(54) УСТАНОВКА ДЛЯ ЦЕНТРОБЕЖНОГО ФОРМОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для центробежного изготовления втулок из полимерного материала | 1986 |
|
SU1353623A1 |
| Установка для центробежного формования полых изделий | 1984 |
|
SU1199639A2 |
| Установка для центробежного формования втулок из полимерных материалов | 1988 |
|
SU1669739A1 |
| Центробежная установка для заливки полых изделий из полимерных материалов | 1984 |
|
SU1204387A1 |
| Установка для центробежного формования втулок из полимерного материала | 1987 |
|
SU1407818A1 |
| Установка для центробежного литья втулок из полимерного материала | 1976 |
|
SU610669A1 |
| Установка для центробежного формования изделий из полимерных материалов | 1982 |
|
SU1066829A1 |
| СПОСОБ ЦЕНТРОБЕЖНОГО ФОРМОВАНИЯ ИЗДЕЛИЯ ИЗ ПОЛИМЕРНОЙ КОМПОЗИЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2072917C1 |
| Устройство для центробежного литья изделий из полимерных материалов | 1981 |
|
SU979130A1 |
| Устройство для центробежного литья изделий из полимерных материалов | 1985 |
|
SU1351804A2 |
Изобретение относится к оборудованию для формования пластиков, а именно к отливке в формах капролЬновых втулок центробежным способом. Оно может быть использовано в судостроении, химической, машиностроительной, энергетической и других отраслях .промышленности.
Известна установка для центробежного формования втулок из пластмасс, в которой форма снабжена установленным на ее крышке компенсатором теплового расширения 1..
Но компенсатор, воспринимая тепловое расширение корпуса формы по длине, создает дополнительное осевое усилие, передающееся на узлы установки, что снижает надежность ее в работе. Подобный тип .компенсатора, закрепляемого на крышке формы, усложняет ее конструкцию, так как для каждой сменной формы требуется свой компенсатор.
Известна также являющаяся наиболее близкой к изобретению установка для центробежного формования, содержащая станину, смонтированные на -ней опоры и обогреваемую полимеризационную камеру, расположенные в
ней формы, установленныев планшайбах, размещенных опорах, одна из которых через полый вал связана с приводом вращения форм, а другая - с приводом ее возвратно-поступательного перемещения, и заливочное устройство, расположенное в полом вгшу опоры 2.
В ЭТ.ОЙ установке с целью компен10сации термического удлинения формы и обеспечения заданного осевого усилия крепления формы в опорах в процессе работы привод возвратно-поступательного перемещения опоры выпол15нен в виде гидооцилиндра, рабочие полости которого сообщаются с прег о хранительным клапаном, вклю.ченным в гидросистему цилиндра. Планшайбы установки выполнены с кольцевыми
20 концентрично расположенными проточками .
Производительность такой- установки невысокая, так как 6 течение одного технологического цикла отли25вается только одна втулка.
Цель изобретения - повышение производительности установки путем заливки нескольких форм в процессе .формования.
Указанная цель достигается тем, установка снабжена смонтированной вполом валу опоры с во.эможТУбеТбй осевого перемещения распределительной муфтой с отверстиями на ёокбвоЙ -повёрхности, причем вйходной конец заливочного устройства размещен в ней, а в планшайбе этой опоры выполнены каналы, сообщайШеСя с внутренними полостями форм и с от вер стйяШ распределительной муфты.
Планшайба снабжена крышкой и со стороны обращенной кпослёдаей, выполнена с выточками, образующими кан:алы7
Рах;нределйте.пьная муфта снабжена
IШИ15ШГм e ё76cЪвofc пёpё ЖщёШя,выполненным в виде подвижной штанги с резьбовым концом, на котором закреплён к.
Такое выполнение установки првыiHS T ё& производйгёйЬнЬстй, TS:K i ;ak . позволяет по,следовательно подавать ; расплав в несколько форм и одновременно формовать несколько втулок за одинтехнологический цикл,
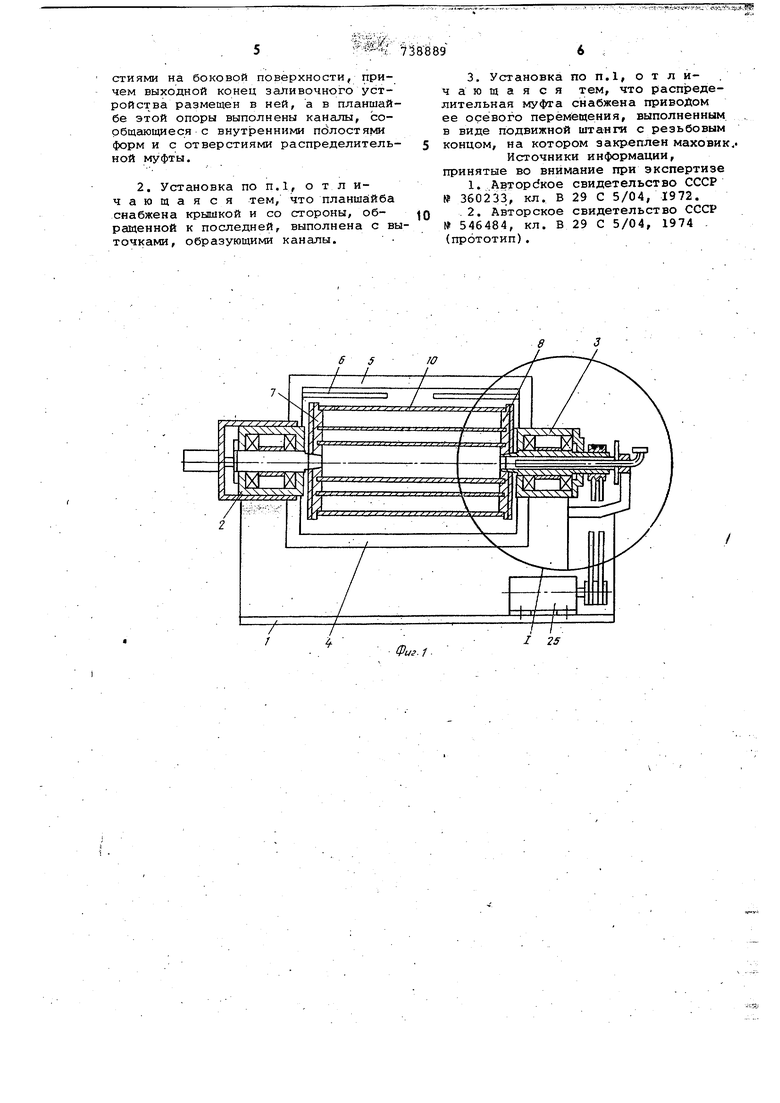
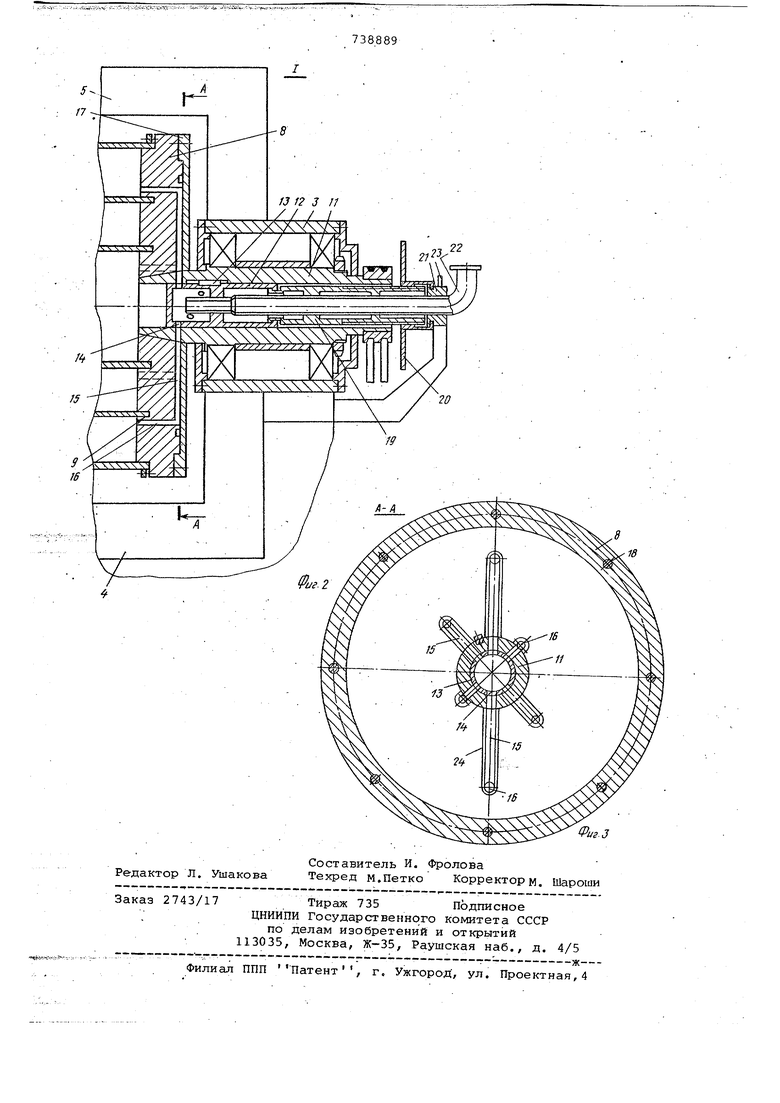
. На фиг. 1-изображена предлагаемая установка, -продольный ра зрез; на фиг. 2 - узел I (пйдачйЁ раШлава) фиг.; на фиг. .3 - разрез А-А
фиг.2. -
Установка содержит станину 1 с установленными на ней. подшипникоными опорами. 2 и 3, полимеризадионн5гю камеру 4, образованную станиной 1 н крыщкой 5 снабженной нагревателями 6. В полимеризационнйй камере 4 на
KffHifuX Валов подшипниковых опор 2 и 3 ус анрвлены плашиайбы 7 и 8, в
кольцевых выточках котсчрих; эа:й-реплены формы 10. В полом валу 11 опоры 3 помещена распределительная
«.r.-.-..-j..--.«-..r,,-.-,rf.;-t.-- -- -...-- .... ,,-., ..l..,..4,..,feshJi Jtai iiSS S.. -- муфта 12,. которая стопорится тТ:к ворота шпонкой 1.3.а1Сщ ё;Ш31йтёльная муфта 12 имеет радиальные, располоЖёТГйьге- п1Ь вкружности и с К щенные
ШПй&йо В осейом. направлении отверстия 14, крторые сообадаготся с радиальными 15 и осевн&Ф 16 каналами планшайбы 8, азатем с внутрённймн полостями 10. Планшайба 8 имеет съемную Арншку 17, кото1 ая крепится болтами 18. Распределительная муфта 12 взаиепление с подвижной
в ocefeoM нагдаавдении штаягой 19, на которой закреплен маховик 20. Маховик 2fp зёсгопорен .от осевого перемещениякронштейном 21, в который вставляется заливочное устройство 22, Заливочное устройство 22 стопорится винтом23 Уплдтйт1 тёльныё йлёМенты
24 преднаэначёйы ййй уйЗтотне ий ;
радиальных каналов 15 и выполнены из
1Йзино§отоШ Р Й 1 5Ш1 о-ШЖ- -jfiB р ат но го сечени я. Фор1«к 10 йрйвожятся во врай5енйе приводом 25.
Установка paeofieVследующим
- --- - -.. .-.1.--:....-.. . . .. ... . .- jlifey.:...-t.i - Образом.
Формы 10 устанавлйваютсн в кольцевых проточках планшайб 7 и 8. Крышка 5 полимеризационной камеры 4 закрвается. Включаются нагреватели 6, нагревающие формы 10 до 180°С, Включается привод 25 вращения форм 10. С помощью маховика 20 и подвижной штанги 19 распределительная муфта 12 перемещается в крайнее ггравое положение так, чтобы радиальные отверстия
14совпали с радиальными каналами 15. Контроль перемещения муфты 12 осуществляется по мерной шкале, расположённой на подвижной штанге 19.
Через заливочное устройство 22 подается расплав капролона. После заполнения формы 10 наибольшего диаметра подача расплава прекращается. Распределительная муфта 12 перемещается в следующее положение, при котором соответствующие радиальные отверстия 14 совпадают с соответствующими радиальными каналами
15в планшайбе 8. Через заливочное устройство 22 снова подается расплав капролона. Заполнение следующих форм 10 меньшего диаметра происходит ансшогично. По заполнении всех форм 10 форзЖ) в-гулок происходит одновременно. После окончания формования йагреватели б и привод 25 отключаются, а когда снизится температура в полимеризационной камере 4, крышка 5 открывается, формь 10 извлекаются. Затем цикл повторяется. Для возможности очистки каналов планшайбы 8 от остатков раплава капрлона крышка 17 выполнена съемной.
Благодаря последовательной заливке форм и одновременного формования нёскольких втулок производительность установки повышается на 30%. Ориентировочный зкономический эффект от вй ёДреййй установки на одном предприятии в отрасли составит около 10 тыс. руб..
Формула изобретения
Производительности установки путем заливки нескольких форм, она снабжейа установленной вполом валу опоры с воз йжностью осевого перемещения
распрёйелитёльной муфтой с от верстиями на боковой поверхности, причем выходной конец заливочного устройства размещен в ней, а в планшайбе этой опоры выполнены каналы, сообщающиеся с внутренними полостями форм и с отверстиями распределительной муфты.
Источники информации, принятые во внимание при экспертизе
.2. Авторское свидетельство СССР
0 № 546484, кл. В 29 С 5/04, 1974 (прототип).
