1
Изобретение относится к автоматизации прокатного производства, а именно к автоматизации непрерывных полосовых прокатных станов.
Цель изобретения - повышение устойчивости процесса прокатки и качества полосы в условиях малых ее обжатий в последней клети.
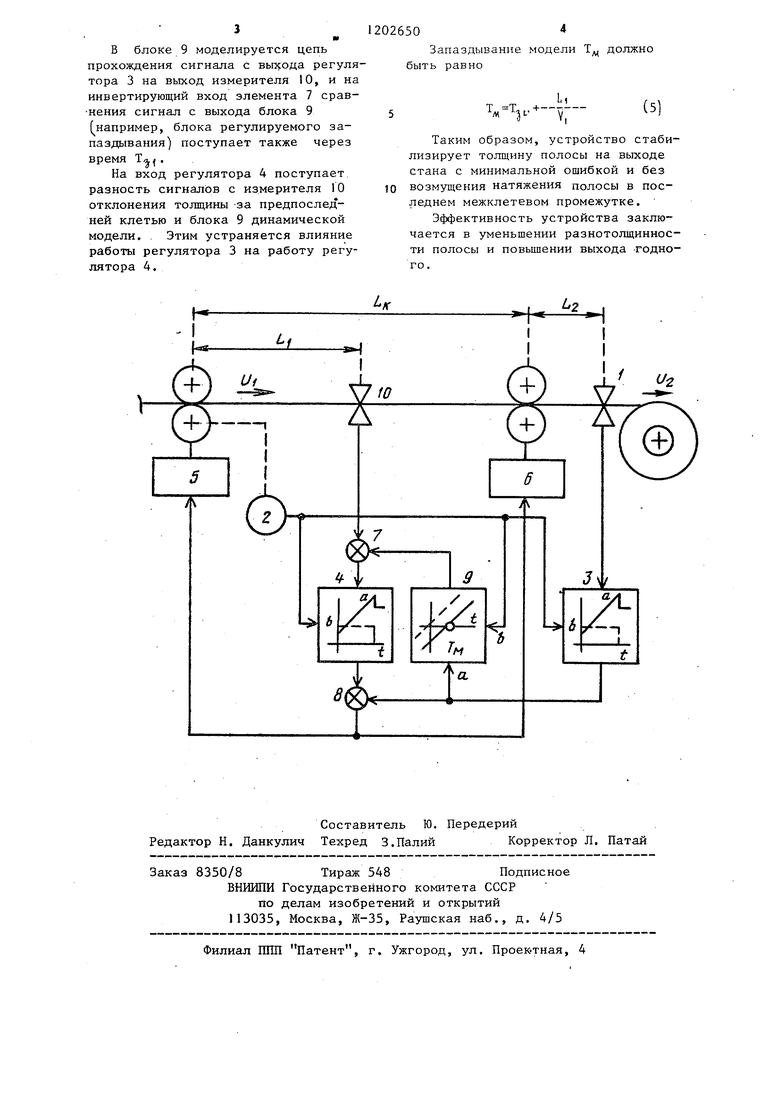
На чертеже представлена функциональная схема устройства для автоматического регулирования толщины полосы на непрерывном прокатном стане.
Устройство для автоматического регупирокания толщины полосы на непрерывном прокатном стане содержит измеритель 1 отклонения толщины rioncicbi за последней клетью,измеритель 2 Скорости вращения валков предпоследней клети, регуляторы 3 и 4 толщины, системы 5 и 6 управления скоростью предпоследней и последней клетей, соответственно, элемент 7 сравнения, сумматор 8, блок 9 динамической модели и измеритель 10 отклонения толщины полосы за предпоследней клетью, причем выход измерителя 1 отклонения толщинь полосы за последней клетью соединен с входом первого регулятора 3 толщины полосы, другой вход которого соединен с выходом измерителя 2 скорости вращения валков предпоследней клети, выход первого регулятора 3 тогадины соединен с входами сумматора 8 и блока 9 динамической модели, другой вход которого соединен с выходом измерителя 2 скорости вращения валков предпоследней клети, который соединен также с входом второго регулятора 4 толщины, дру-. гей вход которого соединен с выходом элемента 7 сравнения, инвертирующий вход которого соединен с выходом блока 9 динамической модели , а неинвертирующий вход - с выходом измерителя 10 отклонения толщины полосы за предпоследней клетью, выход сумматора 8 соединен с входаN H систем 5 и 6 управления скоростью предпоследней и последней клетей.
Устройство работает следукщим образом.
Регулятор 4 толщины воздействует на скорость двух последних клетей по отклонению толщины на выходе из предпоследней клети. Этот
02650 , 2
контур регулирования обладает запаздыванием Т-,:
Т Т (1
S Ъ V,
где Т - суммарное инерционное
запаздывание контура (в системе 5 и в измерителе 10), с;
L, - расстояние от валков предпоследней клети до измерителя 10, м;
V, - скорость полосы на выходе из предпоследне клети, м/с.
Для оптимальной устойчивости контура постоянная интегрирования Ту регулятора 4 должна быть равна двум запаздываниям То
10
15
20
t..2( l --Vr
(2
Нелинейная зависимость от Vj из равенства (2) реализуется в регу- ляторе 4 посредством связи его входа управления Ь с измерителем 2 скорости.
Регулятор 3 воздействует также .на скорость двух последних клетей, но по отклонению толщины на выходе из последней клети. Запаздывание этого контура равно:
U
V,
где Lj; - расстояние между клетями,
м;
- расстояние от валков последней клети до измерителя 1, м;
т Т V, Vj
(3)
2 скорость ПОЛОСЫ на выходе
из последней клети, м/с. Для устойчивости этого контура достаточно в регуляторе 3 поддерживать следующую постоянную интегри- рования Тц2:
L
v,
.u-b()
так как при малом обжатии полосы в последней клети допустимо принять V, V,j . Нелинейная зависимость от V, из уравнения (4) реализуется в регуляторе 3 посредством связи его входа управления Ъ с измерителем 2 скорости. Воздействие регулятора 3 на толщину через время Т по формуле (I) достигает выхода измерителя 10.
в блоке 9 моделируется цепь прохождения сигнала с выхода регулятора 3 на выход измерителя 10, и на инвертирующий вход элемента 7 срав- нения сигнал с выхода блока 9 например, блока регулируемого запаздывания) поступает также через время Т.
На вход регулятора 4 поступает разность сигналов с измерителя 10 отклонения толщины -за предпоследней клетью и блока 9 динамической модели. . Этим устраняется влияние работы регулятора 3 на работу регулятора 4.
1202650
Запаздывание модели Тд, должно быть равно
,.-+Ч 1,
(5)
Таким образом, устройство стабилизирует толщину полосы на выходе стана с минимальной ошибкой и без возмущения натяжения полосы в последнем межклетевом промежутке.
Эффективность устройства заключается в уменьшении разнотолщиннос- ти полосы и повышении выхода -годного .
. Z/2 .
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования регулирующего воздействия на скорость валков клети непрерывного прокатного стана | 1976 |
|
SU584918A1 |
| Способ для автоматического регулирования толщины полосы на непрерывном стане холодной прокатки и устройство для его осуществления | 1990 |
|
SU1734905A1 |
| Устройство для автоматического регулирования толщины полосы на непрерывном стане холодной прокатки | 1990 |
|
SU1775199A1 |
| Устройство регулирования толщины полосы на стане непрерывной прокатки | 1976 |
|
SU613833A1 |
| СИСТЕМА "ТОНКОГО" РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА НЕПРЕРЫВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 1993 |
|
RU2065790C1 |
| Устройство для регулирования толщины полосы на непрерывном стане холодной прокатки | 1981 |
|
SU1030059A1 |
| Устройство для регулирования натяжения полосы на непрерывном прокатном стане | 1982 |
|
SU1065051A1 |
| Устройство для регулирования натяжения полосы на непрерывном прокатном стане | 1980 |
|
SU942841A1 |
| Устройство для автоматического регулирования толщины полосы на прокатном стане | 1990 |
|
SU1729643A1 |
| Устройство для автоматического регулирования толщины полосы на непрерывном стане холодной прокатки | 1991 |
|
SU1827304A2 |
Составитель Ю. Передерий Редактор Н. Данкулич Техред 3.Палий Корректор Л. Патай
Заказ 8350/8 Тираж 548Подписное
ВНИИПИ Государственного комитета СССР
rio делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ШШ Патент, г. Ужгород, ул. Проек-тная, 4
| Авторское свидетельство | |||
| СССР № 761051, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
