1
Изобретение относится к электродуговой сварке металлов неплавящимся элементом.
Известен способ регулирования, основанный на контроле характеристик сварочной дугикак источника нагрева путем измерения тока и напряжения сварочной дуги и вычисления мощности, вводимой в пятно нагрева, величину, которая используется для регулирования процесса сварки. Данный способ позволяет осуществить регулирование лишь по величине средней мощности, которая подводится к свариваемому изделию. При этом- совершенно не учитьшается закон распределения теплового потока по поверхности свариваемого изделия 1 .
Однако геомет{1ия сварного шва и качество ,5 сварного соединения тонкостенного изделия существенным образом зависят от того, каким образом распределена плотность теплового потока по пятну нагрева.
Цель изобретения - noBhiiliefme качества JQ регулирования процесса сварки тоьпсостенных изделий на повышенных скоростях за счет учета распределения плотности теплового потоха по пятну нагрева.
Поставленная цель достигается тем, что в качестве параметра регулирования используют значение частоты максимума мнимой частотной характеристики комплексного сопротивления обратно пропорциональное диаметру пятна нагрева, получаемого путем наложения на ток дуги малого гармонического возмущения переменной частоты, и измерения мнимой части комплексного сопротивления электрической дуги по переменным составляющим тока и напряжения с последующим определением частоты максимума мнимой частотной характеристики комплексного сопротивления.
Тепловой поток в изделие от действия cBffрочной дуги распределен обычно по закону, близкому к нормальному круговому
q Qoexp(-MV),
(1)
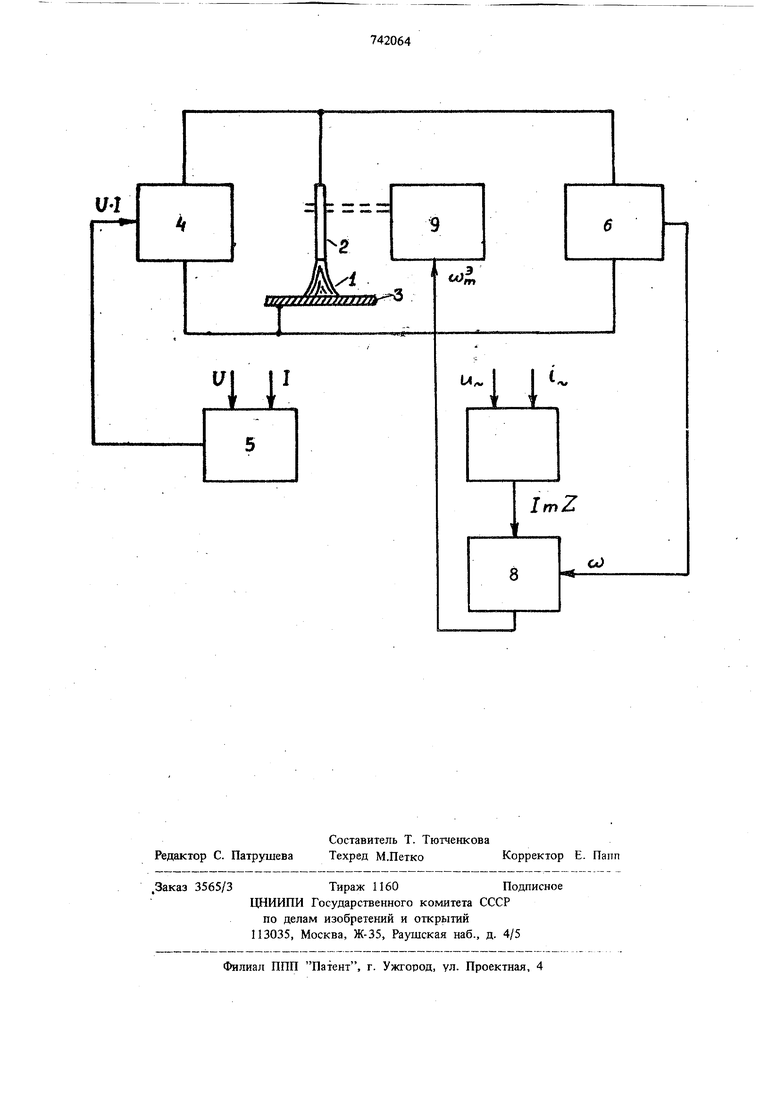
где q - плотность теплового потока; QO - максимальное значение теплового потока, достигаемое в центре пятна-нагрева; г - текущее значение радиуса пятна нагрева; М - коэффициент сосредоточенности теплоисточника. При сварке тонкостенных изделий показатели сварного шва определяются как величиной интегрального теплового потока, так и его локальными характеристиками, в частности величиной софедоточенности М, которая при заданном законе распределения определяет диаметр пятна нагрева. Следует отметить, что ни диаметр пятна нагрева, ни коэффициент сосредоточенности не могут быть определены в процессе сварки известными способами, что затрудняет управление процессом сварки, ухур. шает показатели сварного шва. Предлаг1аемый способ регулирования основа на контроле козффивдента сосредоточенности по внешним электрическим характеристикам дуги постоянного тока. Температурное поле в изделии при сварке описывается следующим уравнением f-l f-S-- ;где Т (Т-TO)/TJ - безразмерная температу ра; Т. - масштабная температура TO - температура окружающе , .- безразмерные пространственные координаты; -характерный размер; -безразмерная скорость сварки; V - скорость сварки; а - коэффициент температуропроводности;Fo at/l- число Фурье (безразмер ное время); - число Померанцева; Qy - мощность теплоисточника;X - коэффициент теплопроводности. Типичные значения параметров технологического процесса имеют следующие величины: скорость сварки V от 0,05 до 0,5 м/с, толщина материала свариваемого изделия 0,2-1,0 мм характерный размер, в качестве которого удоб но выбирать М М (1,5-3,0)10 м.При эти данных для стали, коэффициент температуропроводности которой а 0,5-10 , безразмерная скорость (число Пекле) лежит в пр делах от 3 до 30. Это позволяет использовать для анализа решения уравнение (2) асимптотические разложения для больших Ре.: 4 Частотная характеристика температурного поля в центре пятна нагрева имеет вид ТС. Р„ (l-erflj)exp(-i ) (3) 2Р - 2Р,-- 4Ре Мнимая часть частотной характеристики (3) может быть представлена следующим образом; РО 1 Та; -1-еF( ). mо 2Ре где w безразмерная круговая частота, соответствующая безразмерному времени РО В Je dt,интеграл вероятности. Функция F(z) имеет максимум, по частоте Kojoporo CJ можно провести оценку постоянной времени тепловых процессов в пятне нагрева 0,|. ®т т.(5) Или с учетом параметров технологического процесса: 0 с другой стороны, величина постоянной времени 0 может быть найдена по результатам измерения внешних электрических характеристик сварочной дуги при наложении на постоянньш ток дуги малого (2-5% от значения сварочного тока) синусоидального возмущения. Она определяется как величина, обратная частоте максимума мнимой частотной характеристики комплгксного сопротивления сварочной дуги по переменной составляющей Z(iw) U(iw)/ijio;), где U(ia)) - комплекстное значение переменной составляющей напряжения ) - комплексное значение тока переменной составляющей тока дуги. При этом частота синусоидального возмущения выбирается таким образом, чтобы 0,1 (jj&- 10. Для указанных параметров технологического процесса круговая частота возмущения должна изменяться в пределах от 10 до 10 рад/с. Обозначая через 0. - постоянную времени нагрева изделия, определяемую экспериментально по результатам измерения переменных составляющих тока и напряжения дуги, получаем 0. 0т илиэ М -L . -L 1 m , |У|, -j7 --.) -{Г v® W V где с - частота максимума I l(iw), определяемая по результатам измерения переменных составляющих тока и. напряжения дуги. Диаметр пятна нагрева при сварке связан коэффициентом сосредоточенности соотноше1ш D -46 и М а диаметр пятна нагрева (следовательно, и ко эффициент сосредоточенности) зависит от длины дуги. Таким образом, изменяя длину дуги, можн стабилизировать значение коэффициента сосредоточенности теплоисточника, при дуговой сва ке наплавляющимся электродом на постоянном токе. На чертеже приведена схема для реализации да1шого способа. Способ регулирования процесса сварки осу ществляется следующим образом. Электрическая дуга 1 возбуждается и поддерживается между неплавящимся электродом и свариваемым изделием 3. Постоянный ток сварки обеспечивается источником 4. Определение средней мощности теплоисточника произ водится с помощью блока 5, на который поступает сигнал, пропорциональный току и напряжению дуги. Выходной сигнал блока 5 используется для управления источником 4 питания. Для наложения малого синусоидального возмущения переменной частоты используется модулятор 6 тока. На измеритель 7 мнимой частотной характеристики поступают переменные составляюпще тока и напряжения дуги. Блок 8 фиксации максимума М1шмой частотной характеристики комплексного сопротивления сварочной дуги позволяет определить частоту. GI . Выходной сигнал блока 8 используется для формирования управляющего воздействия на устройство 9 перемещения электрода. Для реализации предлагаемого способа управления источник питания поддерживает такой ток дуги, чтобы обеспечить требуемое значение мощности Р UI. При отклонении величины UI от установленного значения изменяется величина сварочного тока. Отклонение величины коэффициента сосредоточенности теплоисточника от установленног значения корректируется за счет изменения длины дуги путем перемещения электрода по высоте относительно изделия. Сигнал, управляющий перемещением электрода, формируется с использованием величины с, вырабатываемой блоком фиксации частоты максимума. Предлагаемый способ позволяет осуществить регулирование процесса сварки тонкостенных изделий как по величине средней (интегральной) мощности, так и с учетом распределения плотности теплового потока по пятну нагрева, что необходимо при сварке на повышенных скоростях. Применение предлагаемого способа дает возможность обеспечить заданное распределение температуры по сечению сварного щва, следовательно, позволяет получить требуемые геометрические и механические характеристики сварного соединения и, в конечном счете, повысить качество сварного соединения. Формула изобретения. Способ регулирования процесса сварки тон- костенных изделий на повыщенных скоростях, при котором контролируют интегральные характеристики сварочной дуги путем измерения тока и напряжения дуги с последующим изменением мощности пятна нагрева, отличающийся тем, что, с целью повыщения качества регулирования и стабилизации геометрических характеристик путем заданного распределения температуры по сечению шва, в качестве параметра регулирования используют значение частоты максимума мнимой частотной характеристики комплексного сопротивления обратно пропорциональное диаметру пятна на-, грева, получаемого путем наложения на ток дуги малого гармонического возмущения переменной частоты, и измерения мнимой части комплексного сопротивления электрической дуги по переменным составляющим тока и напряжения, с последующим определением частоты максимума мнимой частотной характеристики комплексного сопротивления. Источники информации, принятые во внимание при экспертизе 1. Патент Франции № 2235753, кл. В 23 К 9/00, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования максимальной ширины сварочной ванны при автоматической сварке | 2016 |
|
RU2650461C1 |
| Способ регулирования глубины проплавления при автоматической сварке | 2017 |
|
RU2676935C1 |
| Способ контроля отклонения дуги от стыка свариваемых кромок | 2016 |
|
RU2632751C1 |
| Способ автоматического регулирования глубины проплавления при автоматической дуговой сварке | 2015 |
|
RU2613255C1 |
| Способ получения гарантированного проплавления кромок при автоматической аргонодуговой сварке неплавящимся электродом | 1986 |
|
SU1426720A1 |
| Способ регулирования глубины проплавления при дуговой автоматической сварке | 2019 |
|
RU2735847C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2490103C1 |
| СПОСОБ ДВУХДУГОВОЙ СВАРКИ | 1995 |
|
RU2086371C1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| СПОСОБ СВАРКИ ЭЛЕМЕНТОВ С БОЛЬШОЙ РАЗНИЦЕЙ ТОЛЩИН | 2011 |
|
RU2469828C1 |