Изобретение относится к металлургии, в частности к отделочному Оборудованию прокатных станов, и можетi быть использовано для удаления окалины с поверхности горячекатанной сортовой и листовой стали в условиях жестких требований, предъявляемых к качеству поверхности проката.
Цель изобретения - повышение компактности и упрощение конструкции устройства.
На фиг, 1 показано устройство для очистки от окалины круглого проката; на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит коллектор 1, подсоединенный к пневмо- или гидросистеме, содержащей пневмо- или гидропровод с источником энергоносителя компрессор, насос), рабочую среду 2 абразива, перемещающуюся внутри коллектора 1 под действием энергии, передаваемой пневмо- или гидроприводом, продольный разъем 3 в коллекторе 1, где происходит контакт рабочей среды абразива с поверхностью проката 4.
Устройство работает следующим образом.
В случае очистки от окалины круглого проката (фиг. 1 и 2) пневмо- или гидросистема, подающая по коллектору I рабочую среду 2, включается в работу по сигналам датчика времени и концевого выключателя, фиксирующих и взаимоувязывакяцих перемещение проката 4 до полного его охвата системой коллекторов и время подачи рабочей среды абразива внутри коллектора. Может осуществляться сплошная очистка от окалины и выборочная змейкой с шагом, соответствующим шагу винтовой линии расположения коллекторов, что подтверждает более широкие технологические возможности предлагаемого устройства . В первом случае предусмотрена очистка в движении с подачей проката тянущими роликами, во втором в статическом положении с очисткой определенных участков проката и дальнейшим перемещением по длине заготовки. Для плотного прижатия устройства в момент работы предусматривается использование электромагнита. Для обработки листового проката применяютс вакуумные присоски, осуществляющие прижатие коллекторов к поверхности проката.
В коллектор 1 подают рабочую среду 2 абразива и за счет придания ей энергии перемещают в канале, ограниченном стенкой коллектора, продольным разъемом 3 и обрабатываемой поверхностью проката 4. За счет .сил трения, возникающих между рабочей средой абразива и поверхностью проката, окалина, предварительно сломанная в окалиноломающих роликах, удаляется и, перемешиваясь с рабочей средой, уносится по трубопроводу в сборник, где происходит отсортировка крупной фракции абразива от мелкой фракции окалины.
Устройство работает с подачей рабочей среды абразива по замкнутому циклу, что дает возможность обходиться без подачи абразива от внешнего
источника питания гидро- или пневмо- системы, что повьш1ает надежность эксплуатации и упрощает конструкцию. В качестве энергосистемы может быть использована пневмосистема любого
прокатного цеха с рабочим давлением в сети 2,5-4,0 ати.
Окалину с поверхности проката можно удалять несколькими способами:
иглофрезерованием, травлением, дро- , беметной или дробеструйной очисткой. Эти способы предусматривают применение сложных по конструкции и дорогостоящих устройств, обладающих недостаточной производительностью и низкой стойкостью рабочего инструмента, зачастую приводящих к ужесточению требований по охране труда и окружающей среды. Удаление окалины в потоке прокатного стана - операция сложная и не всегда осуществимая. Поэтому удаление окалины производят на адъюстаже механическим способом или в травильных отделениях химическим способом. С целью расширения технологических возможностей предлагаемое устройство может быть использовано для осуществления операции удаления окалины непосредственно в погтоке прокатного й,тана, а также для нанесения технологических смазок на горячий прокат для обеспечения уменьшенного, окалинообразования. Кроме того, устройство, может использоваться для нанесения на горячую поверхность проката окислов или гидроокислов щелочных (щелочноземельных) металлов для химического разложения ока
ЛИНЫ и механического ее удаления на правильных машинах.
Применение предлагаемого устройства в промьшшенности позволит улучшить работу отделочного оборудова1205959.
ния прокатных цехов, свести до минимума затраты на изготовление, наладку и ремонт деталей и узлов устройства, а также облегчить условия тру- е Да рабочих адъюстажа.
7 . .г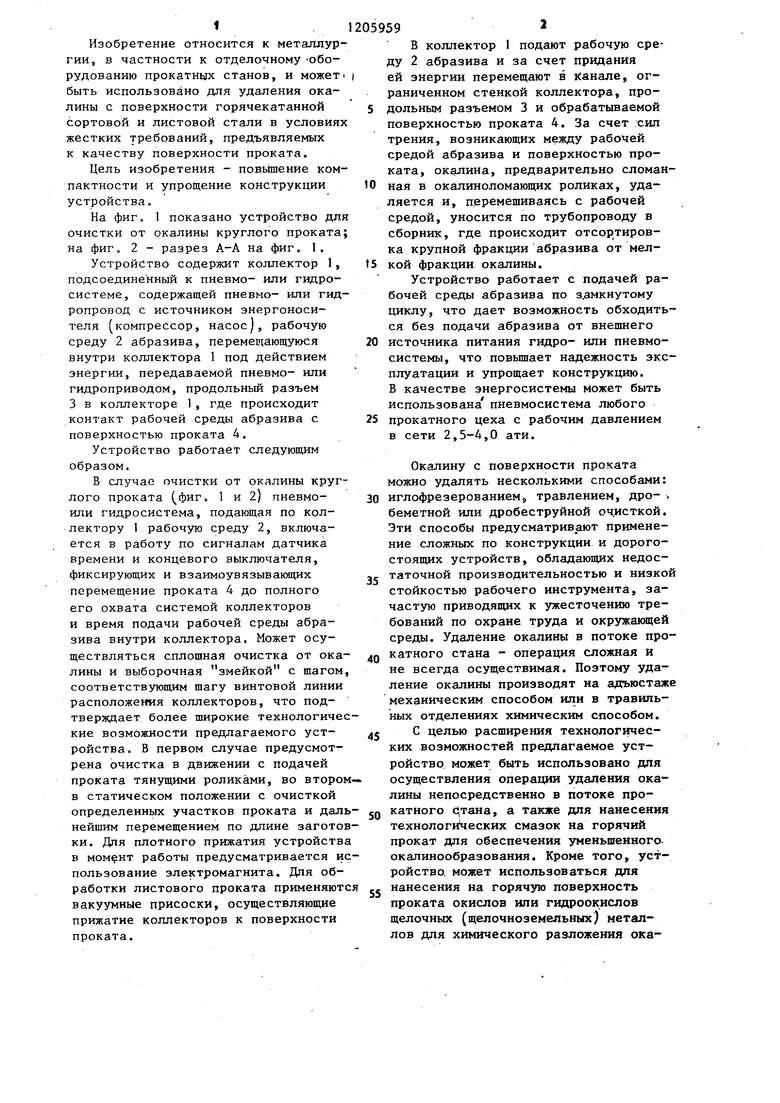
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ КРУГЛОГО ПРОКАТА | 2003 |
|
RU2273536C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ, ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ АГЛОМЕРАЦИОННОГО, ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2138557C1 |
| Способ получения и подачи технологической смазки на валки прокатного стана | 1979 |
|
SU869881A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК И ИЗДЕЛИЙ (ВАРИАНТЫ), СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА И СТАЛИ, СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА И СПОСОБ ПОЛУЧЕНИЯ АГЛОМЕРАТА | 1998 |
|
RU2132246C1 |
| Устройство для нанесения технологической смазки на валки прокатного стана | 1984 |
|
SU1186299A1 |
| Способ насечки валков абразивным методом | 1988 |
|
SU1569202A1 |
| Способ изготовления чистящего элемента для очистки калибров сортопрокатных валков | 1989 |
|
SU1696022A1 |
| Способ подготовки к эксплуатации смазочно-охлаждающей эмульсии для станов горячей прокатки | 1991 |
|
SU1814568A3 |
| УСТРОЙСТВО ДЛЯ ГИДРАВЛИЧЕСКОГО УДАЛЕНИЯ ВТОРИЧНОЙ ОКАЛИНЫ С ПРОКАТА В ЛИНИИ ПРОКАТНОГО СТАНА | 1989 |
|
RU2033873C1 |

.2.
| 0 |
|
SU153333A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Неразъемное соединение гибкого шланга с ниппелем | 1972 |
|
SU482588A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
