2, Устройство для прошивки кольцевых заготовок, содержащее прошивной стол с отверстием, образованным вертикальным и наклонным участками, механизм центрирования заготовки и : прошивень, отличающееся тем, что механизм центрирования заготовки выполнен в виде подвижной в осевом направлении оправки с конической рабочей поверхностью и одностоИзобретение относится к обработке металлов давлением и может быть использовано при изготовлении силовых колец для машиностроения и колесных бандажей для железнодорожного транспорта.
Целью изобретения является повышение качества кольцевых изделий путем устранения дефектов типа плен по внутренней поверхности изделия.
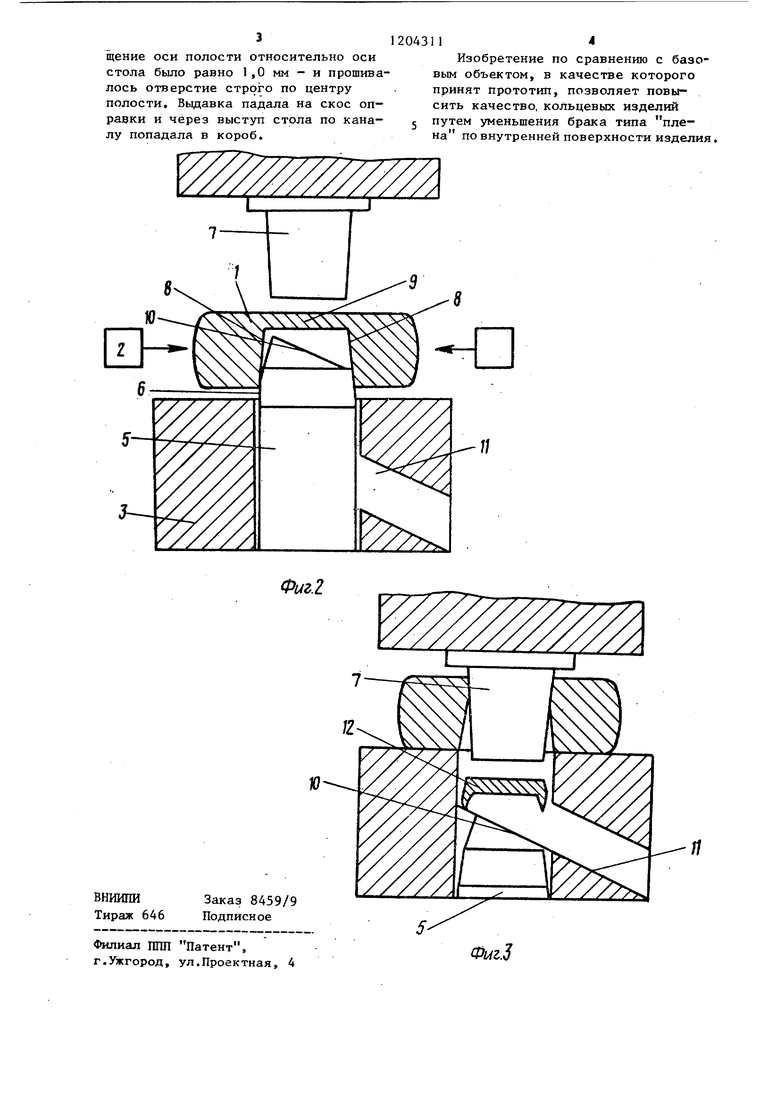
На фиг.1 показана схема установки заготовки иа прошивном столе перед ее центрированием; на фиг,2 - схема центрирования заготовки по наметке конической оправкой; на фиг.З - схема промывки отверстия.
Устройство для осуществления способа содержит заготовку 1 после разгонки снизу, клещи 2 центрователя; прошивной стол 3, наружную гЮверх- ность 4 заготовки, прошивень 7 коническую поверхность 8 полости заготовки; перемьмку 9 в заготовке, выдавку 12.
Способ осуществляют следующим образом.
Нагретую до температуры деформирования заготовку 1 (фиг,1) после ее разгонки пуансоном снизу укла- дьшают с помощью клещей 2 на прошивной стол 3, Захват заготовки клещами осуществляют по наружной поверхности 4е Затем (фиг.2) после отвода клещей 2 от зтой поверхности в исходное положение поднимают в верхнее положение централь ную оправку 5 и конической частью 6 центрируют заготовку относительно прошивного стола 3 и прошивня 7 по конической поверхности 8 полости заготовки, приподнимая ее над прошив04311
ронним скосом на торце со стороны прошивки, размещенной в отверстии j прошивного стола, при этом стол выполнен с наклонной площадкой, расположенной в зоне сопряжения верти- , кального и наклонного участков отверстия под углом к оси оправки, равным углу скоса торца оправки и углу расположения наклонного участка отверстия стола.
ным столом. После этого оправку 5 от пускают в исходное положение (фиг.З) и прошивнем 7 промьшают перемычку 9 в заготовке. Центральная
оправка 5 имеет в верхней.рабочей части односторонний скос 10, сочлененный в исходном положении со скосом 1I, выполненным в прошивном столе. Выдавка 12, падая вниз, попа-
дает на скос в оправке, перемещается под собственным весом на скос в столе и по каналу попадает в короб, установленный в приямке у стола.
Пример. Прошивка заготовок при изготовлении силовых колец башенных кранов. 1агретая до заготовка массой 470 кг после осадки
гладкими притами и разгонки снизу пуансоном диаметром 230 нм подавалась клещами на прошивной стол пресса усилием 800 тс. Этот пресс оборудован дополнительно центральной,
подвижной в осевом направлении, конической оправкой с уклоном образующей рабочей части 5 , установленной соосно с прошивным столом и прошивнем. Верхняя часть оправки
выполнена с односторонним скосом под .углом 25. Ось полости заготовки после ее укладки на стол имела смещение относительно оси прошивного стола 12. мм. Ходом централь;ной оправки вверх коническая часть ее входила в полость заготовки, приподнимала ее на 15 мм над столом и центрировала относительно его оси. Затем оправка опускалась в исходное положение, заготовка укладьша- лась на прошивную плиту стола - смещение оси полости относительно оси стола было равно 1 ,0 мм - и прошивалось отверстие строго по центру полости, Выдавка падала на скос оправки и через выступ стола по каналу попадала в короб.
12043114
Изобретение по сравнению с базо- вь1м объектом, в качестве которого принят прототип, позволяет повысить качество, кольцевых изделий 5 путем уменьшения брака типа плена по внутренней поверхности изделия.
7Фиг2
вниипи
Тираж 646
Заказ 8459/9 Подписное
Филиал ППП Патент, г.Ужгород, ул.Проектная, 4
Фиг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комплект инструмента для изготовления полых заготовок осесимметричных изделий | 1989 |
|
SU1731398A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК ДЛЯ ПОДШИПНИКОВ МЕТОДАМИ СВОБОДНОЙ КОВКИ | 2003 |
|
RU2247622C2 |
| Автоматическая поточная линия для изготовления колец | 1985 |
|
SU1276407A1 |
| Способ изготовления изделий типа венцов | 1990 |
|
SU1738446A1 |
| Способ изготовления заготовокшТАМпОКАТАНыХ КОлЕС | 1979 |
|
SU852430A1 |
| СПОСОБ ОДНОПЕРЕХОДНОЙ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ПОЛОСТЬЮ В УТОЛЩЕНИИ | 2009 |
|
RU2391172C1 |
| Способ изготовления цельнокатаных железнодорожных колес | 1990 |
|
SU1729670A1 |
| Способ прошивки заготовок и устройство для его осуществления | 1989 |
|
SU1731387A1 |
| Способ изготовления кольцевых изделий | 1986 |
|
SU1454558A1 |
| ПУАНСОН ДЛЯ ПРОШИВКИ НА ПРЕССЕ | 2014 |
|
RU2549787C1 |

