Известны автоматы для сборки деталей швейных изделий, снабженные открытыми сверху бункерами для деталей этих изделий, шагообразно перемещаемым сборочным транспортером и, например, цилиндром с пневматическими присосами, перекатываемыми возвратно-поступательно от бункеров к транспортеру при поштучном укладывании на него деталей.
Эти автоматы обеспечивают лишь собирание деталей швейных изделий на транспортере без их дальнейшей обработки для получение законченного швейного изделия или его узла.
В описываемом автомате обеспечивается получение законченного узла швейного изделия, например мешковины кармана с обтачкой, путем сшивания деталей мешковины кармана двумя группами параллельных строчек, размешенных перпендикулярно одна к другой, перегибания мешковины, загибания ее края и заутюживания совместно с обтачкой.
Для этого автомат снабжен последовательно размешенными механизм ом передвижения собранных деталей, столом с первой группой швейных машин, механизмом складывания мешковины пополам, столсм со второй группой швейных машин и механизмом загибания и заутюживания края мешковины с обтачкой.
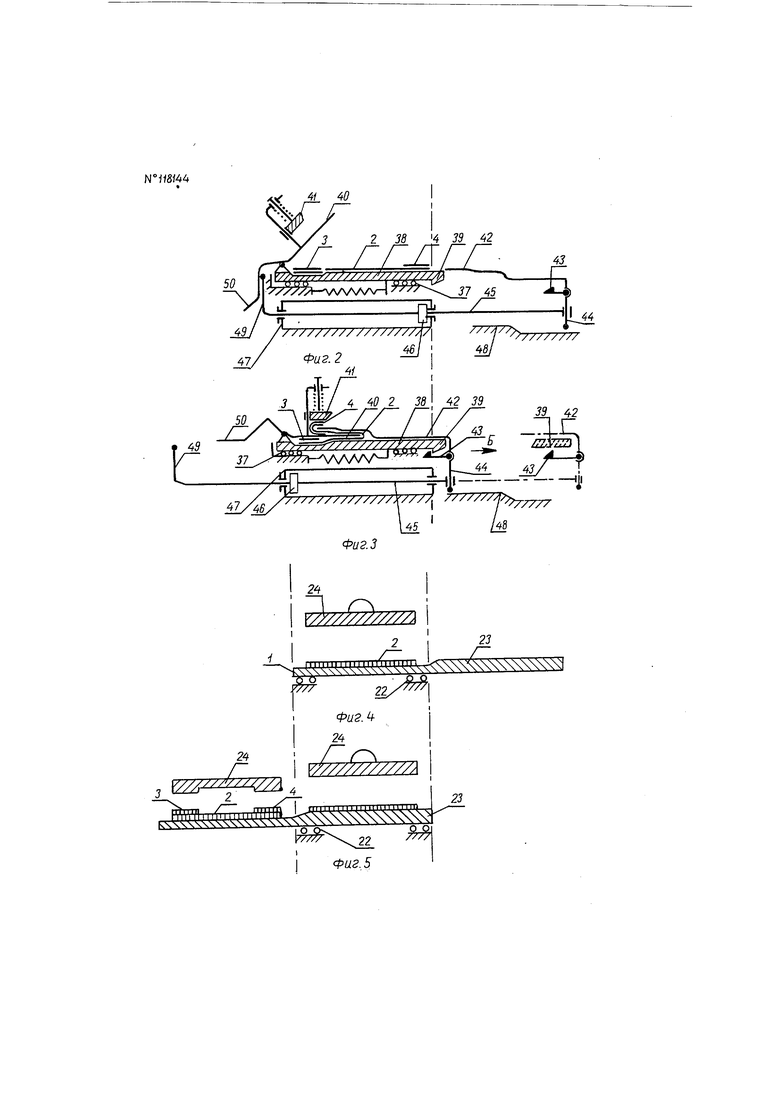
На фиг. 1 изображена кинематическая схема предлагаемого автомата; на фиг. 2 - кинематическая схема механизма складывания мешковины в исходном его положении; на фиг. 3-эта же схема в положении складывания мешковины, загибания и заутюживания ее края совместно с обтачкой; на фиг. 4 - кинематическая схема возвратнопоступательно перемешаемого стола, применяемого взамен сборочного транспортера, в исходном положении стола; на фиг. 5 - эта же схема, но с лру|-им положением стола.
Автомат состоит из последовательно размешенных бункеров, пневматического цилиндра с присосами, сборочного транспортера или стола механизма передвижения собранных деталей, ствола с первой группой швейных машин, механизма складывания мешковины пополам, стола со
№ 118bi4- 2 -
второй группой швейных машин и механизма для загибания и заутюживания края мешковины с обтачкой.
Механизмы складывания мешковины поиолам и загибания и заутюживания ее края совместно с обтачкой (фиг. 1) могут быть объединены в видоизменении автомата в один механизм, как это изображено на фиг. 2 и 3.
Автомат снабжен открытыми сверху бункерами / (фиг. 1) с поднимающимися подпружиненными доньями (на схеме не изображены). В каждый из бункеров уложена стона собираемых деталей, например мешковины 2, подзоров 3 и обтачек 4. Параллельно бункерам установлен сборочный транспортер 5, шагообразно .перемещаемый в направлении стрелки А посредством собачки 6 на штоке порщня пневматического цилиндра 7. Над бункерами установлен цилиндр 8 с пневматическими присосами для захвата из бункеров верхних деталей, перекатываемый возвратно-поступательно от бункеров к транспортеру при поштучном укладывании на него деталей. Ось 9 цилиндра 8 скреплена с шестернями 10, сцепленными с неподвижными рейками //, и снабжена подшипниками 12, свободно перемещаемыми по нодпружиненным направляющим 13 посредством штока 14 поршня нневматического или гидравлического цилиндра 15.
Механизм передвижения собранных деталей со сборочного транспортера 5 по столу 16 к первой группе условно изображенных швейных машин 17 выполнен в виде штанг 18, свободно установленных на оси 9 цилиндра 8 и несущих пневматические или гидравлические цилиндры }9, штоки 20 поршней которых скреплены с шероховатыми линейками 21. Линейки 21 при своем перемещении продвигают собранные детали по столу 16 мимо неподвижно установленных швейных машин 17, осуществляющих нараллельную строчку собранных деталей.
Взамен сборочного транспортера в видоизмененном автомате может быть примеиен возвратно-поступательно перемещаемый на шариках 22 (фиг. 4 и 5) параллельно бункерам сборочный стол 23, на который укладываются собираемые детали посредством подвижных цилиндров с присосами или плит 24.
Механизм складывания мешковины 2 (фиг. 1) пополам выполнен в виде подпружиненной гибочной пластины 25, возвратно-поступательно перемещаемой по столу 26 второй группы условно изображенных шв ейных машин 27 и осуществляющий перегибание мешковины. Для осуществления этого на столе 26 поворотно установлена планка 28, поднимающая кверху край мешковины, под которую входит пластина 25 с перегнутой мешковиной. Пластииа 25 посредством пружинящего стержня 29 скреплена со штоком 30 поршня пневматического или гидравлического цилиидра 31, чем обеспечивается перемещение пластины при перегибании мешковины и перегнутой мешковины относительно второй группы прострачивающих ее швейных машин 27. Для перемещения пластины 25 в вертикальном направлении к мешковине для захватывания ее в начале перегибания и обратного ее перемещения применен взаимодействующий с пластиной ступенчатый кулачок (на чертеже не изображен) .
Механизм загибания и заутюживания края мещковины 2 с обтачкой 4 выполнен в виде новоротного призматического, например трехгранного утюжка 32, установленного на рычаге 33, соединенном со стержнем 34, с двумя упорами 35, взаимодействующим с пальцем 36 пластины 25.
В видоизменении автомата механизмы складывания мешковины 2 и загибания ее края совместно с обтачкой 4 объединены. Объединенный механизм снабжен подвижным на шариках 37 (фиг. 2 и 3) подпружиненным столом 38 с приводным зубом 39. На столе 38 поворотно установлен внутренний гибочный шаблон 40 с закрепленным на нем подпружиненным утюжком 41. Внешний подвижный гибочный шаблон 42 скреплен с поворотным крючком 43 для захвата зуба 39 стола и пере43

24 Y///////7
6 ор о
777722У
Фи2.+ 24
24
7///////////А
ZZ
I III /nil I m IJ 1 I L I f J J .t i
ГФТи J и и С Illv .л,
P77z,22
i/2.5
У////А
23
мещения его в направлении стрелки Б (фиг. 3) в положение, изобра. женное штрих-пунктиромВнешний гибочный шаблон 42 снабжен пальцем 44, свободно установленным в отверстии штока 45 поршня 46 пневматического или гидравлического цилиндра 47 и взаимодействующего со ступенчатым кулачком 48 для вертикального перемещения шаблона. Шток 45 поршня 46 снабжен пальцем 49, взаимодействующим с рычагом 50 внутреннего гибочного шаблона, чем обеспечивается опускание последнего на стол 38. Приподнимание внутреннего шаблона осуществляется весом рычага 50.
Работа на автомате протекает следующим образом.
После загрузки бункероЬ / стопами мешковины 2 кармана, подзора ч и обтачки 4 включают привод сборочного транспортера 5, воздушный или гидравлический насос, подогрев утюжка и привод швейных машин. Распределительное устройство автомата (на схеме не изображено) осуществляет последовательную по времени подачу рабочей среды в приводные цилиндры.
При этом при высоте сборочного транспортера 5 цилиндр 8 с пневматическими присосами переносит из бункеров / верхние детали на транспортер, осуществляя их складывание на транспортере после его шагового перемещения или перемещения сборочного стола 23, заменяющего транспортер.
Механизм передвижения собранных деталей своими шероховатыми линейками 21 сдвигает детали со сборочного транспортера на стол 16, перемешает их мимо первой группы швейных машин 17, осуществляющих пришивание параллельными строчками подзора 3 и обтачки 4 к мешковине 2, и далее - на стол 26.
Приводная пластина 25 перегибает мешковину 2 пополам и перемещает ее по столу 26 мимо второй группы швейных машин 27, осуществляющих прострачивание краев загнутой мешковины. При дальнейшем перемещении мешковины происходит загибание края мешковины совместно с обтачкой и заутюживание ее утюжком 32, после чего по наклонной части стола законченная обработкой мешковина кармана падает в приемный ящик или на приемный транспортер (ящик и приемный транспортер на схеме не изображены).
В видоизменении автомата (фиг. 2 и 3) перегибание мешковины, загибание и заутюживание ее краев совместно с обтачкой осуществляются на возвратно-поступательно перемещаемом вдоль щвейных мащин 27 второй группы столе 38 посредством подвижного внутреннего гибочного щаблона 40 с утюжком 41 и внещнего щаблона 42.
Сначала происходит надвигание внешнего шаблона 42 и приподнимание его ступенчатым кулачком 48 после подхвата им края мешковины с обтачкой. Одновременно палец 49 штока поршня, воздействуя на рычаг 50, опускает на мешковину внутренний шаблон 40. При дальнейшем движении внешнего шаблона 42 происходит загибание на нем края мешковины совместно с обтачкой, перегибание мешковины на внутреннем шаблоне 40, вталкивание загнутого края мешковины с обтачкой под утюжок 41 и захват крючком 5 зуба 39 стола.
При обратном перемещении внешнего шаблона по стрелке Б происходит совместное перемещение стола 38 мимо прострачивающих швейных машин 27. В конце правого положения стола (фиг. 3) крючок 43 под действием упора (на схеме не изображен) расцепляется с зубом 39, стол под действием пружины возвращается влево, одновременно внутренний щаблон приподнимается. С внутреннего шаблона законченную обработкой мешковину кармана снимают вручную.
Предмет изобретения

