Изобретение относится к промышленности строительных материалов, а именно к оборудованию заводов и технологических линий по производству изделий (стеновых блоков, плит, доборных элементов и т.п.) из полистиролбетона и ячеистого бетона.
Известна установка "УРАК" [1] для последовательной резки несколькими (до 10 шт.) дисковыми пилами массивов из ячеистого бетона прочностью 0,1-0,5 МПа, которая имеет следующие недостатки:
- оборудование установки является сложным в обслуживании, а производительность ограничивается необходимостью холостых возвратных перемещений кареток с дисками и кантования недорезанного массива высотой до 0,6 м;
- вхождение вращающегося диска в тело массива и его выход из него приводят к вырыванию пенобетона, на блоке остаются сколы; для решения этой проблемы массив должен набрать большую прочность, но в этом случае при резке образуется много пыли, а режущие зубья дисков изнашиваются быстрее. Поэтому технология резки усложняется из-за необходимости ее проведения в относительно короткий строго определенный период набора прочности бетоном для устранения пыления и повышения износостойкости дисковых пил;
- используемые стандартные дисковые пилы с напаянными твердосплавными зубьями или алмазным напылением на зубья из-за термических деформаций и быстрого абразивного износа зубьев требуют частых замен, что удорожает себестоимость продукции. Известен комплекс оборудования завода по производству полистиролбетонных изделий [2], который принят в качестве ближайшего аналога и прототипа. Его недостатками являются:
- недостаточное обеспечение жесткости форм и бортоснастки, что не обеспечивает плоскостность поверхности массивов и изделий;
- сложность подъемно-транспортного оборудования для перемещения массивов, использование которого не исключает повреждений массива из полистиролбетона с низкой прочностью;
- не решен вопрос получения высококачественной верхней поверхности изделий гарантированного качества;
- применение мокрой утилизации отходов пиления и калибровки массивов с использованием шламбассейнов, механического перемешивания шлама и его подачи в бетоносмесительное отделение усложняет технологию, требует дополнительных площадей и ухудшает санитарные условия производства.
Все виды перечисленного выше оборудования не предназначены для резки массивов длиной более 4 м, которые могут с высокой производительностью изготавливаться одновременно по несколько штук на жестких поддонах из-под форм (длиной до 6,0 м), например, использовавшихся для производства стеновых панелей, пустотного настила, плит покрытий или дорожных плит и дооборудованных соответствующей бортоснасткой.
Технической задачей изобретения является повышение производительности резательного оборудования, упрощение технологии, снижение себестоимости выпуска изделий с обеспечением экологической безопасности производства при полной утилизации отходов пиления.
Изготовление массивов производится в формах длиной до 6 м с жесткими продольными бортами и перегородками из листовой стали толщиной не менее 6 мм, имеющей жесткие поддоны, например такие, на которых изготавливаются плиты покрытий и перекрытий, дорожные плиты, стеновые панели и т.п. В формах имеются продольные отсеки на 2-6 массивов.
Использование значительно удлиненных массивов (до 6,0 м) позволяет упростить технологию и оборудование (т.к. исключаются операции кантования и поворотов массивов) и обеспечить высокопроизводительную резку массива при последовательном проталкивании (перемещении) последнего на горизонтальном конвейере вдоль его длины с одновременной калибровкой по высоте и ширине и при остановках конвейера - для поперечной резки массива, например, маятниковой дисковой пилой.
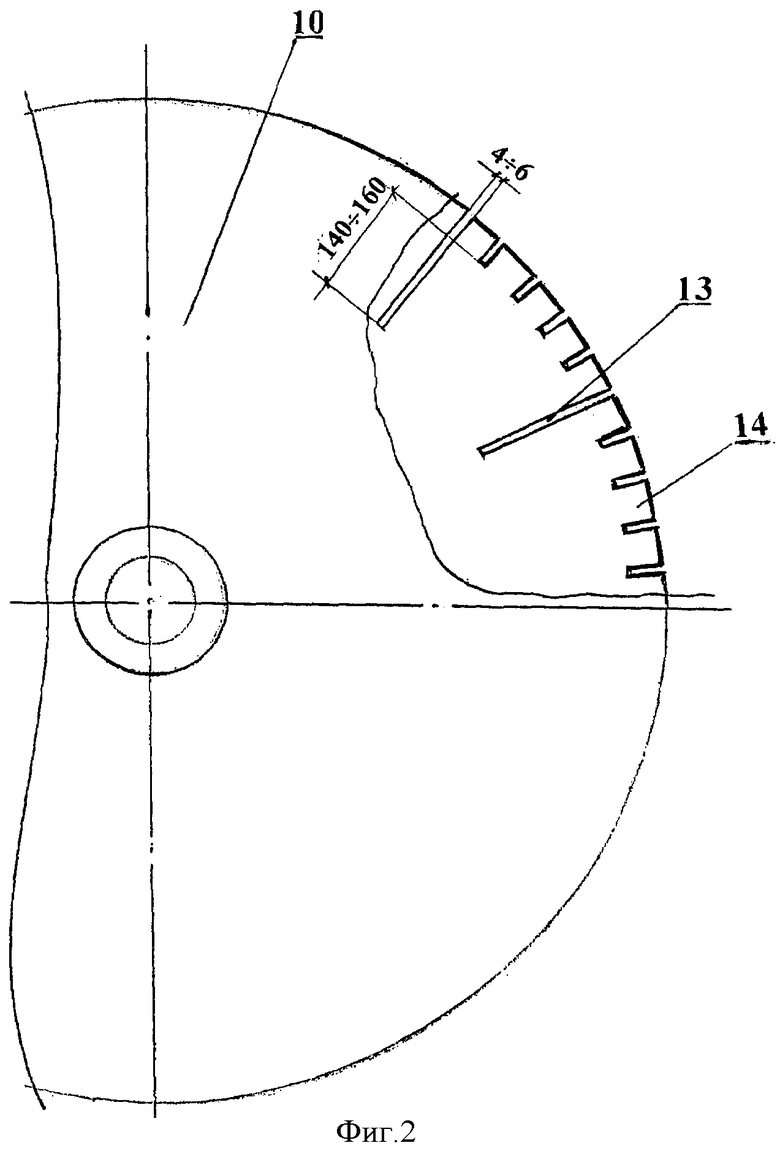
При этом для калибровки массивов по ширине и их резки на изделия используются дисковые зубчатые (с алмазным напылением) пилы измененной конструкции - имеющие технологические радиальные прорези (пропилы) глубиной 140-160 мм (от зубьев) и шириной 4-6 мм.
Применение дисковых пил измененной конструкции с технологическими прорезями обеспечивает повышенную термостойкость пил, разогревающихся при быстром вращении, что обеспечивает их повышенную эксплуатационную надежность и ходимость.
Для калибровки массива по ширине используются дисковые пилы, установленные вертикально на одном горизонтальном валу, а для резки массива на изделия - маятниковая пила.
Для калибровки массивов и соответственно изделий по высоте используется плоская зубчатая рейка, которая имеет зубья с алмазным напылением из отработанных и утилизированных дисковых пил. Это позволяет (при высокой производительности процесса) исключить применение дополнительных дорогостоящих пил.
В состав установки для резки и калибровки массивов входят работающие в ручном и автоматическом режиме: механизм горизонтального шагового перемещения массивов посредством упора-толкателя и механизм перемещения готового изделия на приемный рольганг посредством пластинчатого упора-выталкивателя.
Упор-толкатель механизма перемещения массива совершает горизонтальные шаговые движения (проталкивание) массива и возвратное движение в исходное положение. Упор-выталкиватель механизма перемещения готового изделия совершает последовательные замкнутые цикличные вертикальные и горизонтальные движения: вертикальный подъем в прорезь между отрезанным изделием и оставшейся частью массива, горизонтальное перемещение готового изделия на приемный рольганг, вертикальное опускание после окончания перемещения готового изделия и горизонтальное возвратное перемещение (под отрезаемым изделием) в исходное положение.
Предлагаемая установка для резки и калибровки массивов из полистиролбетона или ячеистого бетона в целях обеспечения экологической безопасности производства снабжена устройством для воздушного отсоса сухих пылевидных отходов и сборными емкостями для крупных (более 2 мм) обрезков и кусков бетона. Часть крупных отходов (более 10 мм) дробится до фракции не более 10 мм. Эти отходы утилизируются при приготовлении бетонной смеси для массивов или других изделий из полистиролбетона или ячеистого бетона в качестве пылевидного микронаполнителя или более крупного заполнителя.
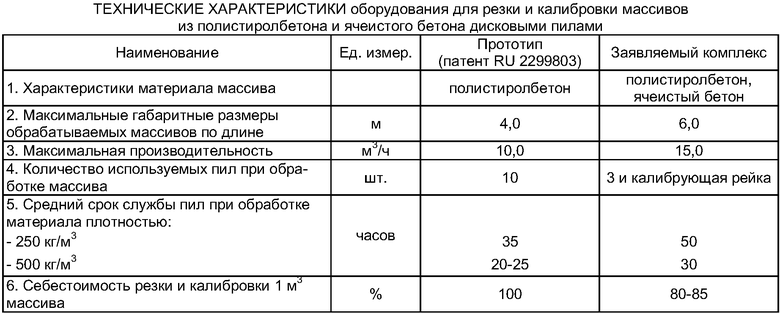
Себестоимость резки и калибровки 1 м3 массива при использовании заявляемого комплекса оборудования снижается на 15-20% (в зависимости от плотности материала и размеров массива).
Комплекс оборудования для резки и калибровки массивов из полистиролбетона и ячеистого бетона включает:
- жесткие удлиненные формы для одновременного изготовления 2-6 массивов;
- автоматический крановой захват, обжимающий массив за его торцы, для снятия массива с формы, переноса и установки его на приемный конвейер установки для резки и калибровки массивов;
- установку для резки и калибровки массивов.
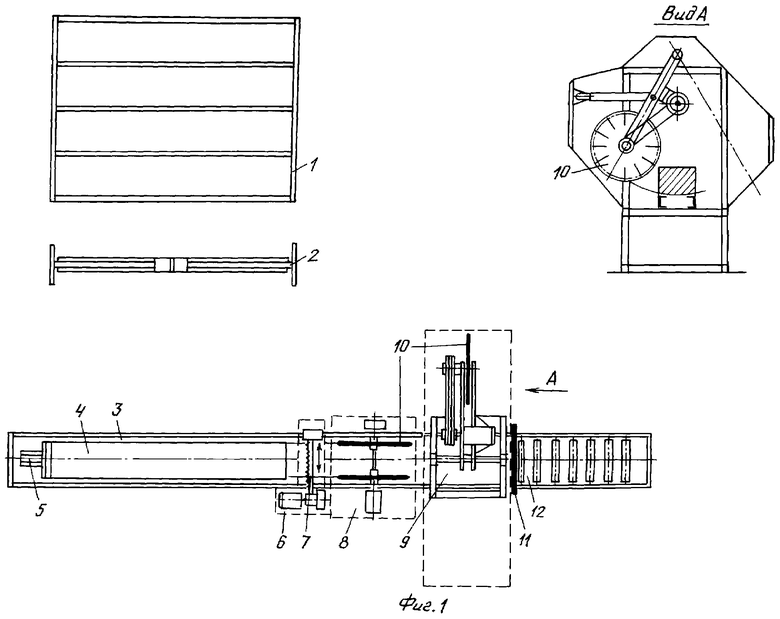
Схема комплекса оборудования приведена на фиг.1.
Работа комплекса оборудования осуществляется следующим образом (на примере изготовления полистиролбетонных стеновых блоков или плит плотностью 200-500 кг/м3).
Массивы изготавливаются в форме - 1, имеющей жесткие поддоны, боковые борта и продольные разделительные перегородки. В форме изготавливаются 4 (четыре) массива с основными размерами: по высоте 375-(2÷5) мм, ширине 595+(1÷3) мм и длине 3359-5995 мм.
После достижения полистиролбетоном прочности не менее 0,05 МПа, которая обеспечивается через 12-14 часов после формования при использовании теплой воды с температурой t=50÷60°C (при которой не происходит размягчения и оплавления пенополистирольного заполнителя) и добавки ускорителя твердения бетона, например типа Лигнопан Б-2, производится раскрытие бортов формы и снятие продольных и внутренних перегородок, разделяющих массивы. Затем автоматическим крановым захватом - 2, имеющим плоские прижимы, массив захватывается с обжатием за его торцы с усилием, передающимся от веса массива через рычажно-шарнирную систему захвата при подъеме массива; массив переносится краном и устанавливается на подающий конвейер - 3 установки для резки и калибровки массивов.
Массив - 4 на конвейере фиксируется боковыми направляющими и при помощи шагового упора-толкателя - 5 перемещается со скоростью 10 м/мин под 1-й калибрующий узел - 6.
Во время прохождения массива под 1-м калибрующим узлом при помощи зубчатой рейки - 7, совершающим поступательно-возвратные горизонтальные движения, массив калибруется по высоте.
При дальнейшем движении (проталкивании) массива через 2-й калибрующий узел - 2-мя вертикальными дисковыми модернизированными пилами, установленными на одном горизонтальном валу, производится калибровка массива по ширине.
Когда передний конец массива подводится под узел резки - 9, оснащенный маятниковой дисковой пилой - 10, он останавливается, жестко фиксируется и производится резка (калибровка) торца массива. После окончания резки торца массива фиксаторы отводятся и массив проталкивается с шагом, равным толщине изделия (от 50 до 400 мм), останавливается, снова жестко фиксируется и маятниковой дисковой пилой, перемещающейся в обратном направлении, производится поперечная резка с получением готового изделия. После окончания резки вертикальная пластина упора-выталкивателя - 11 входит в прорезь (пропил), образовавшийся в результате резки (пиления) между готовым изделием и оставшейся частью массива, и горизонтальным движением проталкивает готовое изделие на приемный рольганг - 12, с которого снимается манипулятором или вручную и укладывается на поддоны в штабели готовой продукции.
После завершения горизонтального перемещения готового изделия вертикальная пластина упора-выталкивателя опускается, и массив упором-толкателем снова перемещается на шаг, равный толщине изделия, производится резка массива маятниковой дисковой пилой, после окончания которой вертикальная пластина упора-выталкивателя возвращается в исходное положение под отрезаемым изделием и цикл работы установки повторяется.
После завершения резки массива на изделия шаговый упор-толкатель возвращается в исходное положение, освобождая место для приема и перемещения следующего массива и цикл работы комплекса повторяется.
Используемые в установке дисковые пилы и зубчатая рейка имеют зубья с алмазным напылением. При этом дисковая пила (фиг.2) диаметром 1000 мм имеет 14 радиальных технологических прорезей пропилов - 13 шириной 5 мм и глубиной 150 мм от зубьев - 14.
Пылевидные отходы калибровки и резки удаляются системой воздушного отсоса, а более крупные (более 2 мм) обрезки и куски полистиролбетона собираются в ящичные емкости. Эти отходы при необходимости додрабливаются и утилизируются при приготовлении бетонной смеси для полистиролбетонных массивов в качестве микронаполнителя или крупного заполнителя.
Возможность получения полистиролбетонных изделий разной толщины широкого диапазона обеспечивает гибкость их номенклатуры.
При разрезке и калибровке массивов обеспечивается получение изделий (стеновых блоков, плит, доборных элементов) с допусками по основным габаритным размерам не более 0,5 мм, что дает возможность укладывать их в ограждающие конструкции зданий на клею с минимальной толщиной кладочных швов и обеспечивает необходимые теплосберегающие свойства зданий.
Технические показатели заявляемого комплекса оборудования для резки и калибровки массивов из полистиролбетона и ячеистого бетона в сравнении с ближайшим аналогом приведены в таблице.
Литература
1. Информация ООО "ОНП "Гарант" о резательной установке "УРАК" (www.garant-onp.m).
2. Патент ни изобретение RU 2299803. Комплекс оборудования завода по производству полистиролбетонных изделий.
Изобретение относится к промышленности строительных материалов, а именно: к оборудованию заводов по производству изделий (блоков, плит и т.п.) из полистиролбетона и ячеистого бетона. Комплекс оборудования включает форму для изготовления массивов, автоматический крановый захват и установку для резки и калибровки массива по его ширине - дисковыми пилами и по его высоте - зубчатой рейкой, при горизонтальном движении массива вдоль его продольной оси, с последующей резкой маятниковой дисковой пилой массива на изделия заданной толщины при остановке его движения. Для изготовления массивов используют разделенные на 2-6 отсеков формы длиной до 6 м с бортами и перегородками из листовой стали толщиной не менее 6 мм и жесткими поддонами. Автоматический крановый захват имеет два плоских прижима. Транспортировку массива производят при обжатых прижимами торцах массива с усилием. Дисковые пилы имеют пропилы шириной 4-6 мм на глубину 140-160 мм от зубьев. Технический результат заключается в повышении производительности резательного оборудования при оптимизации размеров массивов, упрощении технологии, снижении себестоимости с обеспечением экологической безопасности производства при полной утилизации отходов. 2 з.п. ф-лы, 2 ил., 1 табл.
1. Комплекс оборудования для резки и калибровки массивов из полистиролбетона или ячеистого бетона, предназначенный для получения и калибровки изделий (стеновых блоков, плит, доборных элементов) с точностью основных размеров не более 0,5 мм, включающий форму для изготовления массивов, имеющих конфигурацию прямоугольных параллелепипедов, автоматический крановой захват для перемещения затвердевшего массива и установку для резки и калибровки массива по его ширине дисковыми пилами, установленными вертикально на горизонтальном валу, и по его высоте зубчатой рейкой, совершающей поступательно-возвратные горизонтальные движения при горизонтальном движении массива вдоль его продольной оси, с последующей резкой маятниковой дисковой пилой массива на изделия заданной толщины при остановке его движения, отличающийся тем, что для изготовления массивов используются разделенные на 2-6 отсеков формы длиной до 6 м с бортами и перегородками из листовой стали толщиной не менее 6 мм и жесткими поддонами, в т.ч. применявшимися для производства плит покрытий, или перекрытий, или стеновых панелей зданий, или дорожных плит, дооборудованные бортоснасткой, обеспечивающей заданные размеры массива по высоте; автоматический крановый захват имеет два плоских прижима, площадь каждого из них соизмерима с площадью торца массива, а транспортировка массива производится при обжатых прижимами торцах массива с усилием, передающимся от веса массива через рычажно-шарнирную систему захвата при подъеме массива; при этом рейка, калибрующая массив по высоте, имеет зубья с алмазным напылением, утилизированные от отработавших дисковых пил, а дисковые пилы имеют технологические радиальные прорези (пропилы) шириной 4-6 мм на глубину 140-160 мм от зубьев.
2. Комплекс оборудования по п.1, отличающийся тем, что в состав установки для резки и калибровки массивов входят механизмы: горизонтального шагового перемещения массива посредством упора-толкателя и горизонтального перемещения готового (отрезанного от массива) изделия на приемный рольганг посредством вертикального пластинчатого упора-выталкивателя, при этом упор-толкатель механизма перемещения массива совершает горизонтальные шаговые движения, проталкивая массив, и возвратное движение в исходное положение, а пластинчатый упор-выталкиватель механизма перемещения готового изделия совершает последовательные замкнутые вертикальные и горизонтальные движения: вертикальный подъем в прорезь между отрезанным изделием и оставшейся частью массива, горизонтальное перемещение готового изделия на приемный рольганг, вертикальное опускание после окончания перемещения готового изделия и горизонтальное возвратное перемещение под отрезаемым изделием в исходное положение.
3. Комплекс оборудования по п.1, отличающийся тем, что установка для резки и калибровки массивов снабжена устройством для воздушного отсоса пылевидных отходов пиления и сборными емкостями для крупных (более 2 мм) обрезков и кусков бетона, которые додрабливаются до размеров менее 10 мм, при этом пылевидные и более крупные отходы утилизируются в качестве микронаполнителя или крупного заполнителя при изготовлении изделий из полистиролбетона или ячеистого бетона.
| КОМПЛЕКС ОБОРУДОВАНИЯ ЗАВОДА ПО ПРОИЗВОДСТВУ ПОЛИСТИРОЛБЕТОННЫХ ИЗДЕЛИЙ | 2004 |
|
RU2299803C2 |
| ДИСКОВАЯ ПИЛА | 1991 |
|
RU2020069C1 |
| ЗАЩИТНОЕ ОГРАЖДЕНИЕ к ДЕРЕВООБРАБАТЫВАЮЩЕМУСТАНКУ | 0 |
|
SU315601A1 |
| Способ изготовления бетона | 1936 |
|
SU51407A1 |
| БУШТЕДТ И.И., ХОХОЛЕВ К.И | |||
| Теплоизоляционные материалы для строительства | |||
| - Киев, 1966, с.75, 76 | |||
| Вакуумный хлоратор | 1936 |
|
SU51263A1 |
| ПОЛИСТИРОЛБЕТОН, 01.09.1999, с.13-15 | |||
| ГАЛЬПЕРИН М.И., АБЕЗГАУЗ В.Д | |||
| Машины для резания камня | |||
| - М., 1959, с.106 | |||
| ОРЛОВ A.M | |||
| Обработка природного декоративного камня | |||
| - М., 1956, с.78, 98. | |||

