальной плоскости | 1975 |
|
SU585930A1 |
| СПОСОБ СВАРКИ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ С ТРУБОПРОВОДОМ | 2003 |
|
RU2267388C2 |
| Конструкция стыка для сварки с остающейся накладкой | 1975 |
|
SU556916A1 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ДЕТАЛЕЙ ПОД ДУГОВУЮ СВАРКУ СТЫКОВОГО СОЕДИНЕНИЯ | 2012 |
|
RU2524285C2 |
| Способ регулирования процесса дуговой сварки | 1983 |
|
SU1311886A1 |
| Способ сборки и сварки изделий | 1983 |
|
SU1133062A1 |
I
Изобретение относится к сварочному производству и может быть использовано при механизированной сварке листовых металлоконструкций.
Известен способ дуговой сварки горизонтальных швов на вертикальной плоскости, который требует разделки со скосом кромки верхнего свариваемого элемента и горизонтальней кромки нижнего свариваемого элемента. Нижняя кромка выполняется горизонтальной с целью удержания ванны р сплавленного металла от вытекания, . а сварка ведется с медной подкладкой, удерживающей жидкий металл от вытекания, тонкой проволокой, дающей мелкую ванну расплавленного металла р .
Недостатком этой формы разделки является то, что при сварке на повыщенных режимах с целью увеличения производительности процесса на вердаг ней скошенной J кромке образуется подрез, а на нижней (горизонтальной
иесплавляемый с основным металлом; наплыв.
Цель изобретения обеспечение высокой производительности процесса без ущерба для качества сварного сое-, динения, равномерного заполнения зазора расплавленным металлом и расширение технологических возможностей.
Поставленная цель достигается тем, что в известном способе дуговой сварки горизонтальных швов на вертикальной плоскости, при котором на кромки выполняют скос, скос выполняют на нижней детали под углом Зр35°, а электрод подают в зону сварки снизу вверх параллельно поверхности скоса под углом 15 углом назад.
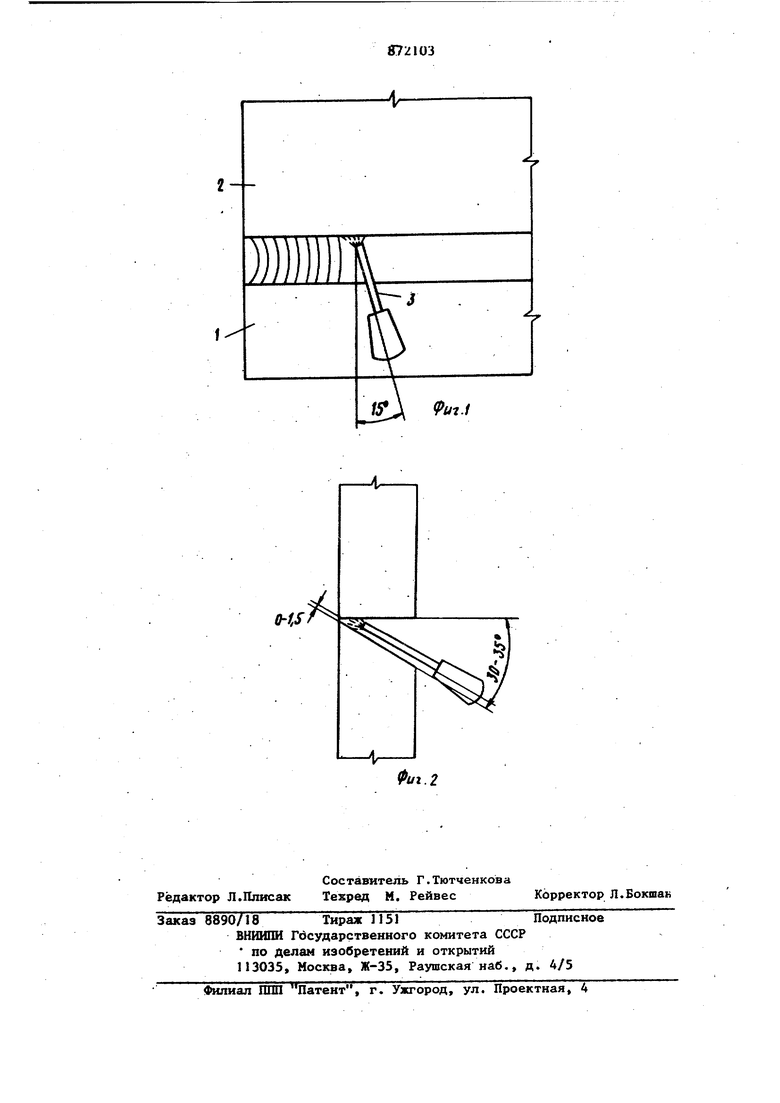
На фиг. 1 показана схема, реализуххцая способ дуговой сварки горизонтальных швов на вертикальной плоскости, вид сверху, на фиг. 2 - то же, вид сбоку.
Согласно предлагаемому способу скос выполняется посредством газопламенной резки или механической . строжки под углом 30-35 С без притупления на нижней свариваемой кромке I, а верхняя кромка 2 остается горизонтальной, стык собирается без зазора. Плавящийся злектрод 3 подается в разделку параллельно поверх. ности скошенной- кромки 1 углом /наза под 15, оплавляя зону корня шва. При наличии притупления кромки, которое может быть предусмотрено конструкцией изделия, сварку вьшолняют с плавными колебаниями электрода вдоль оси шваатшлитудой 10-12 мм (сварка может производится Дса мед-: ной подкладке и без нее) ..Дальнейшее заполнение разделки осуществляется последовательным направлением валиков, сечение которых при данном способе сварки составляет 80-90 мм В силу повьшенного теплоотвода в вер ней части стыка подрез отсутствует, а образованию нашшва препятствует давленне дуги при направлении электрода снизу вверх. Изготовление сты ка без притупления кромки и без заз ра уменьшает объем подготовительных работ при заводском изготовлени металлоконструкций и упрощает сборку последних на несте монтажа. Поми мо этого, улучшаются условия выполнения корневого шва. Испольвование предлагаемого способа дуговой сварки горизонтальных стыков на вертикальной плоскости по сравнению Ъ существующим способом повышает производительность сварочных работ в результате сокращения .количества прьходов, повышает качество сварного соединения за счет гарантированного провара в корневом иве И отсутствия шлаковых включений и непроваров по линни сплавления с нижней кромкой стыка, снижает тру доемкость подготовительных и сбороч ных работ за счет исключения операции изготовления притупления кром34ки и отсутствия необходимости выдерживания зазора в стыке. Скос нижней кромки выполняется под различными углами в пределах 30-40. Установлено, что оптимальным углом раскрытия кромок я вляется угол 30°. Сварка по предлагаемому способу осуществлена в лабораторных условиях в Институте электросварки ИМ. .Е.О.Патона. Скос кромки выполняется под углом 30 . Зазор заполняется последовательной наплавкой валика. Образцы толщиной до 18 мм свариваются за один проход порошковой проволокой марки 1Ш-АН-19С диаметром 3 мм. Режим сварки: сила тока 550-600 А, напряжение - 30-32 В, скорость сварки - 10 м/ч. Предлагаемый экономический эффект составляет 30-35 тыс. р. при изготовлении, например, цилиндрического резерву ара объемом 50000 м Л Производительность повьшается на 50% по сравнению с известным способом. Уменьшается количество дефектов. Формула изобретения Способ дуговой сварки горнзогн.тальных швов на вертикальной плоскости, при котором на кромке вьтолг няют скос, отличающийся тем, что, с целью повышения производит льности и качества при сварке на повышенных режимах, скос выполняют на нижней детали под углом 3035, а электрод подают в зону сварки снизу вверх параллельно поверх15 углом наности скоса под углом зад. Источники информации, принятые во внимание при экспертизе I. Патент Японии № 51-115250, кл. 12 В 1, 1976 (прототип);
HS
