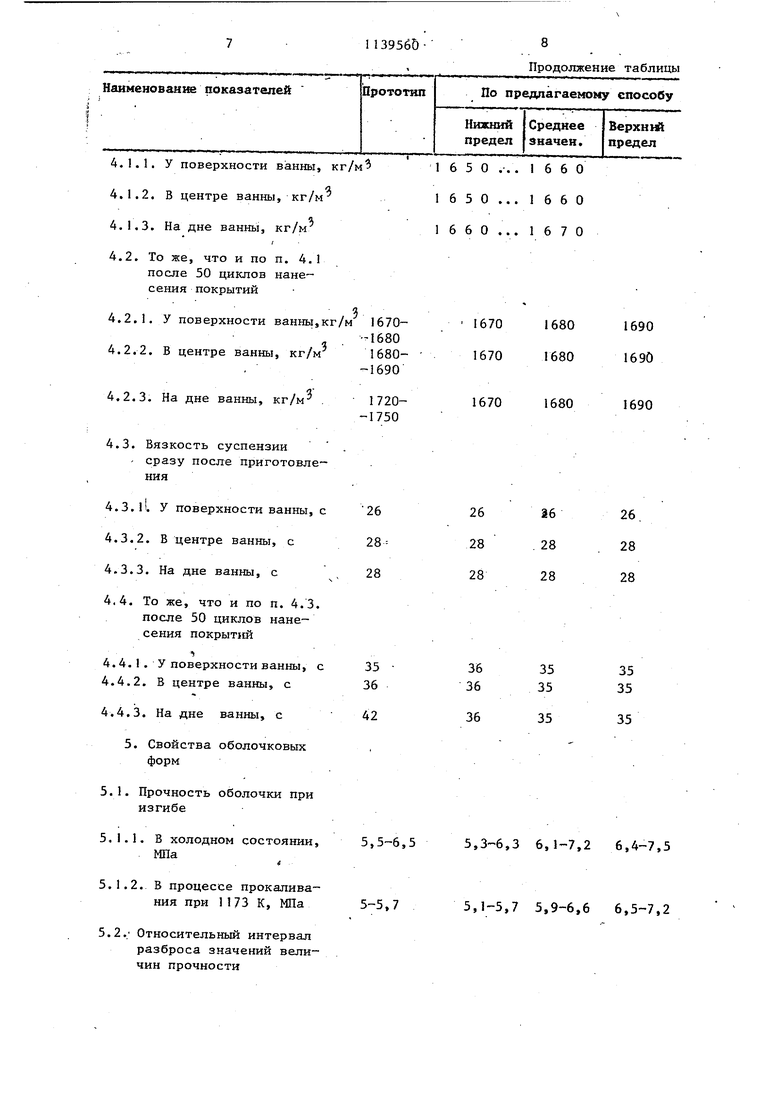
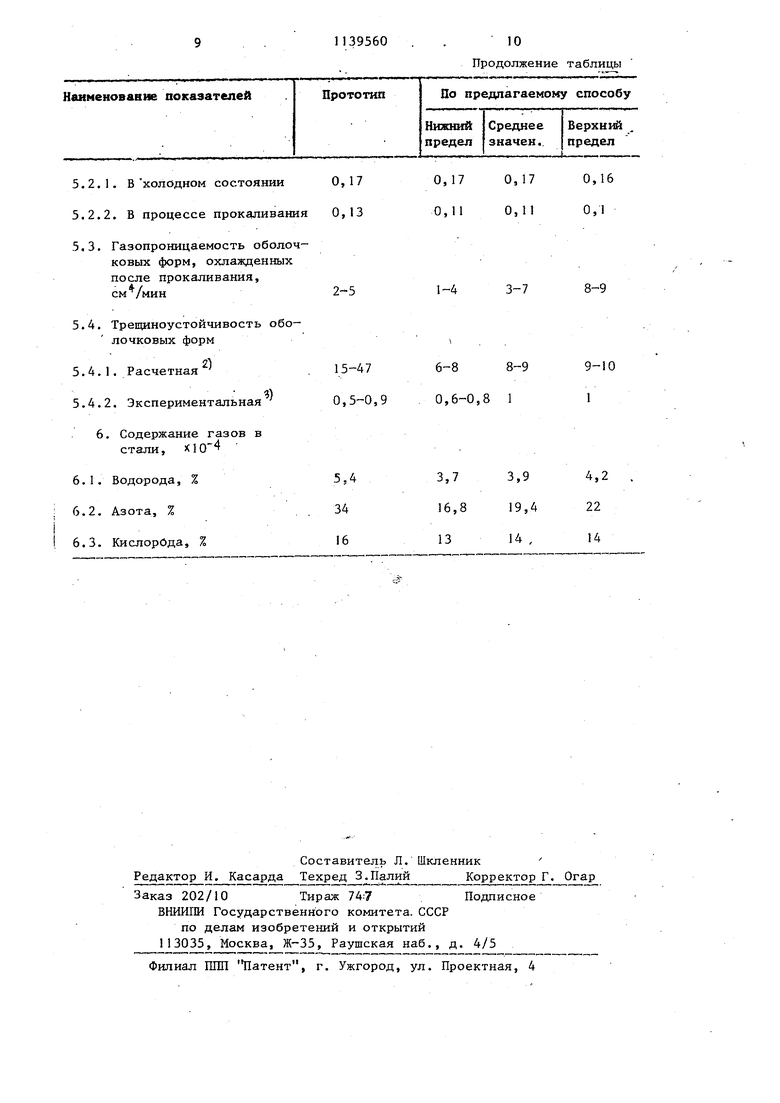
Изобретение относит.ся к литью по вьшлавляемым моделям, в частности к формированию оболочковых форм при послойном нанесении покрытий. Известны способы изготовления оболочковых форм, получаемых по выплавляемым моделям, включающие операции послойного нанесения покрытий на модельньЁй блок, чередование one- .раций ввода модельного блока в суспензию, извлечения его из последней и обсыпки блока со слоем суспензии огнеупорным материалом. При этом для уменьшения трещин в оболочке и .повьшения .ее газопроницаемости в суспензию или в оболочный материал вводят добавки . Однако известными способами не обеспечивается получение достаточно газопроницаемости оболочковой формы что препятствует наиболее эффек тивному удалению воздуха из оболочки в процессе заливки расплавом. Оболочки склонны к образованию трещин, а их прочность при изгибене превышает 5 Шa, что недостаточно для восприятия силовых и температурных нагрузок, действующих на обо лочку. Кроме того, из-за неоднородности суспензии по высоте ванны и, как следствие, оболочки имеет место высокий процент брака по разрушению оболочки, что является причиной повышенного расхода связующего. Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является способ изготовления оболочковых форм, получаем по выплавляемым моделям, включающий нанесение на модельный блок многослойного покрытия, причем третий сл наносят погружением блока в суспензию, которую предварительно вспенивают инертным газом или сухим возду хом, обсыпку огнеупорным материалом сушку оболочки, выплавление из нее моделей и прокаливание оболочки з Однако нанесение на блок вспененной суспензии только для третье го слоя незначительно улучшает проч ность формы. При этом нет ее стабильности, а газопроницаемость оболочки практически не повьшается. Цель изобретения стабилизация прочности и газопроницаемости форм, а также снижение расхода связующего Указанная цель достигается тем, что согласно способу изготовления оболочковых форм, получаемых по выплавляемым моделям, включающему нанесение на модельный блок многослойного покрытия, причем третий слой наносят погружением блока в суспензию, которую предварительно вспенивают инертным газом или сухим воздухом, обсыпку огнеупорным материалом, . сушку оболочки, выплавление из нее моделей и прокаливание обЬлочки, суспензию вспенивают инертным га- зом при нанесении ее .для формирования второго и последующих после третьего слоев оболочки. Сущность способа состоит в том, что для формирования второго и последующих после третьего сдоев оболочки суспензию продувают инертными газами . Последняя барботирует, что . способствует предотвращению седиментационного разделения компонентов, повышению однородности и стабилизации свойств суспензии. Кроме того, пузырьки инертньпс газов, поднимаясь, осаждаются на модельном блоке вместе со, слоем суспензии, несмотря на т6, что при обсыпке блока и сушке слоя значительная часть газов из тюр удаляется. Увеличение пор хотя и уменьшает число контактов между зернами, однако прочность оболочки в горячем состоянии не падает, так как увеличение количества пор препятствует развитию трещин в оболочке при её прокаливании, что является существенным дпя повышения прочности при уменьшении разброса значений прочности, т.е. увеличение количества пор приводит к стабилизированию прочностных свойств оболочки. Кроме того, имеет место повьЩ1ение газопроницаемости за счет того, что не все поры оказываются закрытыми, а из осажденных пузырьков газов образуются в дальнейшем поры, часть из : которых сообщается, благодаря чему и происходит повьпценке газопроницаемости при нанесении всех слоев, кроме первого, из вспененной суспензии. Повышение пористости оболочки способствует- созданию во время заливки наилучпштс условий массопереноса газа по сечению оболочковой формы, что в свою очередь, способствует эффективному отводу газов от поверхности кристаллизующегося металла на границе с поверхностью формы и позволяет снизить газосодержание металла отливок. Пористая структура оболочки при прочих равных условиях обеспечивает также повышение прочности оболочки за счет увеличения толщины слоя. При этом сокращается .расход связующего за счет снижения брака по разрушению оболочки. Пористая структура оболочки повьшает ее трещино- устойчивость, поскольку в процессе распространения трещин поры вызываю интенсивное ветвление трещин и их последующую остановку. Исследуют свойств.а суспензий и оболочек из нее с вспениванием суспензии под избыточным давлением 0,02-0,2 МПа инертным газом при погружении модельного блока для фор мирования третьего слоя прототип| и для формирования второго и последующих после третьего слоев оболочки. Нижний предел ограничения избы- touHoro давления (0,02 МПа) обусловлен возможностью создания избыточного давления инертного газа в объеме связующего и возможностью седиментацнонного подъема пузырьков инертного газа в суспензии.Это зна чение является .минимальным, при котором возможно образование пузырьков. Оно лишь на незначительную величину превьшает статическое давление. Верхний предел ограничения давле ния (0,20 МПа обусловлен возможностями (с учетом техники безопасно ти) использования емкостей, содержа щих инертные газы - баллонов, имеющ ограничения по давлению вьшускаемог из них газа в условиях его транспор тировки пр шлангам от специально оборудованных мест к участкам нанесения покрытий. Суспензию продувают инертными г зами для формирования второго и последующих после третьего слоев обо лочки. Изготавливают образцы и опытные оболочковые формы. Прочность при и гибе определяют на образцах - плас тинках размером 65x20 4 f-iM, а газо проницаемость - на круглых пластин ках ,65x4 мм, скрепляемых с гильзой стандартного прибора с помощью модельного состава. Полученные результаты газопроницаемости используют для оценки содержания газов ( ) в металл,е. Стабилизацию свойств суспензии оцейивают по величине относительного интервала разброса значений одного из главных свойств оболочки - ее Прочности при изгибе (см, таблицу. Расход связующего оценивают по проценту брака, по разрушению и дефектности оболочковых форм, пренебрегая при этом естественным ростом трудоемкости . как следствием поввшения расхода связую- щего. Данные таблицы показывают, что вспенивание суспензии инертным газом под избыточным давлением 0,02-0,2 Ша при нанесении ее для формирования второго и последующих после третьего слоев оболочки дает эффект по стаби- билизации свойств суспензии, т.е. плотность ее остается постоянной после 50 циклов погружения моделей, уменьшается разброс в прочности оболочки при. испытаниях на изгиб в горяуем состоянии, так как-повышается трещиноустойчивость; повышается с 2-5 до 8-9 ед. газопроницаемость оболочки, что- приводит к снижению газосодержания в отливках, например кислорода с 13. до 14.. Повьш1ение прочности .и трещино- устойчивости оболочки обусловлено равномерным распределением пор по сечению оболочки, что останавливает развитие микротрещин, размеры которых соизмеримы с зерном обсыпочного кварцевого песка. Повышение газопроницаемости оболочки обусловлено увеличением пористости оболочки. Способ изготовления оболочковых форм., получаемых по выплавляемым моделкм, осуществляется следующим обР-Г-.ЗОМ. Первый, облицовочный слой -суспензии наносят на блок моделей по известч ной технологии, т.е. погружают в суспензию, затем извлекают, снимают избыток суспензии и затем обсыпают кварцевым песком, после чего сушат. При нанесении второго и последующего слоев оболочки модельный блок погружают в емкость с суспензией, в которой смонтировано приспособление в виде трубки с отверстиями для подачи инертного газа. Одновременно с погружезшем модельного блока в суспензию подают инертный газ, благо5 , даря чему суспензия барботирует, Инертный газ, .вводимый в суспензию, локализуется в виде пузырьковэ которые поднимаются, вступают в контакт .с модельным блоком, оседая на нем, Момент выхода пузырьков на поверхность |(он,.)Как правило, соответствует моменту времени через 1-2 с после подачи газа, -в суспензию под давлением 0,02-0,2 МПа соответствует сигналу прекращения барботирования суспензии. Давление отключают, блок извлекают и обсыпают песком, затем сушат 1-3 ч на воздухе. Третий, четвертый и все последующие слои суспензии наносят по указанной технологии, т.е аналогичной второму слою. Величина прикладываемого к инертному газу давления может быть как постоянной, faK и переменной, но во всех случаях она укладывается в интервал 0,020,2 МПа, После завершения формирования слоев блок направляют на дальнейшие операции: выплавление, прокаливание и т.д. Опробование способа продувки суспензии аргоном в литье по выплавляемым моделям для формирования второго и последующих после третьего 60 слоев оболочки с целью повышения однородности суспензии, газопрони- . цаемости оболочковой формы и ее тре- ш 1ноустойчивости и прочности, снижения газосодержания отливок показывает, что плотность и вязкость суспензии стабилизируются во времени, повышаются и стабилизируются прочность оболочки и трещиноустой- чивость, увеличивается газопроницаемость последней, снижается газо- содержание отливок, а также умень-,: шается поломка оболочек, так как повьш1ается пористость последних. Реализация предлагаемого способа изготовления оболочковых форм при литье по выплавляемым моделям со вспениванием суспензии инертным газом при нанесении ее для формирования второго и последующих после третьего слоев оболочки позволяет сохранить свойства суспензии после 50 циклов нанесения покрытия, стабилизировать прочностные свойства оболочек, что уменьшает брак по разрушению форм на 2-28%, повышает в 1,5-2 раза газопроницаемость оболочковой формЫз снижает затраты на связующее на 24- 36 руб..

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления оболочковых форм | 1981 |
|
SU948530A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1991 |
|
RU2033292C1 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям | 2019 |
|
RU2707642C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532753C1 |
| Обсыпочный материал | 1974 |
|
SU511135A1 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям | 2018 |
|
RU2691914C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧЕК ДЛЯ ЛИТЬЯ ПО УДАЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2547071C1 |
| Суспензия для изготовления промежуточных слоев литейных керамических форм,получаемых по выплавляемым моделям | 1979 |
|
SU863695A1 |
| Способ изготовления керамической оболочки для литья по выплавляемым моделям | 2018 |
|
RU2685827C1 |
| Способ изготовления оболочковых форм по выплавляемым моделям | 1990 |
|
SU1770032A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ, ПОЛУЧАЕМЫХ ПО ВЬШЛАВЛЯЕМЫМ МОДЕЛЯМ, включаклций нанесение на модельный блок многослойного покрытия, причем третий слой наносят .погружением блока в суспензию, которую предварительно вспенивают инертным газом или сухим воздухом, обсьшку огнеупорным материалом, сушку оболочки, выплавление из нее моделей и прокаливание оболочки, отличающийся feM, что, с целью стабилизации прочности и газопроницаемости форм, а также снижения расхода связующего, суспензию вспенивают инертным тазом при нанесе ши ее для формирований второго и последующих после третьего слоев оболочки.
1,Составы покрытий
(, 35 кг/лj, мл
1,5 о Кварц пылевидный ПК-4,
2,Обсыпочньш материал
3,Величина прикладываемого давлеш я, МПа
4,1. Плотность суспензии сразу после приготовления
1000 1000 1000 1200 1200 1200 ПО ПО ПО
41 3,0
41
41 3,0
3,0
Кварцевый песок
0,2
0,02 OJ
л
а
г
1 4.4. 1 . У поверхности ванны, с
8
I 139565 Продолжение таблицы
1670 1680 1690 1670 1680 1690
1670 1680
1690
36 36
35 35
35 35
35
35
36
5,3-6,3 6,1-7,2 6,4-7,5
5,5-6,5
5,1-5,7 5,9-6,6 6,5-7,2
5-5,7
1139560
см /мин
2У
10
Продолжение таблицы
0,17 0,17 0,16 0,11 0,11 0,1
8-9
3-7
1-4
8-9
1
4,2
3,9 22
19,4
14
14 ,
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Лнтье по вьшлавляемым моделям | |||
| Инженерная монография под .ред | |||
| Шкленника Л.И | |||
| и Озерова В.Ф | |||
| М., Машиностроение, 1971, с | |||
| Катодное реле | 1921 |
|
SU250A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ получения суррогата олифы | 1922 |
|
SU164A1 |
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
