Изобретение относится к обработке металлов давлением, в частности к изготовлению цельнокатаных .железнодорожных колес путем горячего деформирования.
Известные технологические способы .изготовления цельнокатаных железнодорожных колес путем горячего деформирования, включающие осадку, формовку, прокатку колеса, выгибку и прошивку отверстия в ступице, не обеспечивают стабильного положения обода относительно ступицы в осевом направлении. Это вынуждает увеличивать припуски на мехобработку отдель- ных элементов колеса, что ведет к увеличению расхода металла.
Известны способы изготовления железнодорожных колес, которые на заключительной стадии деформирования включают осадку обода по ширине, выгибку диска в осевом направлении и прошивку отверстия в ступице. При этом прошивку ведут пуансоном при зажатом выгибными штампами диске..
Известны также способы изготовления цельнокатаных железнодорожных колес, которые включают штамповку и прокатку
диска с одновременной гибкой его в осевом направлени, выгибку диска и прошивку отверстия в ступице при зажатом штампами диске, прокатку диска по длине, равную окончательной длине, а выгибку диска ведут без вытяжки его по длине.
Недостатком всех этих способов является то, что, осуществляя прошивку отверстия в ступице при зажатом диске, в дальнейшем при термообработке меняется положение обода относительно ступицы в осевом направлении.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ изготовления железнодорожных колес, в соответствии с которым осуществляют осадку ступицы по длине, выгибку диска, осадку обода по ширине и открытую прошивку отверстия в ступице. При этом выгибку диска ведут до получения промежуточной его формы, а окончательное формообразование колес производят воздействием термических напряжений в процессе термообработки.
Недостатком этого способа является низкая точность окончательного формооб(А
С
VJ
ho
О
VI
о
разования колеса с помощью термических напряжений (перемещение ступицы в осевом направении относительно обода), так как эти .термические напряжения перемещают ступицу в осевом направлении как в сторону наружной поверхности колеса, уменьшая величину К (фиг.2), так и в сторону внутренней поверхности колеса, увеличивая значение К. Это зависит от уровня и характера остаточных напряжений, которые образуются при прошивке отверстия в ступице при зажатом штампами диске. Поэтому задача заключается в том, чтобы эти остаточные напряжения, возникающие при прошивке, довести до уровня, близкого к нулю, что позволит в дальнейшем уменьшить смещение ступицы относительно обода при термической обработке.
Цель изобретения - экономия металла за счет повышения точности параметров колес и снижения припусков на-механическую
обработку.
Поставленная цель достигается тем, что предварительную оыгибку диска в осевом направлений осуществляют о процессе осад|: 1 обода по ширине и ступицы по длине, а окончательную выгибку диска осуществляют одновременно с прошивкой отверстия в ступице с ограничением величины осевого смещения обода,
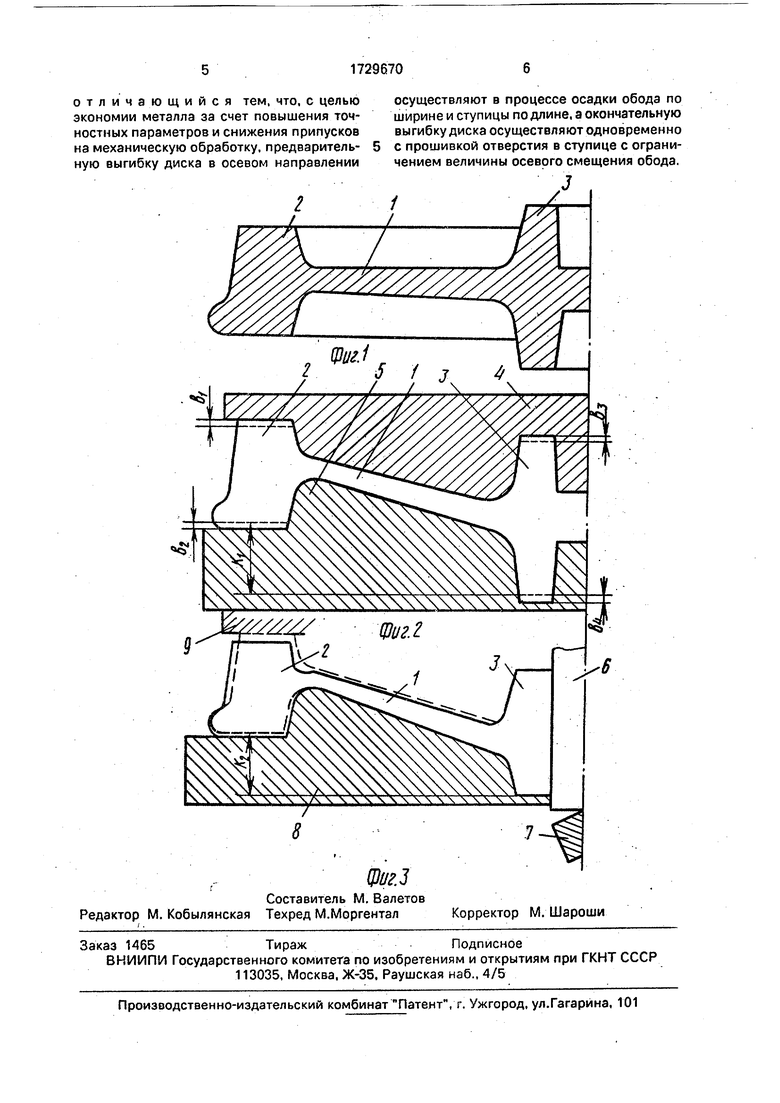
На фиг.1 изображено прокатанное колесо перед предварительной выгибкой; на фиг.2 - колесо после предварительной выгибки диска с одновременной осадкой обода по ширине и ступицы по длине (контур пунктиром - после осадки обода и ступицы, контур сплошной линией - до осадки); на фиг.З - то же, после окончательной выгибки диска (контур колеса обозначен пунктиром) в процессе прошивки отверстия в ступице. На чертежах обозначены обод 1 колеса, диск 2 колеса, ступица 3 колеса, верхний выгибной штамп 4, нижний выгибной штамп 5, прошивень 6, оыдавка 7, прошивочный штамп 8 и упор 9.
Сущность изобретения состоит в том, что для получения железнодорожных колес требуемого качества, размеров и конфигурации диска предварительную выгибку (на величину Ki) диска (фиг.2) прокатанного колеса (фиг.1) в осевом направлении осуществляют в процессе осадки обода по ширине (обжатия bi и Ьз) и ступицы 3 подлине (обжатия Ьз и Ы) штампами 4 и 5. При этом остаточные напряжения в колесе вследствие наличия процесса деформации снижаются. Окончательную выгибку диска в том же направлении на окончательные размеры (величину Ка) ведут при прошивке прошивнем 6 отверстия в ступице 3 (удаление выдавки 7). При этом ограничение хода обода и осевом направлении осуществляется упором 9.
Использование предлагаемых технологических операций обеспечивает получение требуемого размера выгибки диска (параметра «2, фиг.З). В частности, обеспечивает эконо ю металла за счет снижения припусков на мехобработку обода и ступицы.
Пример. Исходную заготовку для вагонных железнодорожных колес диаметром 950 мм, массой 470 кг нагревали в коль- ц евой печи до температуры деформирования 1260-1280°С, осаживали
на 30% высоты на прессе усилием 2000 тс для удаления окалины с боковой поверхности, осаживали гладкими плитами в технологическом кольце на прессе усилием 5000 тс. На этом же прессе осуществляли разгонку центральной зоны металла пуансоном для распределения объемов металла между ободом и ступицей, на прессе усилием 10000 тс формовали ступицу длиной 215 мм, на колесопрокатном стане, прокатывали
другую часть диска и обода (колесо после прокатки - на фиг.1), обеспечивая ширину обода 142 мм, на прессе усилием 3500 тс штампами 4 и 5 (фиг.2), осуществляли при 850-900°С предварительную выгибку диска
до размера Ki - 79 мм одновременно с осадкой обода по ширине (bi 2,5мм, 02 - 1,5 мм), на прессе 500 тс прошивали пуансоном. б (фиг.З) отверстие в ступице 3, удаляя выдан ку 7. При этом обеспечивали перемещенио обода относительно ступицы 3 на величину К2 - KI 3 мм, ограничивая это перемещение упором 9. Полученные колеса имели стабильное положение обода 1 относительно ступицы 3. т.е. в пределах 82-84,
что позволило снизить припуск на мехобработку боковых поверхностей обода и торцов ступицы c(bi + 02) 7-8 мм и(Ьз+ Ы) 20-21 мм до соответственно 4,5-5,5 и 14-15 мм. Это обеспечило экономию металла на одном колесе до 10 кг.
Таким образом, использование предлагаемого способа обеспечивает, по сравнению с прототипом, экономию металла путем повышения точности положения обода относительно ступицы и уменьшения припусков на мехобработку этих элементов колеса.
Форму л а изо бретен и я Способ изготовления цельнокатаных железнодорожных колес, включающий- штамповку, прокатку, осадку обода и ступицы, предварительную выгибку диска в осевом направлении, прошивку отверстия в ступице и окончательную выгибку диска,
ФигЗ
Составитель М. Валетов
Редактор М. Кобылянская Техред М.МоргенталКорректор М. Шароши
/..
Заказ 1465ТиражПодписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5

| название | год | авторы | номер документа |
|---|---|---|---|
| ЦЕЛЬНОКАТАНОЕ ЖЕЛЕЗНОДОРОЖНОЕ КОЛЕСО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2259279C1 |
| Способ изготовления железнодорожных колес | 1981 |
|
SU986560A1 |
| Механизированная поточная линия для изготовления железнодорожных колес | 1989 |
|
SU1731379A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ КОЛЕС | 1995 |
|
RU2080200C1 |
| Способ изготовления цельнокатаных колес с изогнутым диском | 1990 |
|
SU1750819A1 |
| Способ изготовления цельнокатаных колес | 1975 |
|
SU530723A1 |
| Способ производства железнодорожных колес | 1975 |
|
SU524589A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 2007 |
|
RU2355502C1 |
| Способ изготовления цельноштампокатаных колес | 1987 |
|
SU1516205A1 |
| Способ изготовления железнодорожных колес преимущественно с криволинейным диском | 1989 |
|
SU1692711A1 |
Изобретение может быть использовано для изготовления цельнокатаных железнодорожных колес. Предварительную выгибку диска в осевом направлении осуществляют в процессе осадки обода по ширине и ступицы по длине. Окончательную выгибку диска осуществляют одновременно с прошивкой отверстия в ступице с ограничением величины осевого смещения обода. 3 ил.
| Способ изготовления железнодорожныхКОлЕС | 1979 |
|
SU795712A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
