цн
;о со ел сд
о:
.1 Изобретение относится к механосборочному производству, в частности к восстановлению деталей автомобильных и тракторных двигателей, преимущественно, коленчатых валов. Целью изобретения является повышение качества восстановленных валов путем снижения их коробления и повышения сопротивления усталостному paJpyшeнию. На фиг. 1 показано колено вала с предлагаемыми разгрузочными канавками; на фиг. 2 - сечение А-А на фиг. 1. Способ осуществляют следующим об-, разом. Восстановлению подвергаются шатунные и коренные шейки коленвала автомобиля ГАЗ-53А. На изношенную поверхность шеек 1 наносят электроимпульсной наплавкой материал, компенсирующий износ. Наплавку проводят проволокой диаметром 1,6 мм. Режим наплавки: скорость подачи проволоки 1,4 м/мин, продольная подача 4 мм/об, частота вращения коленчатого вала 2,5 об/мин, ток 160 А, напряжение 25 В, толщина наплавленного слоя 2 мм. После наплавки коренных и шатунных шеек 1 производят их черновую шлифовку по стандартным режимам шлифования. При этом снимается слой толщиной 1 мм. Затем выполняют разгрузочные канавки 2 в месте сопряжения галтели с цилиндрической поверхностью щейки на половине ее периметра со стороны оси 3 коленчатого вала симметрично относительно плоскости, проходящей через оси коленчатого вала и шейки, глубиной, имеющей максимальное значение в указанной плоскости, величина которого составляет 2,0-2,5 от толщины наплавленного слоя, и постепенно уменьшающейся по направлению к периферии. Для проверки коробления вала собрана партия из 10 двигателей автомобиля ГАЗ53А с восстановленными коленчатыми валами по предлагаемому способу. Двигатели подвергают стендовым испытаниям по принятым режимам нагружения и работы. После испытаний двигателей производят разборку и измерение коробления коленчатых валов. Результаты испытаний показывают, что коробление восстановленных коленчатых валов не изменяется в то время, как коробление коленчатых валов, восстановленных по известному способу, повышается в среднем на 20%. Кроме того, предложенный способ восстановления повышает долговечность коленчатых валов в 1,2-1,3 раза.
Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления чугунныхКОлЕНчАТыХ ВАлОВ дВигАТЕлЕй | 1978 |
|
SU800212A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КОЛЕНЧАТОГО ВАЛА И КОЛЕНЧАТЫЙ ВАЛ | 2001 |
|
RU2235009C2 |
| СПОСОБ ДАГИСА ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1992 |
|
RU2080230C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1992 |
|
RU2050243C1 |
| Способ восстановления коленчатых валов наплавкой | 1987 |
|
SU1456294A1 |
| Способ восстановления коленчатых валов | 1978 |
|
SU737147A1 |
| Способ восстановления коленчатых валов | 1991 |
|
SU1792817A1 |
| СПОСОБ ДАГИСА ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1992 |
|
RU2064854C1 |
| Способ электродуговой наплавки | 1979 |
|
SU780343A1 |
| Способ восстановления шеек коленчатых валов | 1990 |
|
SU1754388A1 |
СПОСОБ ВОССТАНОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ, заключающийся в том, что на изношенную поверхность шеек Д наносят наплавкой материал, компенсирующий износ, после чего выполняют разгрузочные канавки, отличающийся тем, что, с целью повышения качества восстановленных валов путем снижения их коробления, разгрузочные канавки выполняют в месте сопряжения галтели с цилиндрической поверхностью шейки на половине ее периметра со стороны оси коленчатого вала симметрично относительно плоскости, проходящей через оси коленчатого вала и шейки, глубиной, имеющей максимальное значение в ука-. занной плоскости, величина которого составляет 2,0-2,5 от толщины наплавленного слоя, и постепенно уменьшающейся по направлению к периферии. (Л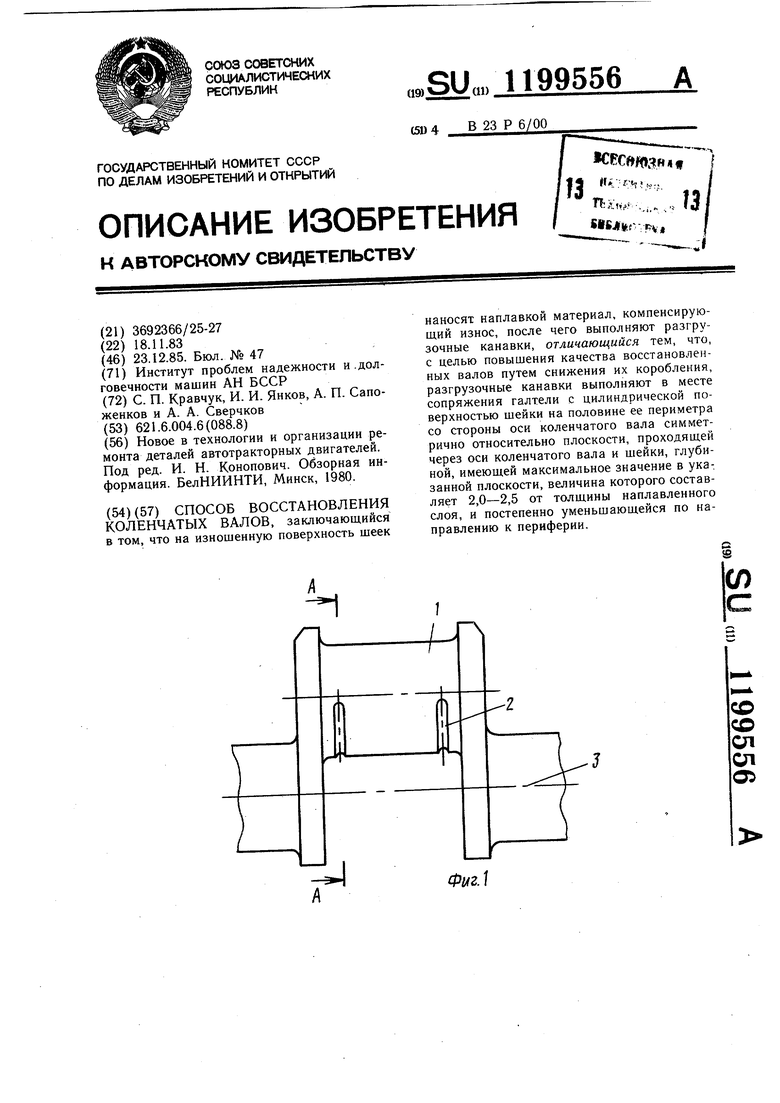
| Новое в технологии и организации ремонта деталей автотракторных двигателей | |||
| Под ред | |||
| И | |||
| Н | |||
| Конопович | |||
| Обзорная информация | |||
| БелНИИНТИ, Минск, 1980. |
