СО
о
О1
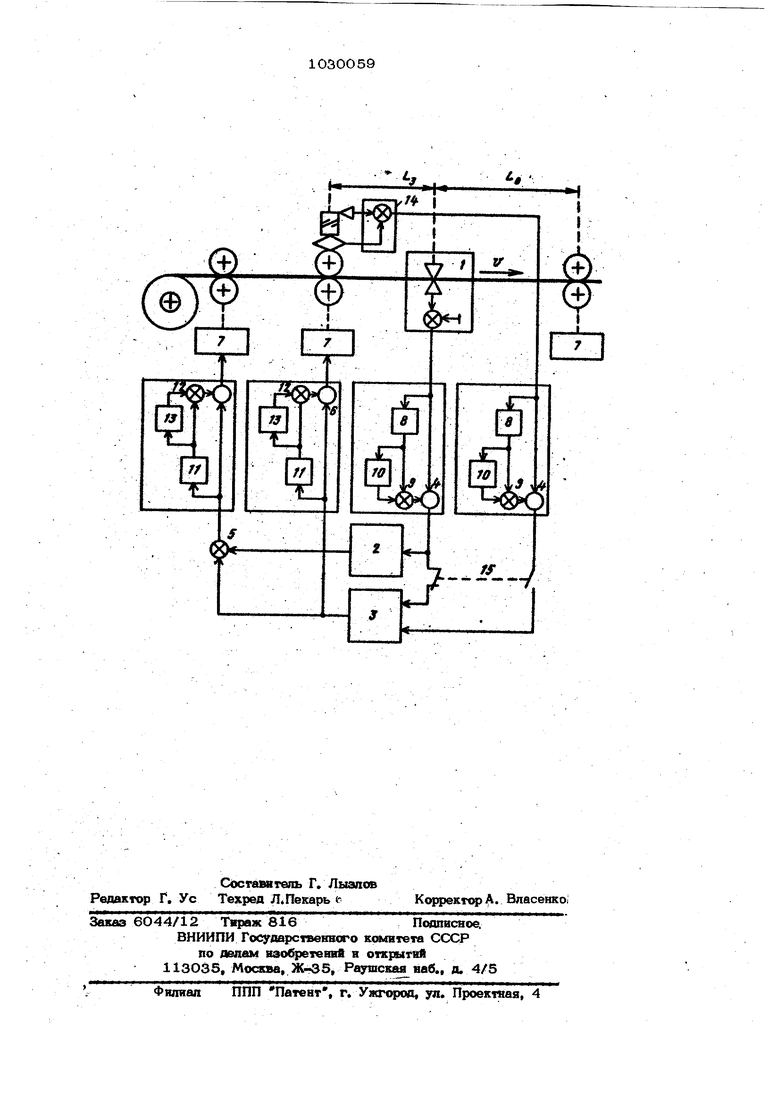
;о Изобретение относится к автоматизации прокатного производства, а именно к регулированию толщины попосы на кепрерьганыЯ станах холодной прокатки. Извесгао устройство для регулирования толщины полосы по возмущению, в ко тором иамергтеяь отклшёния толшины по лосы за клетью соешнен через регулятор с системами управления скоростью двига телей предыдущих клетей (включая клеть за котор установлен измеритель). При этом отклонение толщины полосы измеряется на выходе i-ой клети, а компенси руется в валах (i+l)-ой клети fij . Для точной компенсации должно выпол няться соотношение «/ {Р.)- g -р - „((р) р - передаточная функция регулятора;р - расстояние от измерителя толщины полосы до йослеяь дукшей кдети{ V - скорое п полосы; - передаточная функция измерн теля тотшины полосы; (/ . - передаточная функция системы управления скоростью клети. В известном устр йстве в -качестве регулятора .применено инерционное звено с управляемой постоянной времени Т -I- MT-SA). т - 1 где Т„ - запазшлвдние взмеритепг тотщины полосы;, й.. д - зап1аздывание системы управления скоростью клети при условии, что динамическая характеристика измерителя i толщины и системы управления скоростью клети аппроксимирована кстым запаздывание , Известное устройсгво яоэвопяет эффективно регулировать топшнну nonocbi, когда . Г vf Однако реально характеристика измерт теля тошцины и системы у1фавпенвя сян росгью клеш отличается от характеристи ки чистого запаздывания, И на рабочих ск( прокатки, когда ве выпопняется условие (З), эффективность ус ройства не является оптвмальвЫ. Наиболее близким к предлагаемому уст-; ройству является устройство J ал я регулирования толщины полосы по отклонению у содержащее измеритель толщины полосы, задатчик, узлы регулирования и систему управления скоростью клети. В этом устройстве регулирование основано на реализации соотношения S; где (1д- коэффициент передачи по контуру регулирования; L,- расстояние от клети до установленного за ней измерителя толщины;01 - постоянный коэффициент. Недостатк 1 известного устройства является недостаточное высокое быстродействие регулирования толщины полосы, так как в неМ динамическая характеристика измерителя толщины полосы и системы управления скоростью клети также, как и в известном устройстве аппрохсимирсшана чистым запаздыванием. Целью Изобретения является уменьше ние продопьиой разнотолщш1Н(хти np otcaтываемсЛ полосы Поставленная цепь достагается тем что .в устройство, содержащее соеш1ненные последовательно нзмер1тель откпоне- . ния толщины полосы, в клети или за клетью, регулятор по возмущению или по от .клонению и одну или несколько систем управления сксфостью клети, допсвшительно введен сумматс, один входкоторсго соединен с другим входом через включенныв последовательно усилитель и узел сравнения, один од узла сравнения связан с другим его входе через инерционное звено. На чертеже приведена блок-схема предпагаемсхго устройства. Устройство измеритель 1 отклонения ТОЛШ1ИНЫ полосы соединенный с регуяягор яа 2 поеотвпсжению и с регудяи toffOA 3 по воаксроеввю через вновь введенный суммат ф 4 Регулятсф 2 через сумматор 5 и вновь введенный, сумматор 6 связав с системами 7 управн шя скоростыд двигатепей клетей, исключая клеть за которой установпен взмеритепь топшивы полоса, а рбг лягар 3 связан с системами угфавнеиия скдростью клетей, вкшочая кпеть, за которой уставовпен изMepHteob тошпивы поносы. Одни вход cyt матера 4 соедииев с его другимвход я через включенные последовательно усилитель 8 и узел 9 сравнения. Выход усилителя 8 соединен также с другим входом узла сравнения через инерционное звено 10, Первый вход сумматора 6 связан с его вторым входом через последовательно соединенные усилитель 11 и узел 12 сравнения. Выход усилится 11 связан также -с другим входом узла 12 сравнения 1ерез инерционное звено 13. jplля измерения отклонения ТОПШИНЫЕ полосы может быть применен также косве нный измеритель 14 который связан с регулятором 3 через переключатель 15. Устройство работает следующим образом. Отклонение топшины полосы от заданного значения, измеренное измерителем 1 через сумматор 4 прступает на вход регу лятора 2. Выходной сигнал регулят фа 2 через суллматоры 5 и 6 поступает на вход систе)ш 7 управления скоростью кле ти. Скорость клети меняется таким образом, чтобы скомпенсировать имеющееся отклонение толшины полосы. При этом npratece компенсации контролируется измерителем 1. Вовникшее отклонение толшины полосы не может быть скомпенснро но мгн женно из-за наличия транспортного запаздывания измерения топшитл в инерционности измерителя 1 и систексы 7 упрешления сксфостью клети. П0 этому в период длительности переходного процесса регулирования регулятор м 1 2 от топшины прох:одит на выход стана. дополнительно уменьшить откло нения толщины полосы на выходе стана служит регулятор 3 по возмущению. Оставшееся от действия регулятора 2 откло ненве компенсируется в валках ()-ой кпети. Если отклонение толщины полосы измеряется измерителем 14, то транспортное запаздывание измерения толщины полосы. отсутствует. В качестве регулятора 2 может быть пр1Шенен ПИД-регулятор, коэффициент передачи которого корректируется в функции tpaHcnc iTHoro запаздывания измерени толшнны полосы, или регулятор с линейным упредителем Смитта. Регулятор 3 iпредставляет собой по существу блок регулируемого запаздывания. Запаздывание меняется в функции времени опережения измерения толщины полосы. Система 7 управления представляет собой типо1 ю систему управления электроприводом с главной обратной связью по скорости клетн Сумматор .4, усилитель 8, узел 9 сравнения и инерционное вено-1О служат для компенсации инерционности измерителя отклонения толщины полосы. Сумматор 6, усилитель 11, узел 12 сравнения, инерционное звено 13 - для компенсации инерци жности системы управления скоростью двигателей клетей. При .этом коэффициент усиления усилителей 8 и 11 определяет степень форсирования, а постоянная времени Т инерционных звеньев Ю и 13 - диапазон су. щественных частот. Предлагаемое устройство позволяет раздельно устанавливать эти величины. Настройка производится следующим образом. Устанавливается коэффициент усиления усилителя 11, где К 1, ... 3. На входе системы управления скоростью клети формируется периодический линейно-нарастакщий сигнал. Контролируется ВЫХОШ1ОЙ сигнал системы управления скоростью клети. Изменяется постоянная времени- Т инерцИ(М1Ного звена 13 до наибольшего с демещения во времени входного и выходнсях) сигналов системы управления скоростью клети. Коэффициент усиления усилителя 8 и постоянная времени звена 1О аналогачно настраиваются в соответствии с реальвой динамической характеристикой измерителя отклонения толшины полосы. В случае когда практически скомпенсирована инерционность измерителя толщины и системы управления скоростью клети, регулирование по возмущению осуществляется по соотношению а регулирование по отклонению в соответствии с выражением Регулирование по соотношению (5) позволяет повысить точность поддержа:НИЯ толщины полосы. Сравнивая выражения (4) и (6),можКо видеть, что в пред)1агаемом устройстве величина коэффициента п едачи по контуру регулирования К выше, чем у известного устройства; а следовательно, быстродействие регулирования выше. Таким образом, предлагаемое устройство позволяет дополнительно уменьшить продольную разнотолщинность готового проката на непрерыкюм стане холодной проваткн.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования регулирующего воздействия на скорость валков клети непрерывного прокатного стана | 1976 |
|
SU584918A1 |
| СИСТЕМА "ТОНКОГО" РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА НЕПРЕРЫВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 1993 |
|
RU2065790C1 |
| РЕГУЛЯТОР МЕЖКЛЕТЕВОГО НАТЯЖЕНИЯ ПОЛОСЫ НА НЕПРЕРЫВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 2001 |
|
RU2203752C2 |
| Устройство для регулирования толщины полосы | 1974 |
|
SU524580A1 |
| Устройство для регулирования толщины полосы на прокатном стане | 1991 |
|
SU1794518A1 |
| Устройство регулирования толщины полосы на стане непрерывной прокатки | 1976 |
|
SU613833A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЕ | 1972 |
|
SU325062A1 |
| УСТРОЙСТВО ДЛЯ ОТРАБОТКИ КОЛЕБАНИЙ ТОЛЩИНЫ ПОЛОСЫ ПЕРВОЙ КЛЕТЬЮ НЕПРЕРЫВНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2001 |
|
RU2201823C1 |
| Устройство для регулирования натяжения металла при прокатке | 1976 |
|
SU564022A1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА МНОГОКЛЕТЕВОМ СТАНЕ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ | 2000 |
|
RU2194586C2 |
УСТРОЙСТВО ДЛЯ РЕГ УЛЙРОВАНИЯ ТОЛ11ШНЫ ПОЛСХЫ НА НЕПРЕРЫВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ, соаержашее соединенные последовательно измеритель отклонения толщины полосы, в клети или за клетью, регулятор по воз- мушению или по отклонению и одьу или несколько систем управления скоростью клети, отличаю шее с я тем,что, с делью уменьшения продольнсЯ рёзнотоп шинноста готового проката, в него на вход кеакахА системы управления скороеп ю клети и на выход каждсго измерителя отклонения толпшны Дополнительно введен сумматор, один вход которого соелшнен с лфугим входом через включенные последовательно усилитель и узел сравнения, оаин вход узла сравнения связан с цругим его входом через инерпяотое звена. 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
