Изобретение относится к станкостроению и может найти применение в автоматических загрузочных устройствах для ориентирования пластинчатых деталей, имеющих возможность располагаться в четырех различных положениях.
Целью изобретения является расширение технологических возможностей устройства путем обеспечения ориентированной подачи плоских деталей из четырех возможных положений, занимаемых в подающем лотке.
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - схема технологического процесса работы устройства; на фиг. 4 - принципиальная схема работы устройства.
Устройство для подачи деталей состоит из подводящего лотка 1, подающего диска 2, шнека 3, направляющей 4 с упорами 5 и 6, расположенными параллельно оси щнека 3, шаблонов 7 и 8, установленных с возможностью перемещения в плоскостях, проходящих через ось шнека 3 и жестко закрепленных соответственно на рычагах 9 и 10, пружин 11 и 12, связывающих рычаги 9 и 10 с корпусом 13 устройства. В корпусе 13 выполнены упоры 14 и 15, ограничивающие нижнее перемещение рычагов 9 и 10. В упорах 5 и 6 выполнены прорези 16 и 17, перед которыми расположены щаблоны 7 и 8, величины которых равны высоте щаблонов 7 и 8. Кроме того, в устройство входит дополнительный щнек 18, направляющая 19 с упорами 20 и 21, расположенными параллельно оси шнека 18, шаблоны 22 и 23, установленные с возможностью перемещения в плоскостях, про.ходящих через ось шнека 18 и жестко закрепленные на рычагах 24 и 25, связанных посредством пружин 26 и 27 с корпусом 28, в котором выполнены упоры 29 и 30, ограничивающие нижнее перемещение рычагов 24 и 25. В упорах 20 и 21 выполнены прорези 31 и 32, перед которыми размещены шаблоны 22 и 23. Величина прорезей 31 и 32 равна высоте шаблонов 22 и 23. Направление спирали шнека 18 выполнено противоположным направлению спирали шнека 3. Шнеки 3 и 18 кинематически связаны, например, зубчатыми колесами, с возможностью врашения в противоположные стороны.
Шнек 3 снабжен механизмом принудиельной передачи деталей в виде кулачка 33.
Над шнеком 3 размещены кассеты 34 и 35, а над дополнительным шнеком 18 - кассеты 36 и 37.
Устройство работает следующим обрас ЗОМ.
Из лотка 1 по диску 2 детали 38 поступают в щнек 3, совместно с которым совершают поворот вокруг его оси, удерживаясь между внутренней поверхностью щнека 3
и направляющей 4 до упора 5. После того, как деталь 38 войдет во взаимодействие с упором 5, начинается ее строго перпендикулярное перемещение параллельно оси щнека 3 в направлении шаблона 7. В случае,
5 если деталь 38 расположена в шнеке 3 стороной, соответствующей контролирующей поверхности шаблона 7, она, дойдя до шаблона 7 и упираясь в упор 5, начинает перемещаться вертикально по шаблону 7 вдоль прорези 16 упора 5. Сойдя с шаблона 7,
0 она вновь при своем перемещении взаимодействует с упором 5 до тех пор, пока не передается кулачком 33 в кассету 34 или лоток. В случае, если деталь 38 расположена в шнеке 3 так, что из него выступает ее
5 сторона, не соответствующая профилю щаблона 7, или та же сторона, но повернутая вокруг поперечной оси на 180°, тогда деталь 38, дойдя по упору 5 до шаблона 7 за счет вертикального ее перемещения шнеком 3, начинает перемещать шаблон 7 вверх,
0 открывая прорезь 16. После того, как упор 5 перестает взаимодействовать с деталью 38, последняя шнеком 3 проносится через прорезь 16 до упора 6 и, взаимодействуя с ним, начинает двигаться вновь вертикально вверх к шаблону 8, где процесс контроля по контуру и передачи в кассету 35 детали 38 происходит аналогично описанному для позиции I. Детали 38, которые прошли через прорези 16 и 17, передаются кулачком 33 в шнек 18, в котором располагаются так,
Q что из шнека 18 выступает сторона детали 38, соответствующая профилю шаблона 22 (7) или 23 (8), т.е. повернутая вокруг поперечной оси на 180°. Далее весь процесс контроля по контуру и передачи деталей 38, прошедших через шаблоны 22 и 23 соот5 ветственно в кассеты 36 и 37, происходит так же, как в позициях I и И. В упоре 21 может быть выполнена прорезь 32 для сброса бракованных и неправильно ориентированных деталей 38.
ПОЗ.3ПОЗ.ШП03.1
X
37
&идК
24
Фиг.2
Поз1
Л
(Д
Фиг. 5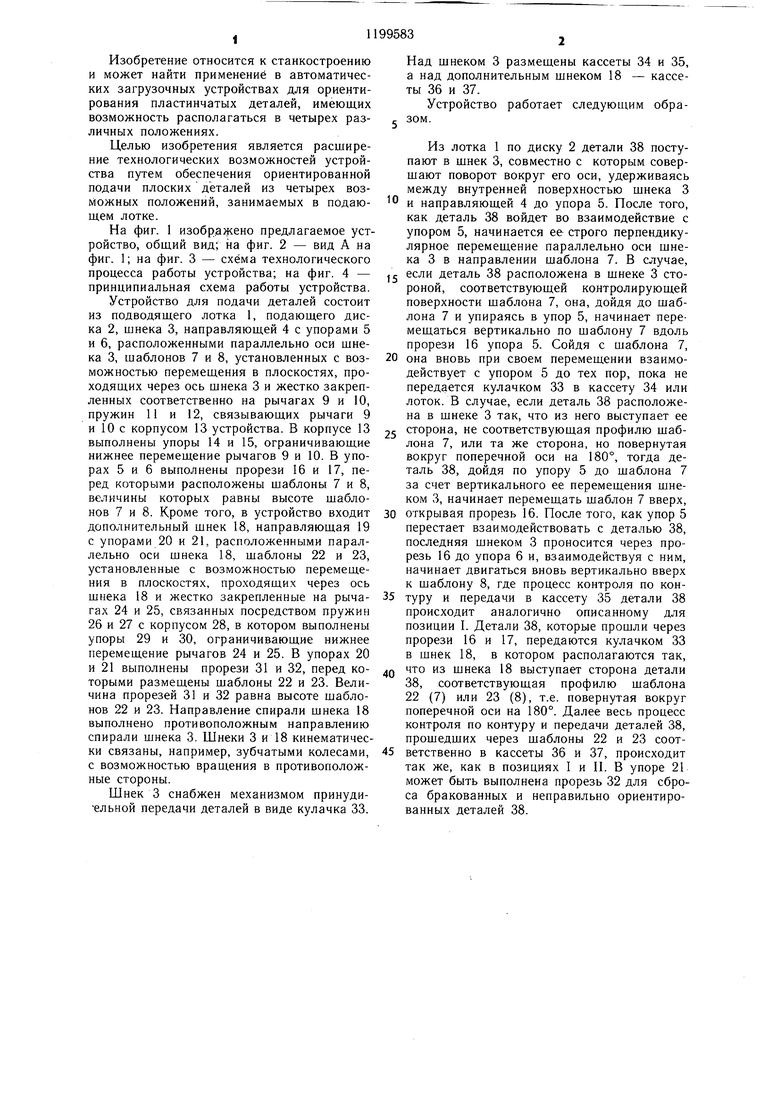
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи деталей | 1983 |
|
SU1092032A1 |
| Устройство для подачи деталей | 1982 |
|
SU1028468A1 |
| Загрузочное устройство | 1979 |
|
SU872194A1 |
| Устройство для изготовления сварных шнеков | 1975 |
|
SU599942A1 |
| Полуавтомат для стачивания мелких деталей швейных изделий, например манжет мужских сорочек | 1961 |
|
SU144721A1 |
| Полуавтоматический пресс для параллельной обработки и сборки полочки борта с подбортом, например, мужского демисезонного пальто | 1956 |
|
SU107523A1 |
| Устройство для изготовления замкнутыхпРОфилЕй из пРуТКОВыХ зАгОТОВОК | 1978 |
|
SU845959A1 |
| Фрезерный полуавтомат | 1975 |
|
SU507410A1 |
| Полуавтомат для подгибания и склеивания деталей одежды | 1975 |
|
SU510222A1 |
| Автомат для сборки деталей швейных изделий | 1958 |
|
SU118144A1 |

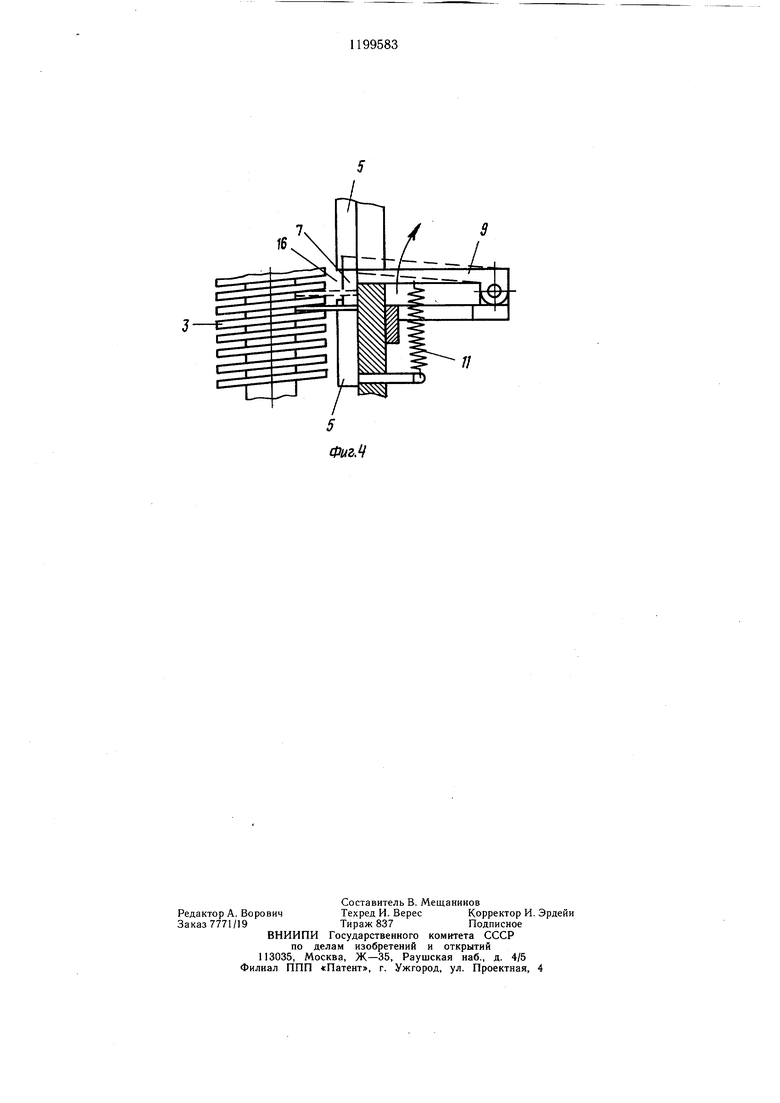
1. УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЕТАЛЕЙ по авт. св. № 1092032, отличающееся тем, что, с целью расширения технологических возможностей применения, оно дополнительно снабжено шнеком, направляюш.ей с двумя упорами, параллельными оси шнека, и шаблонами, при этом во втором упоре основного шнека и в первом упоре дополнительного по ходу направления подачи деталей выполнены прорези, причем шнеки имеют спирали противоположного направления и кинематически связаны один с другим с возможностью врашения в разные стороны, а дополнительные шаблоны установлены перед прорезями с возможностью перемеш,ения и перекрытия их. 2. Устройство по п. 1, отличающееся тем, что оно снабжено механизмом принудительной передачи детали из основного шнека в дополнительный. ////////////м //////////// Фиг.1
| Устройство для подачи деталей | 1983 |
|
SU1092032A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
