(54) СПОСОБ ПОЛУЧЕНИЯ И ПОДАЧИ ТЕХНОЛОГИЧЕСКОЙ СМАЗКИ НА ВАЛКИ ПРОКАТНОГО СТАНА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ приготовления технологической смазки для прокатки | 1991 |
|
SU1784310A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ПРОКАТНОЙ ИЛИ МЕТАЛЛУРГИЧЕСКОЙ УСТАНОВКИ | 2018 |
|
RU2737919C1 |
| СПОСОБ НАНЕСЕНИЯ ТВЕРДОЙ СМАЗКИ НА ПОВЕРХНОСТЬ ПРОКАТНОГО ВАЛКА | 1993 |
|
RU2060849C1 |
| Способ смазки прокатных валков | 1980 |
|
SU1005964A1 |
| Способ подачи технологической смазки на поверхность прокатных валков | 1987 |
|
SU1713707A1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНОГО МАСЛА В ПРОЦЕССЕ ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2351419C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ИЗДЕЛИЙ | 2009 |
|
RU2385194C1 |
| НЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН | 2009 |
|
RU2381850C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СМАЗКИ ВАЛКОВ | 2008 |
|
RU2400318C1 |
| Технологическая смазка для горячей прокатки металлов | 1979 |
|
SU891753A1 |
Изобретение относится к металлургии, конкретно - к прокатному нроиэводству, и может быть использовано на станах горячей прокатки при произвоцстве полосовой листовой и сортовой металлопродукции. Применение технологической смазки пр горячей прокатке является одним из эффективнь1х способов увеличения стойкости валков, снижения энергосиловых параметров и повышения качества проката. С целью сокращения минимума или полного ис ключения вредного влияния применения технологической смазки на окружающую среду все более широкое распространение получает замена масла такими материалами, которые бы при достаточной эффективности не усугубляли экологические последствия их применения. Известно, что хорошей смазочной способностью обладают слоистые минеральные вещества (графит, вермикулит, слюда и др.). Приме1 ение технологической смазкв на их основе при горячей прокатке наряду с получением значительного эффекта и увеличения стойкости валков в снижения энергетических затрат гахэвопяет иэбежать загрязнения охлаавтеля и атмооферы в цехе, т.е. эта смазка не горит, а часть ее, попавшая в охладитель, лез ко удаляется из него механическим путем. Известно получение технологической смазки в виде брикетов Cl3. Брикет при помощи специального устройства прижимается к поверхности валк и при контакте с валком часть смазки переносится на валок. Такая смазка обладает высокой эффективностью, однако возникает необходимость предварительного приготовления этих брикетов. Нанесение твёрдой смазки на валки затрудняет тонкое дозирование ее, особенно в момент захвата полосы, когда подача смазки должна вообще прекратиться), что может привести к соэданию на стане аварийной ситуации. Иэ- - . за необходимости предварительной замены брикетов коэффициент использования смазки невысюк, т.к. крепежная часть каждого брикета является безвозвратным отходом. Замена брикета осуществляется только прк остановке стана, что также приводит . либо к увеличенному расходу смазки (если надо заменять не отработавший брикет), либо к снижению её эффективности (если брикет изнашивается до остановки стана и часть металла прок(ат1ывается беэ технологической смазки). Кроме того, использование смазки в виде брикетов на современных листовых станах с длиной бочки 1700-5500 мм сопряжено не тольт ко с технологическими, но и с конструктивными трудностями.
Известно применение пастообразной .смазки (на основе хфафита), что намного упрощает пропесс нанесения смазки на поверхность валков, так к0к в этбм случае отпадает необходимость приготовления бри кетов и замены их на craiHe f2il« Однако нанесение этой смазки осуществляется также контактИым способом, что затрудняет тонкое регулирование ее расхода и усложняет условия захвата полосы валками. Наиболее близким техническим решением является способ получения и подачи во домасляной эмульсии на валки прокатного стана, при котором водомасляная смесь (смазывающая жидкость Уполучается в Heпосредств енной близости от клети путем инъекции масла в поток охлаждакяцей воды перед коллектором в направлении, обес печивающем образование противотоков воды и смазки Гз. Благодаря своей проототе, способ получил широкое пргалеиёние в прокатном производстве. Однако, применяекоае при этом всевозможныемасла и водомасляные смеси и эмульсии приводят к значительному загрязнению охлаждак щей воды. Необходимы (Также дополшггельHbie усилия для ликвидации или сведения к минимуму загрязнения атмосферы в цехе при сгорают масла,) попавшего на горячую арматуру рабочей клети. Целью отюываемого изобретения является уменьшение загрязнения воды. Указанная цель достигается тем, что в способе получения и подачи технологической смазки на валки прокатного стаиа, включающем- инъекцию смазки в движущийся поток виды в трубопроводе перед коллектором в направлении, обеспечивающем образование щютивотоков воды и смазки, 55 в качестве смазки инжектируют частицы твердого слоистого вещества в виде воздушно-пылевой смеси.
Для получения устойчивой смазочной жидкости предварительно вводят специальные присадки, например поверхностно-активные вещества. Частицы слоистого вешества, смешиваясь : охлаждающей водой образуют жидкую смазку, которая наносится на поверхность валков через коллекторы охлаждения валков, специально установленшле коллекторы mm форсунки.
Таким образом,, предла/ аемый способ получения и подачи технологическойсмазки позволяет одновременно реализовать гфеимушества применения в качестве технологической смазки высокоэффективных
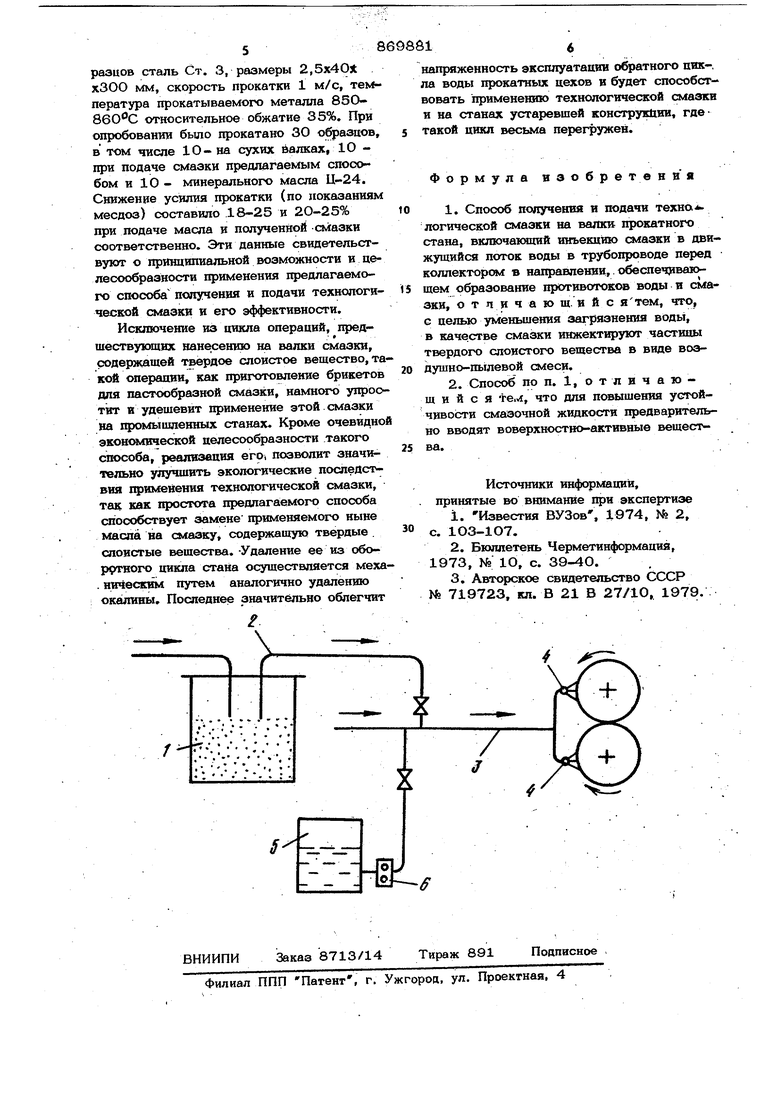
и безвредных с точки зрения экологии твердых СЛОИСТЫХ материалов в совокупности с наиболее простым способом ее получения и подачи на валки прокатного стана. На чертеже представлен вариант реализации предлагаемого способа, При подаче сжатого воздуха ( атм) в герметичную емкость 1 (манжусиая установка), предварительно заполненную твердым слоистым веществом, на выходе из нее в трубе 2 образуется возцушно-41ылевая смесь, которая ется в охладитель (ьоду), транспортируемый по трубопроводу 3. Полученная жидкая смазка наносится на валки череда коплекторы 4. Дополнительные присадки из бака 5 при помощи насоса 6 подаются в воду непосредственно перед началом вдувания воздушно-пылевой смеси. Подача воздушно-пылевой смеси и присадки осуществляется только при прюкатке полосы в данной клети. Включение и отключение подачи осуществляется автоматически по сигналу датчика наличия металла. Реализац&я способа не представляет трудностей как для действующих, так и вновь устанавливаемых станов. Пример конкретной реализации способа на опытно-прсмышлеииом двухвалковом стане 340. В 1 ачестве твердого слоистого вещества использовали пудру сырого вермикулита, полученную при помощи шаровой мельницы. Инъекцию вермикулита I осуществляли по схеме, аналогичной 1фед-; ставленной на чертеже. Воздушно пылевую смесь, содержащую частицы вермикулитной пудры, инжектировали в трубопровод, подающий на валки питьевую воду (2 л/мии) под давлением О,8 атм. Полученную жидкую смазку наносили иа псюерхность валков через сопла (по одному на валок, на нижний - Ь входной стороны стана, на верхний - .с выходной). Материал прокатываемых об
