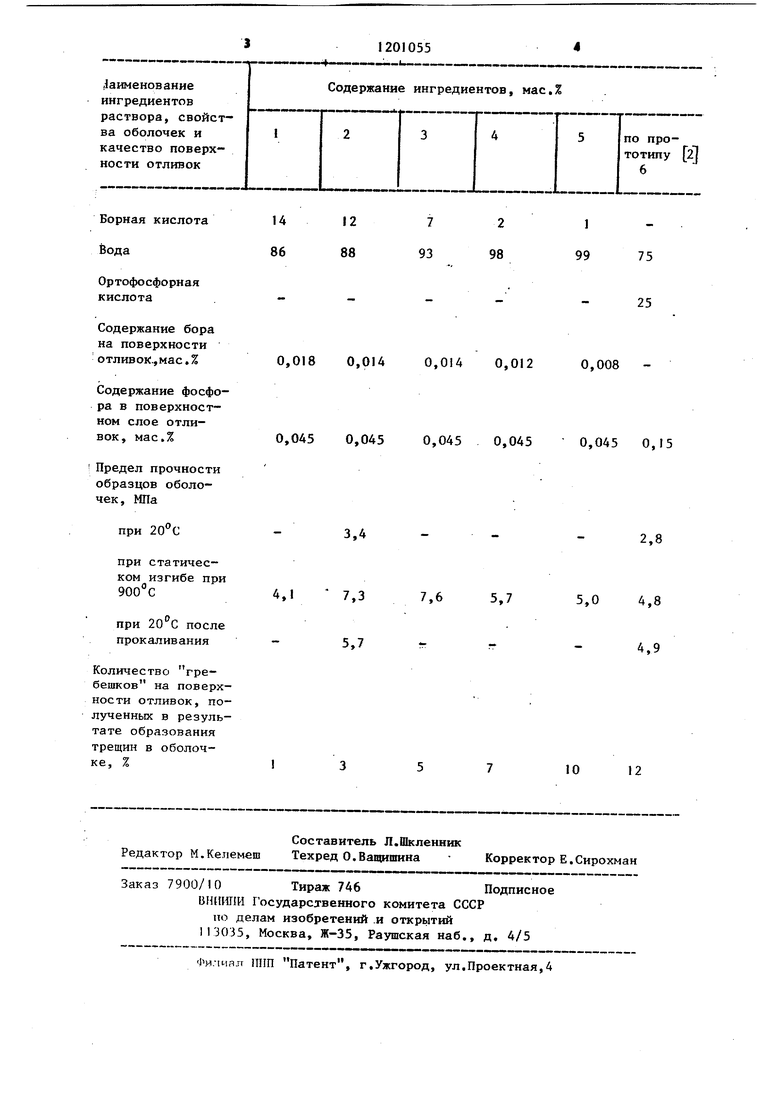
Изобретение относятся к литейному производству в частности для удаления модельного материала из многослойных оболочковых форм в литье по вьшлавляемым моделям. Целью изобретения является повышение прочности оболочек при их прокаливании и улучшение качества поверхности отливок за счет соответс венно спекания и уменьшения гребе ков, , , Сущность изобретения заключается в том, что для удаления модельного материала из оболочковых форм для . литья по вьшлавляемым моделям исполь зуют раствор борной кислоты с концен рацией 2-12%, При выплавлении.в этом растворе оболочковые формы пропитьшаются борн кислотой, а при прокаливании происходит разложение борной кислоты до борного ангидрида по реакции . Борный ангидрид плавится при 600 С заполняя образовавшиеся в кварцевой оболочке макро- и микротрещины, оболочка спекается и повьшается ее проч ность. При заливке форм металлом про исходит диффузия бора в поверхностный слой отливок, что способствует упрочнению их поверхности. Раствор по изобретению готовят следующим образом, 930 мл воды нагревают до 50-80 С и вводят 70 г борной кислоты. Раствор перемешивают 1-2 мин и нагревают до 98-100 С для окончательного растворения борной кислоты и подготовки раствора к эксплуатации. Аналогичным образом готовят 5 вариантов пред лагаемого раствора. Опробование растворов по изобретению для выплавления модельного состава из оболочковых форм осуществляют в сравнении с известным. Готовят раствор с борной кислотой по изобретению и с фосфорной кислотой марки ч, при этом раствор с фосфорной кислотой плотностью J 1,47 г/см Раствор фосфорной кислоты подогревают до 100-102°С. В горячих растворах выплавляют образцы оболочки для механических испытаний, а также, оболочковые формы для заливки их металлом. Оболочковые формы и образцы 4-слойные комбинированные: 3 слоя с этилеиликатным связующим, 1 - на жидкостекольном связующем. Формы заливают сталью 45 Л при . 1550-1580°С, охлаждают 70 мин, а затем передают на определение в поверхностном слое содержания фосфора и бора. Результаты испытаний образцов оболочки и исследований поверхности приведены в таблице. Из таблицы видно, что при содержании борной кислоты менее 2% эффект упрочнения форм незначителен. При содержании борной кислоты более 12% наблюдается снижение прочности оболочки при 900 С вследствие образования большого количества легкоплавких соединений, У оболочкиJвыплавленной в раст- воре по изобретению, прочность до прокаливания, в процессе и после прокаливания превьш1ает прочность оболочек, выплавленных в известном растворе. Следствием этого является снижение количества гребешков на поверхности отливок, так как резко уменьшается образование трещин в оболочке. Наличие бора,в поверхностном слое отливки не ухудшает свойств, отливок, полученных в оболочке по изобретению, в отличие от свойств, известных отливок, когда содержание фосфора в поверхностном слое отливок более чем в 2 раза пре-. вышает допустимый предел. Применение изобретения позволяет повысить прочность оболочковых форм, что приводит к снижению брака по гребешкам из-за уменьшения образования трещин, а также улучшить качество поверхности отливок за счет исключения содержания фосфора в поверхностном слое отливки. Экономический эффект от использования изобретения ориентировочно составляет 5 руб. на 1 т годного литья за счет уменьшения брака по а также зачистки гребешзасору, ков на отливках.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532753C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2010 |
|
RU2433013C1 |
| Способ изготовления многослойных оболочковых литейных форм по выплавляемым моделям | 2020 |
|
RU2746664C1 |
| Способ изготовления оболочковых форм,получаемых по выплавляемым моделям | 1983 |
|
SU1139560A1 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям | 2019 |
|
RU2707642C1 |
| Раствор для удаления модельного материала из оболочковых форм | 1983 |
|
SU1174151A1 |
| Суспензия для изготовления многослойных оболочковых форм по выплавляемым моделям | 1981 |
|
SU1066716A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УДАЛЯЕМЫХ МОДЕЛЕЙ | 2000 |
|
RU2185919C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532764C1 |
| Обсыпочный материал для изготовления оболочковых форм по выплавляемым моделям | 1982 |
|
SU1068203A1 |
РАСТВОР ДЛЯ УДАЛЕНИЯ МОДЕЛЬНОГО МАТЕРИАЛА ИЗ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ФОРМ, изготовленных по выплавпяемым моделям, содержащий воду и неорганическую кислоту, отличающийся тем, что, с целью повышения прочности оболочек при их прокаливании и улучшения качества поверхности отливок за счет соотвегственно спекания и уменьшения гребешков, раствор в качестве неорганической кислоты содержит борную при следующем соотношении ингредиентов, мас.%: Борная кислота 2-12 Вода88-98 «
| Выплавляющий водный раствор для удаления легкоплавких моделей из керамической формы | 1973 |
|
SU458390A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Литье по вплавляемым моделям/ Под ред | |||
| Я.И.Шклейника и В.А.Озерова | |||
| М.: Машиностроение, 1961, с | |||
| ИЗМЕРИТЕЛЬ ПАССИВНЫХ КОМПЛЕКСНЫХ ЭЛЕКТРИЧЕСКИХ ПАРАМЕТРОВ | 0 |
|
SU259260A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
