Изобретение относится к обработке металлов давлением, а именно к оборудованию для производства кольцевых изделий.
Целью изобрет€ ния является повышение пронзводит€1льности и надежности работы оборудования, а также качества получаемых изделий.
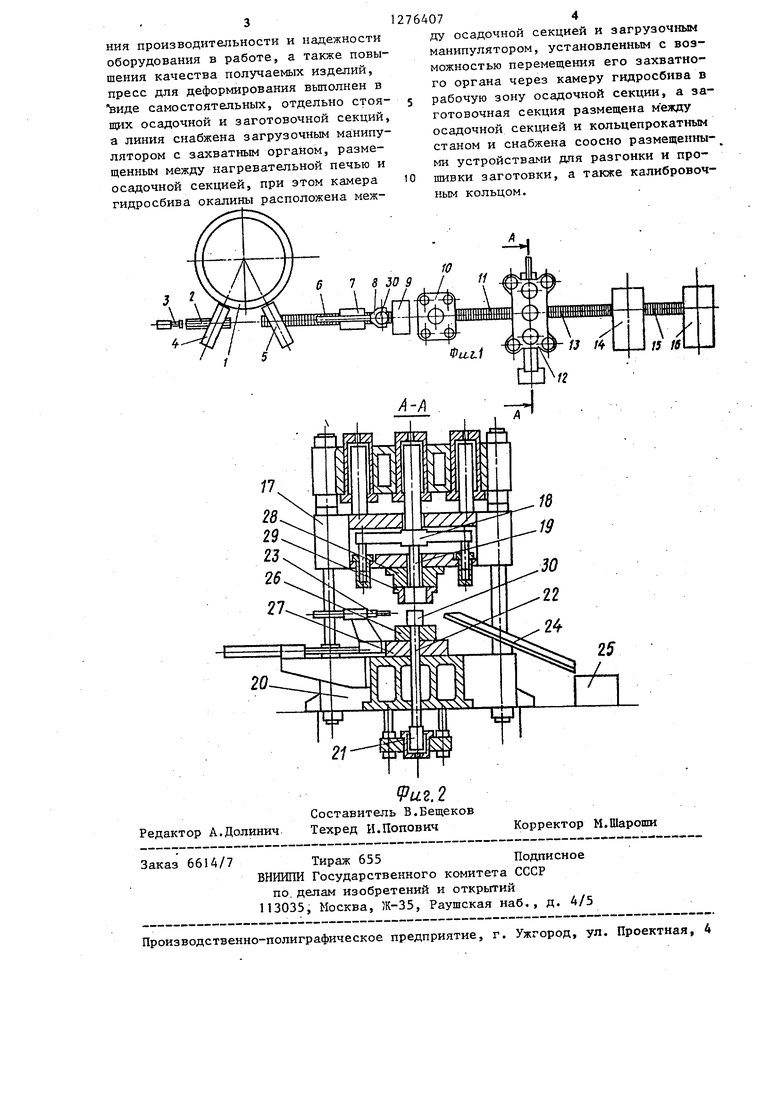
На фиг.1 представлена линия, общий вид; на фиг.2 - разрез А-А на фиг.1.
Автоматическая поточная линия для изготовления колец содержит нагревательную печь , снабженную приемным стеллажом 2, с толкателем 3, загрузочной 4 и выгрузочной 5 машинами и передающим рольгангом 6, загрузочный манипулятор 7 с захватным: органом 8, для захвата заготовок, камеру 9 гидросбива окалины, осадочная секция 10 пресса с транспортером 11, заготовочная секция 12 пресса, транспортер 13, черновой кольцепрокатньш стан 14, транспортер 15 и чистовой кольцепрокатный стан 16. Заготовочная секция 12 содержит вЁртикальные, соосно расположенные в подвилсной поперечине 17 устройство для разгонки 18 с пуансоном 19 и в нижней неподвижной поперечине 20 устройство 21 дня прошивки с прошивнем 22, устройство 23 для уборки вьщавки с наклонным желобом 24 и приемным коробом 25, ш-ганий инструмент 26, закреплен1аш на передвижном столе 27, верхний HHCTpy ieHT 28, к которому жестко закреплено калибровочное кольцо 29.
Предлагаемая автоматическая поточная линия работает следзтаищм образом
Заготовки 30 посредством мостового крана (не показан), укладываются на стеллаж 2 и толкателем 3 передаются в зону загрузочной машины 4, которая их подает в нагревательную печь 1 (заготовки загружаются в положение на торец - вертикально). После нагрева до 1100-1280 С заготовки 30 поштучно выдаются выгрузочной машиной 5 на рольганг 6. В конце рольганга 6 заготовхш 30 захватываются захватным органом 7 загрузочного ма1-шпулятора 8 и медленным перемещение последнего проносятся через камеру 9 гидросбива в рабочую зону осадочной секции 10, при этом в камере 9 гидросбива под действием струй жидкости высокого давления производится удаление окалины с верхнего и нижнего
торцов заготовок. Осадочная секция
10осуществляет предварительную осадку заготовок приблизительно Иа 1/3
их-первоначальной высоты для того, чтобы отделить окалину с боковых поверхностей. Полностью очищенная от окалины заготовка 30 транспортером
11передается на нижний инструмент 26 заготовочной секции 12, который производит сначапа опускание подвижной траверсы 17 до касания заготовки 30 верхним инструментом 28, затем окончательную осадку до смыкания калибровочного кольца 29 с нижним инструментом 26, далее совершается рабочий ход разгоночного устройства 18, при этом пуансон 19 внедряется в тело заготовки 30 до полного заполнения обьема, ограниченного верхним 28 и нижним 26 инструментами и внутренним диаметром калибровочного кольца 29. Оставшаяся в заготовке 30 перемычка после подъема пуансона 28 прошивается прошивнем 22 посредством прошивочного устройства 21. После подъема верхнего инструмента 28 с калибровочным кольцом 29 устройством 23 производится захват выдавки, расположенной на вефхнем торце прошивня 22 и передача ее. через наклонный желоб 24 в приемный короб 25, затем опускается прошивень 22. Прошитая и откалиброванная по наружному диаметру заготовка 30 транспортером 13 передается сначала на черновой кольцепрокатный стап 14 для предварительной раскатки, а затем транспортером
15 на чистовой кольцепрокатный стан 16, где осущест)зляется раскатка до окончательных (чистовых) размеров кольца. Как видно из описания работы заготовочной секции 12, -полученные на ней заготовки имеют одинаковые по всем нормам размеры и массу, что гарантирует получение высокой точности кольцевых изделий после прокатки этих заготовок.
Формула изобретения
Автоматическая поточная линия для изготовления колец, содержащая установленные в технологической последовательности и связанные между собой транспортными средствами наг. ревательную печь, камеру гидросбива окалины, пресс для деформирования и кольцепрокатный стан, отличающаяся тем, что, с целью повьше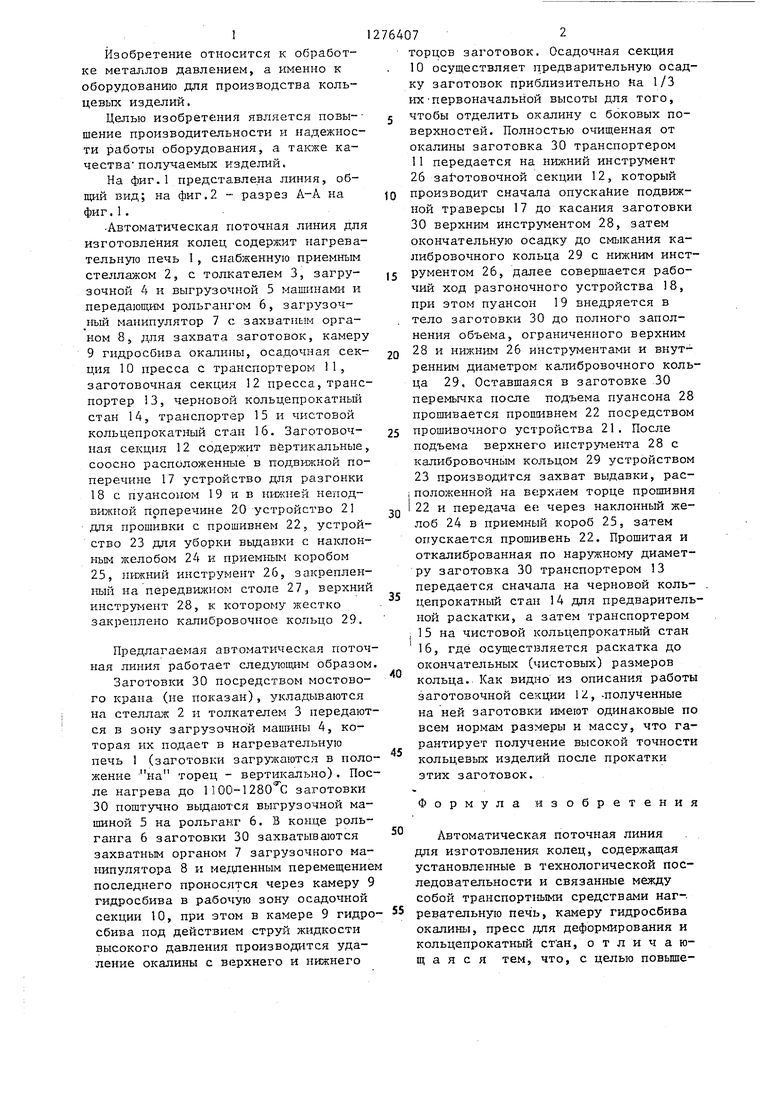
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизированная поточная линия для изготовления штампокатаных колес | 1989 |
|
SU1750822A1 |
| Механизированная поточная линия для изготовления железнодорожных колес | 1989 |
|
SU1731379A1 |
| Поточная линия для производства кольцевых деталей | 1988 |
|
SU1540912A1 |
| Механизированная линия для изготовления штампокатаных колец | 1980 |
|
SU902951A1 |
| Поточная линия для производства кольцевых изделий | 1979 |
|
SU863105A1 |
| Механизированная поточная линия для изготовления кольцевых изделий | 1986 |
|
SU1338943A1 |
| Автоматическая поточная линия для изготовления колес | 1972 |
|
SU440241A1 |
| Автоматизированная поточная линия для изготовления колес | 1989 |
|
SU1636100A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КОЛЕЦ | 1998 |
|
RU2152839C1 |
| ТРУБОПРОКАТНАЯ УСТАНОВКА ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2008 |
|
RU2387496C2 |
Изобретение относится к автоматическим поточным линиям для изготовления колец. Устройство позволяет повысить производительность, надежность в работе и качество получаемых колец за счет того, что захватный манипулятор передает нагретую заготовку через камеру гидросбива окалины. 2 ил.
| Механизированная линия для изготовления штампокатаных колец | 1980 |
|
SU902951A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
