Изобретение относится к устройствам для центробежного формования изделий из пластиков, является усовершенствованием устройства по основному авт. св. № 546484 и может быть использовано в судостроении, машиностроении, химической и других отраслях промышленности при изгот:0влёнии полых .изделий типа втулок, труб. f
).
Цель изобретения -- повышение удобства ебслуживания, снижение затрат вспомогательного времени на установку сменных форм.-
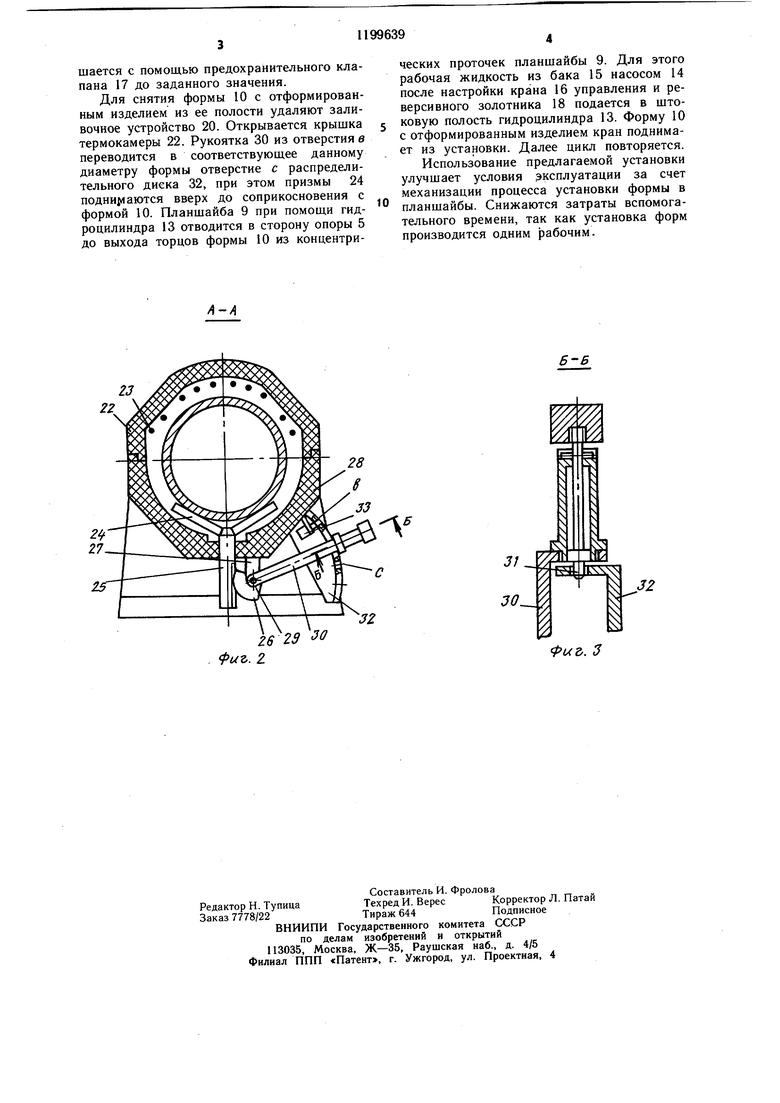
На фиг. 1 показана установка для центробежного формования полых изделий; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2.
Установка для центробежного формования полых изделий состоит из станины 1, на которой на стойках 2 и 3 смонтированы опоры 4 и 5, на валах 6 и 7 которых укреплены планшайбы 8 и 9 с кольцевыми концентрично расположенными проточками а. В планшайбах 8 и 9 установлена сменная форма 10. Вал 7 через подшипник 11 соединен с гильзой 12, которая связана с штоком гидроцилиндра 13, рабочие полости которого соединены с насосом 14 и баком 15 с рабочей жидкостью через кран 16 управления, предохранительный клапан 17, реверсивный золотник 18. Манометр 19 включен в гидросеть перед предохранительным клапаном 17.
Через вал 6, который выполнен полым, введено заливочное устройство 20. Свободный конец вала 6 соединен через клиноременную передачу (не обозначена) с электродвигателем 21, являющимся приводом вращения формы 10.
Форма 10 размещена в термокамере 22, в верхней части которой расположены электронагреватели 23, в нижней - установлено устройство для центрирования форм, которое состоит из двух призм 24, разнесенных по длине формы и соединенных с двумя стойками 25, размещенными в нижней части термокамеры 22, на концах которых нарезаны рейки, входящие в зацепление с зубчатыми секторами 26.
Зубчатые секторы 26 закреплены посредством кронштейнов 27 на корпусе 28 термокамеры 22 и соединены общей осью 29, на которой жестко закреплена рукоятка 30, соединенная фиксатором 31 с распределительным диском 32, который закреплен на корпусе 28 термокамеры 22.
На распределительном диске 32 по окружности, центр которой совмещен с осью вращения рукоятки 30, выполнены отверстие в и несколько отверстий с. Около каждого отверстия с промаркирован определенный диаметр формы 10.
На распределительном диске 32 установлен микровыключатель 33, толкатель которого контактирует с фиксатором 31 через отверстие в, около которого промаркировано «ВЫКЛ. Микровыключатель 33 связан с приводом вращения формы 10.
Установка работает следующим образом.
Устройство для центрирования форм настраивают иа определенный типоразмер форм, для чего рукоятку 30 устанавливают в соответствующее данному диаметру формы отверстие с распределительного диска 32, при этом призмы 24 синхронно перемешаются вверх на высоту, соответствующую 5 данному диаметру формы 10, и рукояткой 30 фиксируются в данном положении.
Форма 10 при снятой крышке термокамеры 22 опускается на призмы 24, при этом ось формы 10 совпадает с вертикальной и горизонтальной осями планшайб 8 и 9. В зависимости от диаметра устанавливаемой формы 10 настройкой предохранительного клапана 17 задается необходимое давление в рабочей полости гидроцилиндра 13, т. е. необходимое осевое усилие для крепления формы 10. Рабочая жидкость из бака 15 насосом 14 через реверсивный золотник 18, предохранительный клапан 17 и кран 16 управления подается в рабочую полость гидроцилиндра 13. Вал с планшайбой 9 перемещается по направлению к планшайбе 8, при этом форма 10 торцами заходит в концентрические проточки а планшайб 8 и -9 и зажимается с помощью гидроцилиндра 13. Давление контролируется манометром 19. После закрепления формы 10 закрывается крышка термокамеры 22 и через полый вал 6 опоры 4 в форму 10 вводится заливочное устройство 20.
Рукоятку 30 заводят в отверстие в распределительного диска. 32, при этом призмы 24 опускаются вниз, а фиксатор 31 0 рукоятки 30 контактирует с микровыключателем 33, который подает команду на включение электродвигателя 21 и нагревателей 23.
В процессе работы установки происходит удлинение формы 10 при нагреве, которое вызывает перемещение планшайбы 9, связанной через вал 7 и гильзу 12 с штоком гидроцилиндра 13, в рабочей полости которого возрастающее давление понижается с помощью предохранительного клапана 17 до заданного значения. При прогреве
формы 10 до заданной температуры через заливочное устройство 20 в полость формы 10 подается расплав материала. После окончания процесса формования нагреватели 23 и электродвигатель 21 отключаются. При
5 охлаждении формы 10 происходит укорачивание ее и перемещение планшайбы 9 в сторону опоры 4. Понижающееся в рабочей полости гидроцилиндра 13 давление новышается с помощью предохранительного клапана 17 до заданного значения.
Для снятия формы 10 с отформированным изделием из ее полости удаляют заливочное устройство 20. Открывается крышка термокамеры 22. Рукоятка 30 из отверстия в переводится в соответствующее данному диаметру формы отверстие с распределительного диска 32, при этом призмы 24 подни лаются вверх до соприкосновения с формой 10. Планщайба 9 при помощи гидроцилиндра 13 отводится в сторону опоры 5 до выхода торцов формы 10 из концентрических проточек планщайбы 9. Для этого рабочая жидкость из бака 15 насосом 14 после настройки крана 16 управления и реверсивного золотника 18 подается в щтоковую полость гидроцилиндра 13. Форму 10 с отформированным изделием кран поднимает из установки. Далее цикл повторяется. Использование предлагаемой установки улучшает условия .эксплуатации за счет механизации процесса установки формы в планщайбы. Снижаются затраты вспомогательного времени, так как установка форм производится одним |забочим.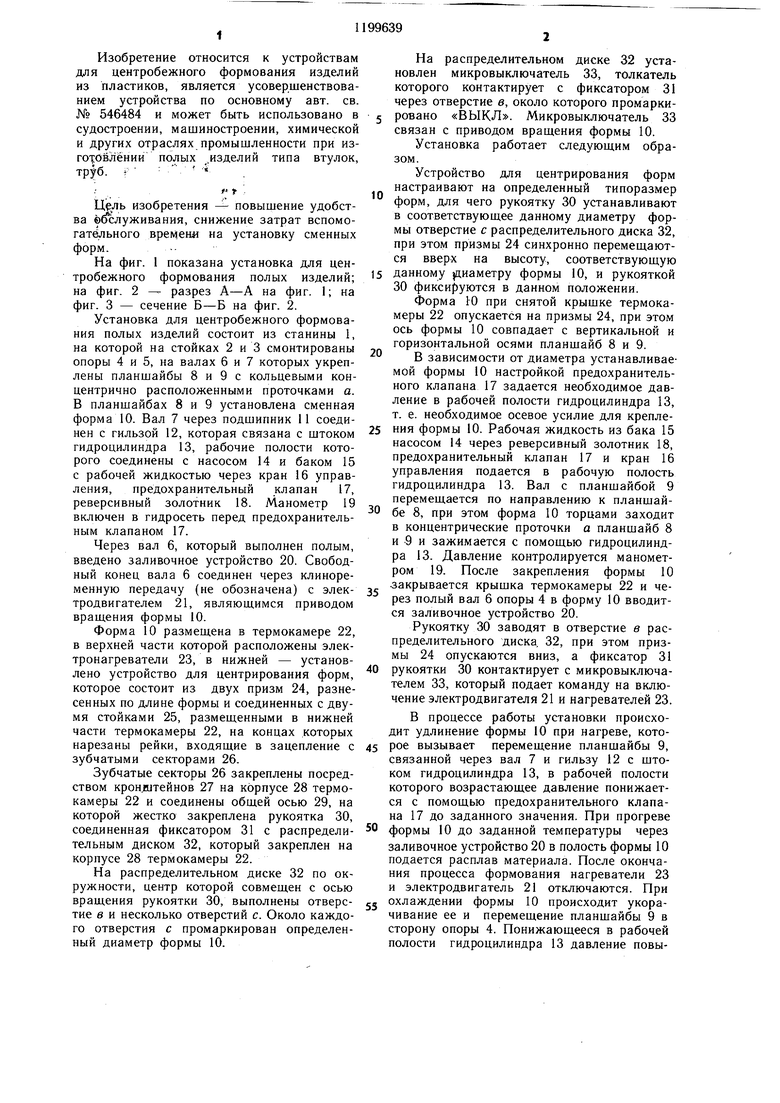
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЦЕНТРОБЕЖНОГО ФОРМОВАНИЯ ИЗДЕЛИЯ ИЗ ПОЛИМЕРНОЙ КОМПОЗИЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2072917C1 |
| Установка для центробежного формования полых изделий | 1978 |
|
SU738889A1 |
| Установка для формования тел вращения из бетонных смесей центрифугированием | 1986 |
|
SU1386471A1 |
| Станок для обработки концов труб | 1983 |
|
SU1117147A1 |
| Гидроклиновое устройство | 1989 |
|
SU1670120A1 |
| Поворотный делительный стол | 1978 |
|
SU766829A1 |
| Устройство для сварки неповоротных стыков труб | 1983 |
|
SU1098727A1 |
| Вибрационная центробежно-планетарная установка | 1982 |
|
SU1165556A1 |
| Поворотный делительный стол | 1985 |
|
SU1283048A1 |
| ГЕНЕРАТОРНАЯ УСТАНОВКА | 1999 |
|
RU2171911C1 |
1. УСТАНОВКА ДЛЯ ЦЕНТРОБЕЖНОГО ФОРМОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ по авт. св. № 546484, отличающаяся тем, что, с целью улучшения условий эксплуатации и снижения затрат вспомогательного времени, она снабжена устройством для центрирования форм, выполненным в виде расположенных внутри термокамеры призм, закрепленных на стойке, установленной с возможностью вертикального перемещения и связанной с приводной рукояткой, и закрепленного на корпусе, термокамеры распределительного диска с микровыключателем, связанным с рукояткой и приводом вращения форм, причем рукоятка имеет фиксатор, а в распределительном диске выполнены по окружности отверстия под фиксатор рукоятки. 2. Установка по п. 1, отличающаяся тем, что нижний конец стойки выполнен в виде зубчатой рейки, находящейся в зацеплении с зубчатым сектором, закрепленным на оси рукоятки.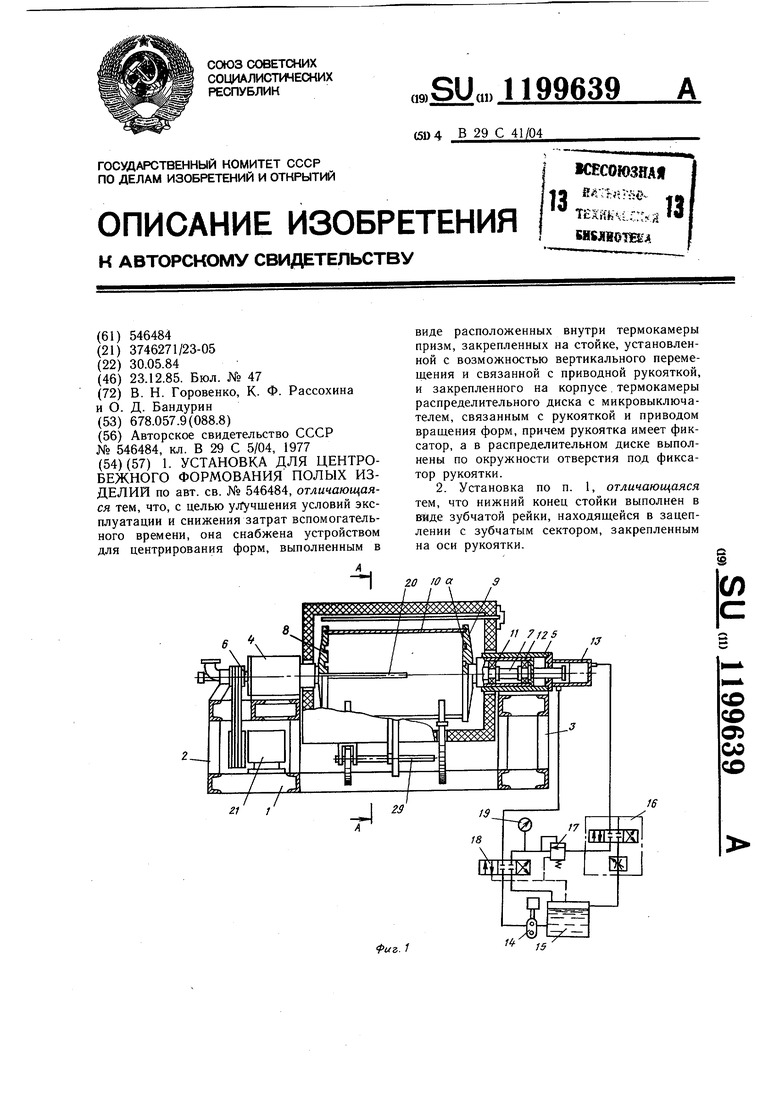
23
22
гб 23 30
Фиг. 2.
6-Б
Фи. 3
| 1974 |
|
SU546484A1 | |
| Солесос | 1922 |
|
SU29A1 |
