Изобретение относится к металлур гии, а именно к прокатному произволству, и может быть использовано для нанесения технологической смазки на станах горячей прокатки. Цель изобретения - улучшение качества поверхности проката и увеличение срока службы валков. На фиг.1 изображена схема расположения устройства на верхнем и нижнем-валках; на фиг.2 - расположение устройства по длине бочки валка. Устройство состоит из прижатых к валкам 1, между которыми прокатывают полосу 2, камер 3 с размещенными внутри них коллекторами 4 для распыления смазки. Камеры расположены под углом наклона с 10 - 20 к образующей валка и размещены в шахматном порядке в два ряда 5 и 6 с входной и выходной сторон клети. Устройство работает следующим образом. Смазку подают через коллекторы 4 во внутренние полости камер 3 и распыляют, например, механически с помощью сжатого воздуха (пара) на участки поверхности ваЛка 1, с которых прижатыми к валку 1 стенками каMefT 3 предварительно удаляют охлаждающую воду. Благодаря наклонному расположению стенок камер 3 относи-( тельно образующей валка охлаждающая вода, ударяясь в стенки камер 3, образует поток, направленный вдоль них и непрерывно смывает поступающие с прокатываемых полос мелкую окалину и пьшь, предотвращая их скопление и спрессовывание в плотные комки. Это затрудняет попадание окалины между валками и на раскат и уменьшает веро ятность появления дефекта поверхности вкатанная окалина, т.е. улучшае качество поверхности полосы. Уменьшение количества окалины, попавшей ме ду валками, способствует снижению их износа и увеличению срока службы. Угол установки камеры 10 - 20 выбран на основании результатов лабораторных испытаний устройства для нанесения технологической смазки. При меньшей величине угла может иметь место скопление окалины на стенках камеры, а при большей - затрудняется конструктивное решение по обеспечению надежного контакта камеры с поверхностью валка. Подачу смазки на валки начинают производить в момент захвата полосы 2 валками 1 одновременно через оба ряда 5 и 6 камер 3. Сначала в очаг деформации поступает смазка, нанесенная камерами 3 ряда 5 (фиг.2), расположенными со стороны входа полосы 2 в валки 1 (фиг.1). При этом поверхность металла лишь частично покрывается смазкой и общая сила трения снижается незначительно, что удовлетворяет условия захвата. После заполнения очага деформации металлом начинает поступать смазка и от камер ряда 6-(фиг.2), расположенных со стороны выхода полосы, обеспечивая покрытие смазкой всей поверхности валка 1 (фиг.1), что приводит к значительному снижению сил трения. Таким образом позтапНое (вначале из камер ряда 5, а затем из камер ряда 6) поступление смазки на раскат обеспечивает устойчивость прокатки в момент захвата металла валками, исключает пробуксовку и предполагает подачу смазки в течение всего машинного времени, что повьш1ает стойкость валков. Такая подача смазки способствует также снижению ее расхода, более полному использованию и уменьшению загрязнения охлаждающей воды. Применение предлагаемого устройства обеспечив.ает получение проката с высоким качеством поверхности при увеличении стойкости валков.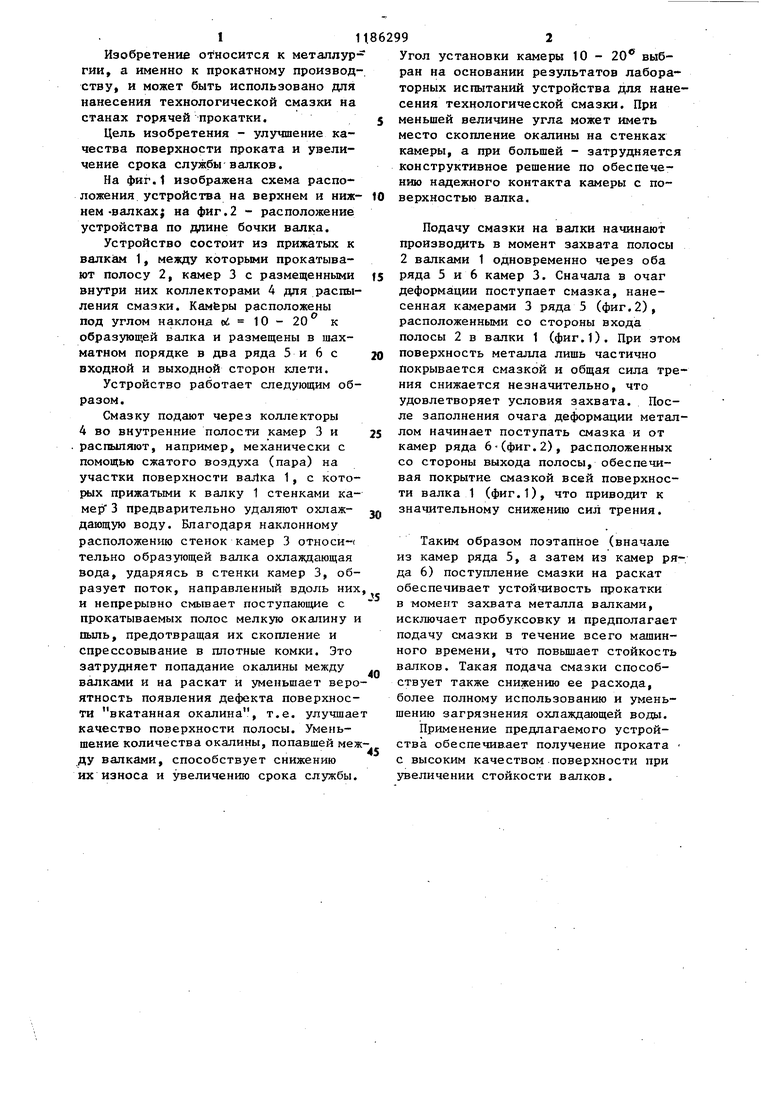
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства проката | 1979 |
|
SU816599A1 |
| Рабочий валок | 1977 |
|
SU644569A2 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
| Устройство для охлаждения прокатных валков | 1982 |
|
SU1069892A1 |
| Способ прокатки упрочненных полос | 1988 |
|
SU1657244A1 |
| СПОСОБ ОХЛАЖДЕНИЯ РАБОЧЕГО ВАЛКА СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2000 |
|
RU2183143C2 |
| Прокатный валок клети широкополосного стана | 1980 |
|
SU1014604A1 |
| Прокатный валок | 1977 |
|
SU733750A1 |
| Способ производства проката | 1982 |
|
SU1034797A1 |
| Способ смазки прокатных валков | 1977 |
|
SU703172A1 |
УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ТЕХНОЛОГИЧЕСКОЙ СМАЗКИ НА ВАЛ1СИ ПРОКАТНОГО СТАНА, содержащее прижатую к валку камеру с размещенным внутри нее коллектором с форсунками, отличающееся тем, что, с целью улучшения качества поверхности проката и увеличения срока службы валков, камера выполнена секционной, причем секции расположены по длине бочки валка под углом 10 - 20° к образующей валка в два ряда в шахматном порядке - на выходе и входе из очага деформации. Фиг./
/ /
Фиг.1
| Устройство для нанесения смазки на валки при горячей прокатке металла | 1974 |
|
SU500834A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для нанесения смазки на валки при горячей прокатке | 1974 |
|
SU500835A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
