Изобретение относится к обработке металлов давлением, а именно к способам изготовления кольцевых поковок для подшипников с помощью свободной ковки.
Изобретение может быть использовано при изготовлении кольцевых поковок подшипников на молотовом или прессовом оборудовании в кузнечно-штамповочных цехах машиностроительных и металлургических предприятий в условиях мелкосерийного и серийного производства.
Известен способ изготовления поковок с осевым отверстием [1], включающий предварительную осадку плоскими бойками слитка по его высоте до отношения диаметра к высоте поковке большего единицы (Dk/Hk>1), открытую прошивку, при которой подкладной конический прошивень устанавливается заостренным концом на торцевую поверхность поковки и внедряется в ее тело 80-90% от ее высоты. Затем заготовку кантуют на 180°, обжимают осадкой для выравнивания поверхности верхнего торца и укладывают на кольцевую подставку. Далее устанавливают подкладной конический прошивень тупым концом на торцевую поверхность поковки по центру и прошивают насквозь с удалением выдры. Затем производят раскатку кольца до требуемого размера на оправке плоским верхним бойком.
Недостатком данного способа является то, что центральная область литой заготовки (слитка) имеет дефектную осевую зону с пористостью (несплошностью) и ликвацией по химическому составу. При осадке перед прошивкой эта зона вследствие неравномерности деформации по высоте поковки распространяется в ее тело и при последующей прошивке полностью не удаляется, образуя области дефектного металла на внутренней поверхности кольцевой поковки. Для удаления дефектного металла в этом случае необходимо увеличивать припуск на механическую обработку, что снижает выход годного и увеличивает металлоемкость изготовления поковок.
Наиболее близким к предлагаемому способу по технической сущности является способ получения кольцевых поковок для подшипников [2] (фиг.1). Он заключается в том, что круглая предварительно деформированная общая заготовка разделывается на мерные заготовки с учетом необходимого размера по длине. Далее мерные заготовки нагреваются под ковку и осаживаются в заданный размер по диаметру на плоских бойках до требуемой толщины (фиг.1,). Затем производится неполная прошивка поковки наметкой полости коническим прошивнем со стороны его малого диаметра. Потом поковку кантуют на 90° и обкатывают ее по наружному диаметру при помощи плоских бойков. Далее поковку кантуют на 90°, устанавливают на подкладную плиту с отверстием и прошивают сердцевину коническим прошивнем со стороны его большего диаметра. В дальнейшем производят калибровку отверстия поковки бочкообразным или цилиндрическим прошивнем и затем ее раскатывают свободной ковкой на оправке плоскими бойками или на раскатной машине и калибруют по высоте.
Недостатком этого способа является то, что для него нельзя использовать непрерывно литую заготовку круглого сечения с присущей ей зоной осевой пористости (несплошности). При использовании непрерывно литой заготовки для этого способа происходит неполное удаление некачественного (пористого) металла из середины поковки, в результате чего он при раскатке попадает на внутреннюю контактную поверхность беговой дорожки внешнего кольца подшипника с его телом качения. Для устранения этого недостатка необходимо увеличивать расход металла на припуск для удаления дефектного металла.
Техническая задача, решаемая изобретением, - снижение стоимости заготовок, повышение качества поковок, экономия металла и снижение металлоемкости кованых заготовок подшипниковых колец, расширение номенклатуры типоразмеров поковок подшипниковых колец, получаемых из непрерывно литой заготовки свободной ковкой.
Поставленная задача решается с помощью того, что в качестве исходной используется непрерывно литая заготовка круглого сечения, которую разделяют на мерные заготовки, а с двух торцов мерных заготовок, полученных в результате разделки непрерывно литой заготовки, производят локальную наметку полостей в осевой зоне коническим прошивнем на величину до 1/5-1/4 высоты заготовки. После чего осаживают мерную заготовку целиком до выравнивания торцевых поверхностей с образованием промежуточной обратной бочки относительно оси поковки. В результате зона центральной пористости НЛЗ локализуется вблизи осевой зоны поковки, не распространяясь в периферийные области относительно оси поковки. Затем заготовку отковывают до требуемых размеров по высоте и диаметру по стандартной технологии с последующей вырубкой центральной части, калибровкой отверстия цилиндрическим прошивнем и раскатной полученной кольцевой поковки свободной ковкой на оправке плоским верхним бойком или на раскатной машине.
Кроме того, с целью расширения типоразмеров колец подшипников, получаемых свободной ковкой из непрерывно литой заготовки, и уменьшения размеров зоны осевой несплошности непрерывно литой заготовки для последующего ее удаления при прошивке перед разделкой непрерывно литой заготовки на мерные заготовки проводят ковку протяжкой непрерывно литой заготовки с подачей на длину бойка, с использованием подкладной разгонки полукруглого сечения, устанавливаемой на заготовку вдоль ее продольной оси под верхним бойком. Протяжку проводят по схеме:
- вдавливание разгонки в тело заготовки;
- кантовка непрерывно литой заготовки вдоль продольной оси на 180°;
- вдавливание разгонки в тело заготовки;
- кантовка непрерывно литой заготовки на 90°;
- вдавливание разгонки в тело заготовки;
- кантовка непрерывно литой заготовки на 180°;
- вдавливание разгонки в тело заготовки;
- ковка протяжкой на плоских бойках по заданному диаметру.
Сущность изобретения поясняется чертежами, на которых показано:
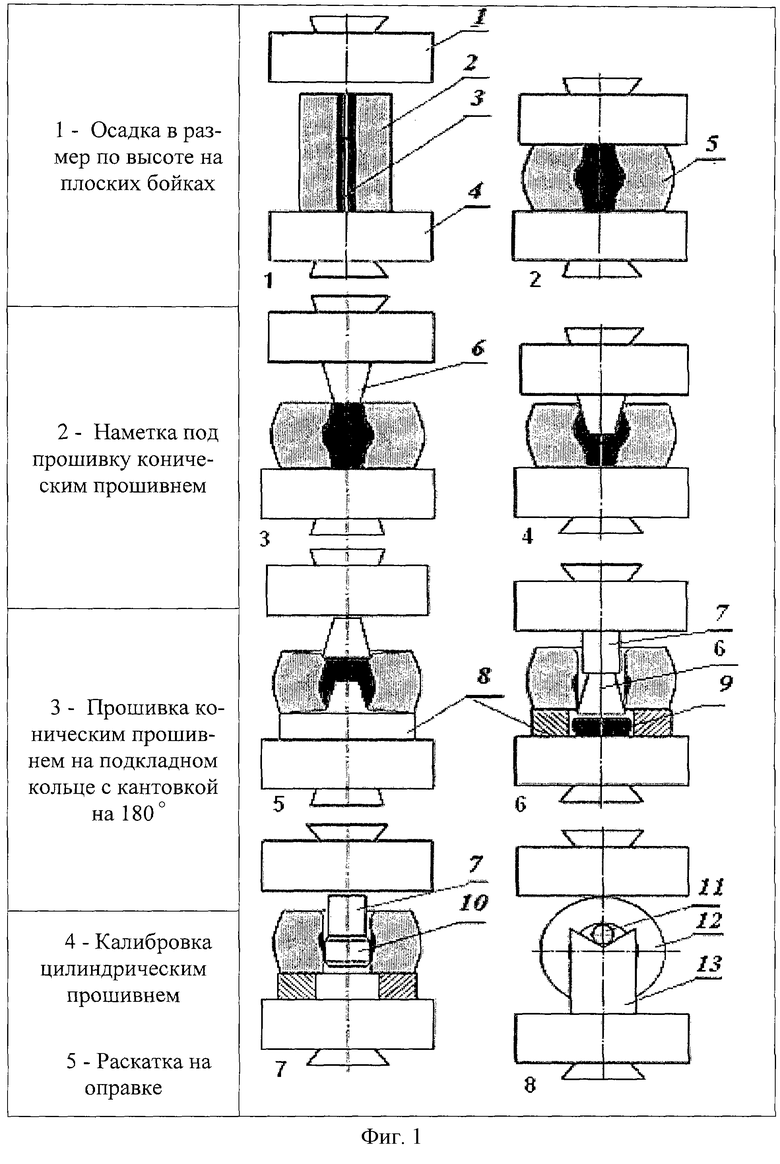
на фиг.1 - известный способ ковки кольцевых поковок из деформированной заготовки круглого сечения.
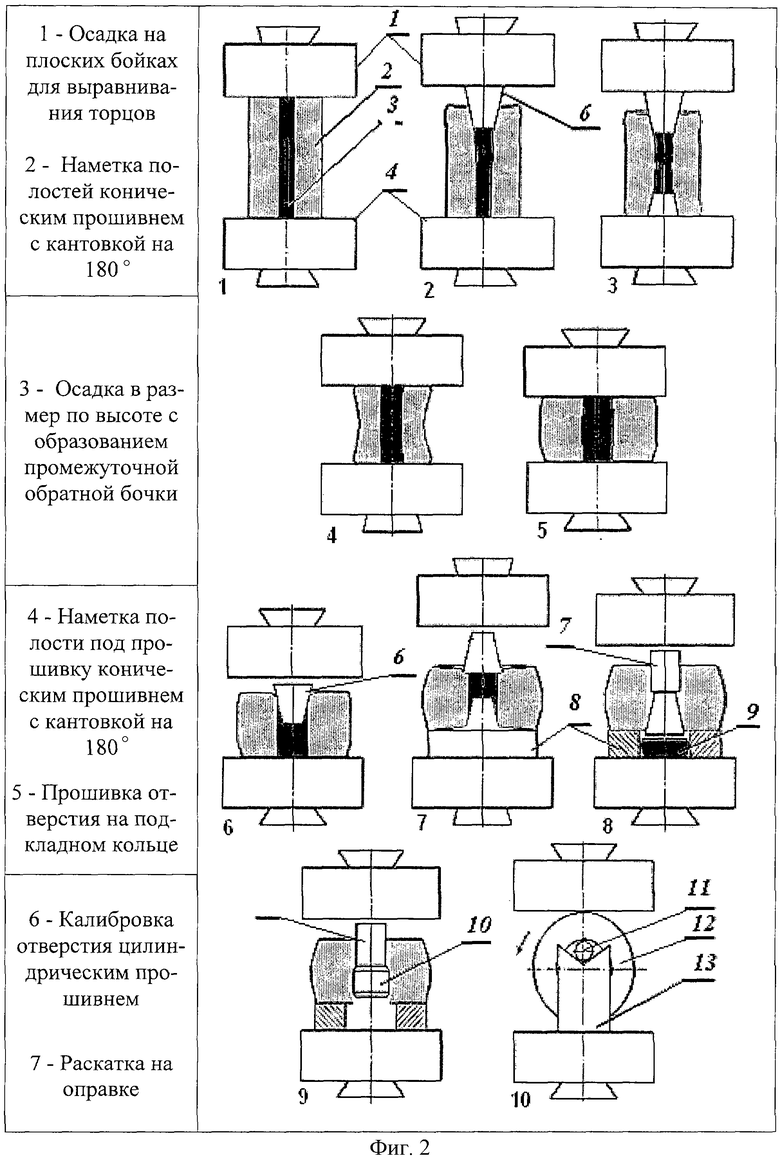
на фиг.2 - предлагаемый способ ковки кольцевых поковок из непрерывно литой заготовки круглого сечения по п.1.
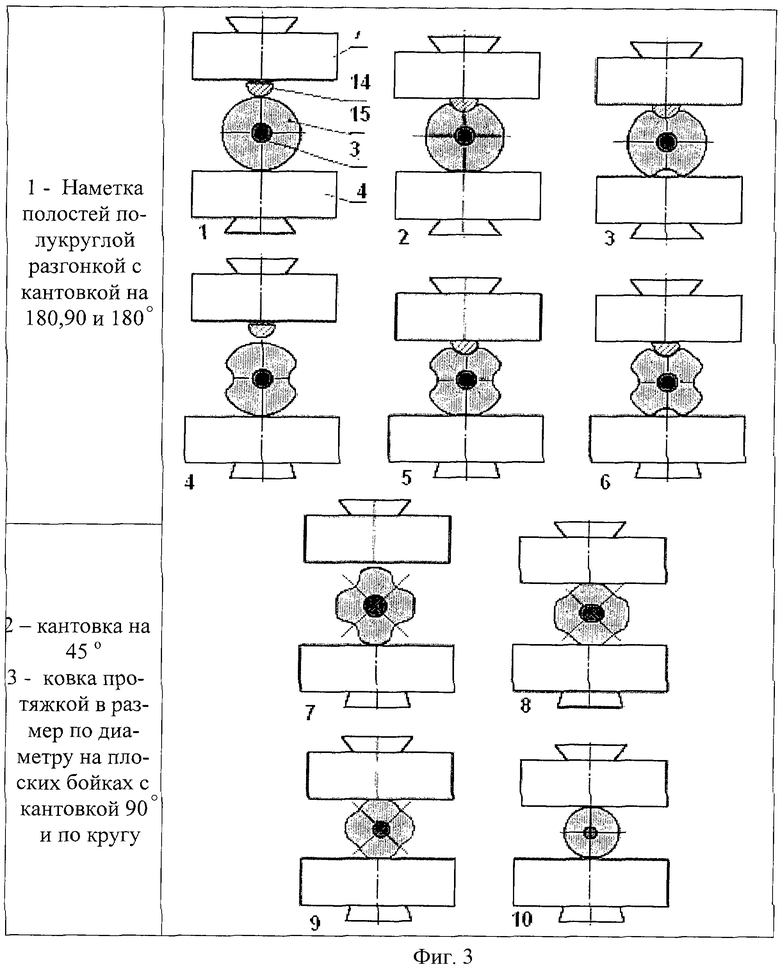
на фиг.3 - предлагаемый способ ковки кольцевых поковок из непрерывно литой заготовки круглого сечения по п.2.
На фиг.1 схематично изображены этапы процесса изготовления кольцевых поковок для подшипников методом свободной ковки, при производстве поковок известным способом.
Верхний боек 1, мерная заготовка 2, зона осевой несплошности заготовки 3, нижний боек 4, поковка 5, прошивень конический 6, надставка 7, кольцо подкладочное 8, выдра 9, прошивень калибровочный 10, оправка 11, кольцо раскатное 12, подставка под оправку для раскатки 13.
Данный способ реализуется следующим образом: круглая предварительно деформированная общая заготовка разделывается на мерные заготовки 2 с учетом необходимого размера по длине. Далее мерные заготовки 2 нагреваются под ковку и осаживаются в заданный размер по диаметру на плоских бойках 1 и 4 до требуемой толщины (фиг.1, этапы 1 и 2). Затем производится неполная прошивка поковки коническим прошивнем 6 со стороны его малого диаметра (фиг.1, этапы 3 и 4). Потом поковку кантуют на 90° и обкатывают ее по наружному диаметру при помощи плоских бойков. Далее поковку кантуют на 90°, устанавливают на подкладную плиту с отверстием 8 и прошивают сердцевину коническим прошивнем 6 со стороны его большего диаметра. При этом используется надставка 7. При данной прошивке из заготовки удаляется часть металла, образующая выдру 9 (фиг.1, этапы 5 и 6). В дальнейшем производят калибровку отверстия поковки бочкообразным или цилиндрическим прошивнем 10 (фиг.1, этап 7) и затем ее раскатывают свободной ковкой на оправке плоскими бойками или на раскатной машине и калибруют по высоте (фиг.1, этап 8).
Недостатком этого способа является то, что для него нельзя использовать непрерывно литую заготовку круглого сечения с присущей ей зоной осевой пористости 3 (несплошности). При использовании непрерывно литой заготовки для этого способа происходит неполное удаление некачественного (пористого) металла из середины поковки (фиг.1, этап 6), в результате чего он при раскатке попадает на внутреннюю контактную поверхность беговой дорожки внешнего кольца подшипника с его телом качения. Для устранения этого недостатка необходимо увеличивать расход металла на припуск для удаления дефектного металла.
На фиг.2 схематично изображены этапы процесса изготовления кольцевых поковок для подшипников методом свободной ковки предлагаемым способом.
В качестве исходной используется непрерывно литая заготовка круглого сечения 15, которую разделяют на мерные заготовки 2, а с двух торцов мерных заготовок 2, полученных в результате разделки непрерывно литой заготовки 15, производят локальную наметку полостей в осевой зоне коническим прошивнем 6 на величину до 1/5-1/4 высоты заготовки 2 (фиг.1, этапы 1, 2 и 3). После чего осаживают мерную заготовку 2 целиком до выравнивания торцевых поверхностей с образованием промежуточной обратной бочки относительно оси поковки (фиг.1, этап 4). В результате зона центральной пористости локализуется вблизи осевой зоны поковки, не распространяясь в периферийные области относительно оси поковки (фиг.1, этап 4). Затем заготовку отковывают до требуемых размеров по высоте и диаметру по стандартной технологии (фиг.1, этап 5) с последующей вырубкой центральной части (фиг.1, этапы с 6 по 8), калибровкой отверстия прошивнем (фиг.1, этап 9) и раскатной полученной кольцевой поковки свободной ковкой на оправке плоским верхним бойком или на раскатной машине (фиг.1,этап 10).
Кроме того, с целью расширения типоразмеров колец подшипников, получаемых свободной ковкой из непрерывно литой заготовки 15, и уменьшения размеров зоны осевой несплошности 3 непрерывно литой заготовки 15 для последующего ее удаления при прошивке перед разделкой непрерывно литой заготовки 15 на мерные заготовки 2 проводят ковку протяжкой непрерывно литой заготовки 15 с подачей на длину бойка, с использованием подкладной разгонки 14 полукруглого сечения, устанавливаемой на заготовку вдоль ее продольной оси под верхним бойком 1. Протяжку проводят по схеме:
- вдавливание разгонки 14 в тело непрерывно литой заготовки 15 (фиг.3, этап 1 и 2);
- кантовка непрерывно литой заготовки 15 вдоль продольной оси на 180° (фиг.3, этап 3);
- вдавливание разгонки 14 в тело непрерывно литой заготовки 15 (фиг.3, этап 3);
- кантовка непрерывно литой заготовки 15 на 90° (фиг.3, этап 4);
- вдавливание разгонки 14 в тело непрерывно литой заготовки 15 (фиг.3, этап 5);
- кантовка непрерывно литой заготовки 15 на 180° (фиг.3, этап 6);
- вдавливание разгонки 14 в тело непрерывно литой заготовки 15 (фиг.3, этап 6);
- ковка протяжкой на плоских бойках 1 и 4 по заданному диаметру (фиг.3, этапы с 7 по 10).
Источники информации
1. Охрименко Я.М. Технология кузнечно-штамповочного производства. М.: Машиностроение, 1966, 599 с. (с.199-211).
2. Штамповка кольцевых заготовок / Львов Д.С., Рождественский Ю.Л., Абрамов А.В., Литвак Л.К. // М.: ГНТИ Машлит, 1958, 182 с. (с.60-61).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА | 2008 |
|
RU2389581C1 |
| СПОСОБ ПРОИЗВОДСТВА КОЛЬЦЕВЫХ ИЗДЕЛИЙ | 2011 |
|
RU2465979C1 |
| Способ ковки в подкладных штампах поковок типа цилиндрических колес с ободом и ступицей | 1987 |
|
SU1542684A1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ КРУПНЫХ ПОКОВОК ИЗ СЛИТКОВ ФЛОКЕНОЧУВСТВИТЕЛЬНЫХ СТАЛЕЙ | 2024 |
|
RU2830165C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКОВОК ТИПА ДИСКОВ | 2009 |
|
RU2412018C1 |
| Способ ковки заготовок | 1981 |
|
SU1161219A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2011 |
|
RU2457061C1 |
| Способ изготовления поковок из слитка | 1989 |
|
SU1747227A1 |
| Способ изготовления поковок | 1980 |
|
SU1006011A1 |
Изобретение относится к обработке металлов давлением, а именно к способам изготовления кольцевых поковок для подшипников с помощью свободной ковки. Способ изготовления кольцевых поковок для подшипников методом свободной ковки включает разделку общей заготовки на мерные, нагрев мерных заготовок под ковку с последующей неполной прошивкой и обкатку по наружному диаметру при помощи плоских бойков, установку на подкладную плиту с отверстием и прошивку сердцевины коническим прошивнем со стороны его большего диаметра, калибровку отверстия поковки бочкообразным прошивнем, раскатку заготовки на оправке и калибровку ее по высоте, при этом в качестве исходной заготовки используют непрерывнолитую заготовку круглого сечения, с двух торцов мерных заготовок, полученных в результате разделки непрерывнолитой заготовки, производят локальную наметку полостей в осевой зоне коническим прошивнем на величину 1/5-1/4 высоты заготовки, после чего мерную заготовку осаживают целиком до выравнивания торцевых поверхностей с образованием промежуточной обратной бочки относительно оси поковки. Изобретение позволяет снизить стоимость заготовок, повысить качество поковок, снизить металлоемкость кованых заготовок подшипниковых колец. 1 з.п. ф-лы, 3 ил.
| ЛЬВОВ Д.С | |||
| И др | |||
| Штамповка кольцевых заготовок | |||
| - М.: ГНТИМашлит, 1958, с.182 | |||
| Способ ковки слитков и устройство для его осуществления | 1985 |
|
SU1303238A1 |
| Способ изготовления кольцевых изделий | 1982 |
|
SU1077690A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2163853C2 |
| US 4677720 A, 07.07.1987 | |||
| EP 0278298 A2, 17.08.1988. | |||

