2. Устройство для осуществления способа по П.1, содержащее основание, установленный на нем-механизм резания с рабочим органом в виде дисковой пилы, о тличающееся тем,что оно снабжено механизмом приложения усилия противоположно направлению
реза, выполненным в виде подвижной П образной рамы, установленной на основании, один конец которой имеет Г-образную коисоль с расположенным на ней гидроцилиндром для опирания штока последнего в боковую грань основания.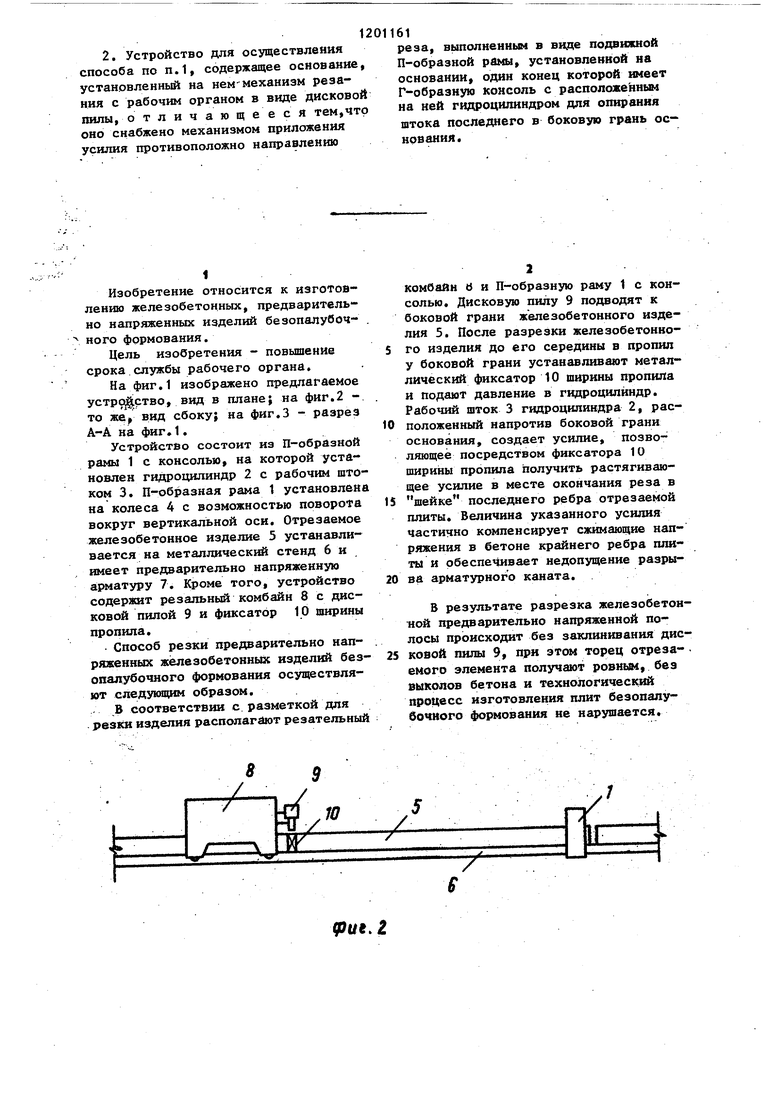
| название | год | авторы | номер документа |
|---|---|---|---|
| КРУПНОБЛОЧНОЕ ЗДАНИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ДЛЯ ЕГО МОНТАЖА | 2012 |
|
RU2498024C1 |
| ЖЕЛЕЗОБЕТОННЫЙ СБОРНО-МОНОЛИТНЫЙ КАРКАС МНОГОЭТАЖНОГО ЗДАНИЯ | 2002 |
|
RU2226593C2 |
| КАРКАС МНОГОЭТАЖНОГО ЗДАНИЯ | 2002 |
|
RU2233952C1 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ РЕЗКИ И КАЛИБРОВКИ МАССИВОВ ИЗ ПОЛИСТИРОЛБЕТОНА И ЯЧЕИСТОГО БЕТОНА | 2008 |
|
RU2385804C1 |
| Установка для изготовления железобетонных изделий | 1986 |
|
SU1831426A3 |
| Пакетная форма для изготовления предварительно-напряженных железобетонных изделий | 1981 |
|
SU1030173A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННО АРМИРОВАННЫХ БЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2481946C2 |
| ПОЛУФАБРИКАТ ДЛЯ ИЗГОТОВЛЕНИЯ НАГРУЖЕННОЙ АРМОБЕТОННОЙ БАЛКИ | 2016 |
|
RU2644607C2 |
| АРМАТУРНАЯ ПРОВОЛОКА СО СПИРАЛЬНЫМ ПРОФИЛЕМ | 2018 |
|
RU2760809C1 |
| СПОСОБ И УСТРОЙСТВО БЕЗОПАЛУБОЧНОГО ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2563000C2 |
1. Способ резки предварительно напряженных железобетонных изделий безопалубочного формования, включающий резку железобетонных изделий на плиты необходимой длины дисковой пилой, отличающийся тем 6, с целью повышения срока службы рабочего органа, при разрезании железобетонного изделия до его середины в пропил у боковой грани на всю его высоту устанавливают фиксатор, а к противоположному от места реза концу отрезаемого Изделия прикладывают усилие, противоположное направлению реза, и продолжают дорезание, при этом усилие определяют из соотношения к -1 Р е Ц- усилие обжатия бетона неотгде резанной части на уровне напрягаемой арматуры край(О него ребра в момент, предшествующий ее резке; i - расстояние от оси фиксатора до оси приложения усилия F; К - понижающий коэффициент, равный 1/2 при расположении двух канатов в ребре и 2/3 при расположении трех канатов в ребре; fa - расстояние от оси фиксатора до оси приложения усилия N .
Изобретение относится к изготовлению железобетонных, предварительно напряженных изделий безопалубочного Формования.
Цель изобретения - повышение срока службы рабочего органа.
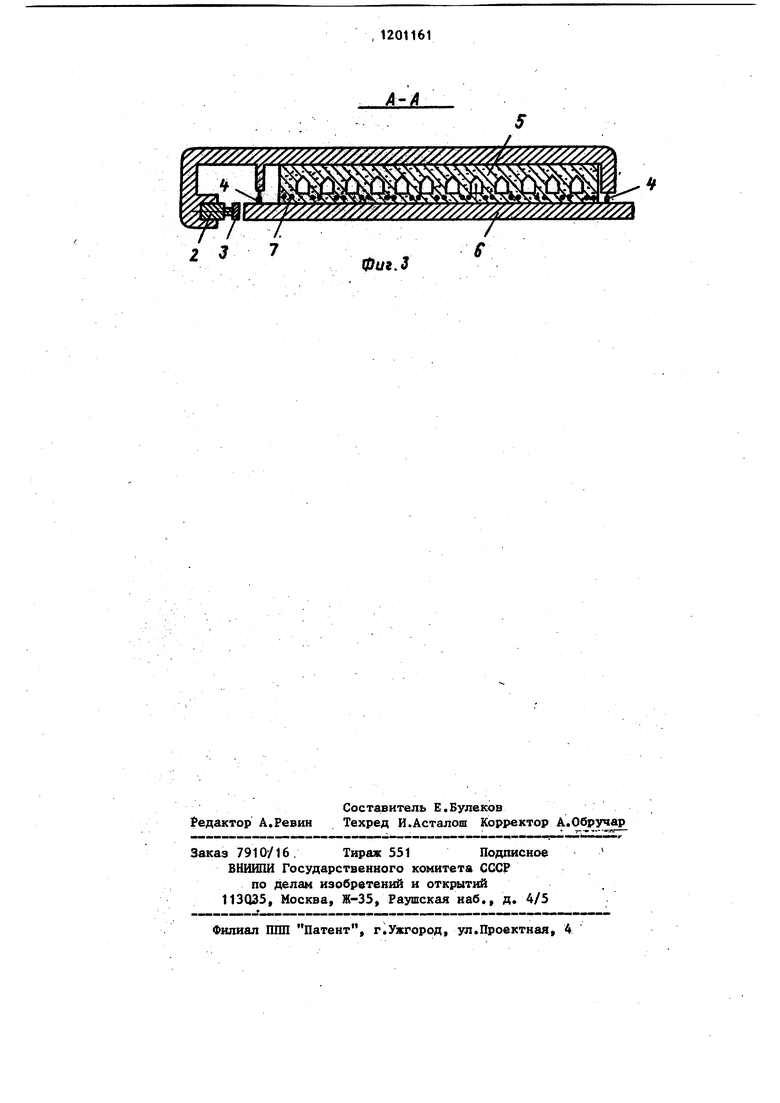
На фиг.1 изображено предлагаемое устройство, вид в плане; на фиг.2 то ж«1 вид сбоку; на фиг.З - разрез А-А на фиг.1.
Устройство состоит из П-образной рамы 1 с консолью, на которой установлен гидроцилиндр 2 с рабочим штоком 3. П-образная рама 1 установлена на колеса 4 с возможностью поворота вокруг вертикальной оси. Отрезаемое железобетонное изделие 5 устанавливается на металлический стенд 6 и имеет предварительно напряженную арматуру 7. Кроме того, устройство содержит резальный комбайн 8 с дисковой пилой 9 и фиксатор 10 ширины пропила.
Способ резки предварительно напряженных железобетонных изделий безпалубочного формования осуществлят следующим образом.
В соответствии с разметкой для резки изделия располагают резательный
8
/
.Z
комбайн 6 и П-образную раму 1 с консолью. Дисковую пилу 9 подводят к боковой грани железобетонного изделия 5. После разрезки железобетонного изделия до его середины в пропил у боковой грани устанавливают металлический фиксатор 10 ширины пропила и подают давление в гидроцилйндр. Рабочий шток 3 гидроцилиндра 2, расположенный напротив боковой грани основания, создает усилие, позволяющее посредством фиксатора 10 ширины пропила получить растягивающее усилие в месте окончания реза в
5 шейке последнего ребра отрезаемой плиты. Величина указанного усилия частично компенсирует сжимающие напряжения в бетоне крайнего ребра плиты и обеспечивает недопущение разрыва арматурного каната.
В результате разрезка железобетонной предварительно напряженной полосы происходит без заклинивания дисковой пилы 9, при этом торец отреза- емого элемента получают ровным, без выколов бетона и технологический процесс изготовления плит безопалубочного формования не нарушается. т
2 7
Фи9,3 А-А
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Напряженно арнированные плиты-пластины в строительстве, М, 1956, с.14-19 | |||
| Иваиов В.И | |||
| и др | |||
| Безопалубочное производство железобетонных конструкций,- Бетон и железобетон, 1977, 12, с,37-39, | |||
