1
Изобретение относится к металлообработке, в частности к совмещенной режуще-деформирующей обработке наружных цилиндрических поверхностей.
Цель изобретения - повышение производительности процесса и качества обработки.
На чертеже представлено устройство , реализующее предла1 аемый способ.
Деформирующим элементам сообщают большую скорость, чем скорость планетарного движения иг лофрез. Согласование скорости планетарного движения определяют по зависимости
Н ц /J и
N (0,9-2,0) .
- .
N,
Подачи иглофрез и деформирующих элементов выбирают
S, (0,2-0,4) Н,.
S (0,21-0,7) -л|4К1 -
3
Для реализации предлагаемого способа используется устройство, содержащее корпус 1, в котором размещены механизмы привода с качающимся редуктором 2, на выходных валах 3 которых установлены иглофрезы 4. Приводные валы 5 через жестко закрепленные на них шестерни 6 связаны с неподвижной шестерней 7. Последняя закреплена на неподвижном кожухе 8. В отверстии шестерни 7 в подшипниках установ лена втулка 9, соединенная с корпусом 1. На втулке 9 на подщипнике установлен диск 10 с выполненным на нем зубчатым венцом 11. В диске 10 закреплены держатели 12 с деформирующими элементами 13.
Зубчатый венец 11 диска 10 соединен с шестерней 14, установленной на валу 15, на котором расположена сменная шестерня 16, связанная со сменной шестерней 17, установленной на валу 18. Сменные шестерни 16 и 17 представляют собой гитару сменных колес привода деформирующих элементов 13. На валу 18 установлена сменная шестерня 19, соединенная со сменной шестерней 20, размещенной на валу 21, на котором закреплен шкив 22 ременной передачи привода. Сменные шестерни 19 и 20 представляют собой гитару
1822
сменных колес общего привода устройства .
На корпусе 1 закреплена шестерня 23, которая связана с шестерней 24, 5 установленной на валу 18. Для направления детали 25 после выхода ее из зоны деформирующих элементов 13 используется втулка 26. Для подачи детали 25 применяются две пары тяну- 0 щих роликов, установленных со сторон входа и выхода детали (не показаны) . Совокупность зубчатых шестерен может быть и другой.
Устройство для осуществления спо- 5 соба работает следующим образом.
От шкива 22 вращение через вал 21 передается шестерням 20 и 19. От шестерни 19 вращение передается валу 18 и расположенным на нем шестерням 0 24 и 17. От шестерни 24 вращение сообщается шестерне 23 и связанному с ней корпусу 1, который сообщает планетарное движение иглофрезам 4.
При планетарном движении шестерни 6, обкатываясь по неподвижной шестерне 7, приводят во вращение приводные валы 5 и через качающиеся редукторы
2- выходные валы 3 с иглофрезами 4. Последним сообщается главное враща0 тельное движение.
Одновременно через шестерни 17 и 16 вращение сообщается валу 15 с установленной на нем шестерней 14, от которой через зубчатый венец 11 вра5 щение передается диску 10 с деформирующими элементами 13. Последним сообщается планетарное движение с частотой вращения большей, чем частота вращения планетарного движения
0 иглофрез 4. Частота вращения планетарного движения деформирующих элементов 13 может изменяться с помощью шестерен 16 и 17.
Пример . Производят обработ5 ку детали диаметром 30 мм ti3 стали 40. Диаметр иглофрез 300 мм, ширина Нц 60 мм, их количество Z
3шт. Частота вращения иглофрез в планетарном движении N 10 об/мин.
0 В качестве деформирующего элемента используют шар с радиусом 12,7 мм, количество деформирующих элементов Za 4 шт, натяг на диаметр детали i - 0,05 мм. Тогда частота вращения
5 деформирующих элементов в планетарном движении
Н ц Z U
N 1,7,
J nJ4Ri - Z
NU
Использование предлагаемого способа обеспечивает повьппение производительности процесса за счет обеспечения возможности совмещенной обработки с большими подачами. Кроме того, -повышается качество обработки за счет использования подач на оборот планетарного движения, равных оптимальным для раздельных процессов иглофрезерования и обкатки.
Формула изобретения Способ совмещенной обработки иг
лофрезерованием и обкаткой, при котором осуществляют обработку детали иг- лофрезами и деформирующими элементами, сообщают им планетарное движение вокруг обрабатываемой детали и дви- жение подачи, отличающий- с я тем, что, с целью повышения производительности труда и качества обработки, скорости планетарного вра13101824
щения иглофрез и деформирующих элементов согласуют между собой по зависимости
N (0,9-2,0)
- i - Z/
u
где N - частота вращения деформиi рующих элементов,об/мин; N - частота вращения иглофрез,
об/мин; Н„ - ширина рабочей части игло-
фрезы, мм;
Zy - количество иглофрез, шт; R - радиус профиля деформирующего элемента, мм; i - диаметральный натяг деформирующего элемента, мм; Zq - количество деформирующих
элементов, мм,
при этом подачи на оборот иглофрез и деформирующих элементов обеспечивают в пределах
S, (0,2 - 0,4) Н„ ;
Sa (0,21-0,7) - 4Ri - .
/J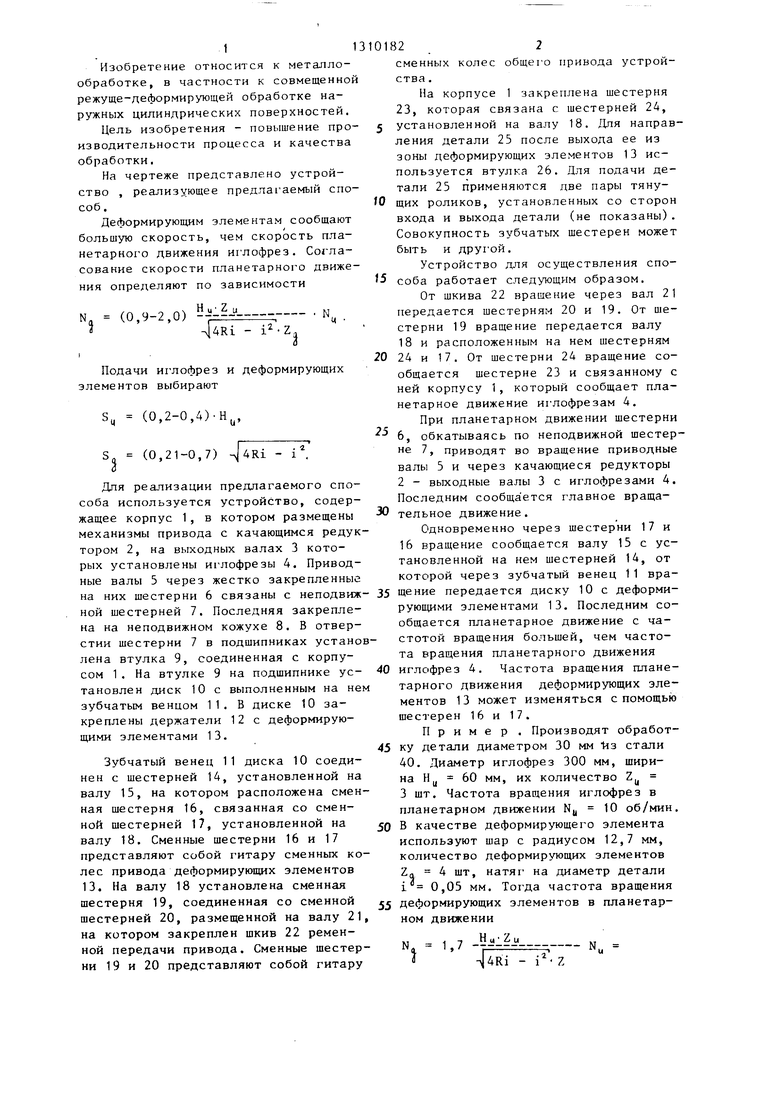

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получистового иглофрезерования | 1990 |
|
SU1755958A1 |
| СПОСОБ ПЛАНЕТАРНОЙ ИГЛОФРЕЗЕРНОЙ ОБРАБОТКИ | 2006 |
|
RU2306203C1 |
| ИНСТРУМЕНТ ДЛЯ ПЛАНЕТАРНОЙ ИГЛОФРЕЗЕРНОЙ ОБРАБОТКИ | 2006 |
|
RU2306204C1 |
| СПОСОБ ИГЛОФРЕЗЕРНОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2010 |
|
RU2434732C2 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2363564C1 |
| КОМБИНИРОВАННЫЙ ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2010 |
|
RU2438850C2 |
| СПОСОБ ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2006 |
|
RU2312753C1 |
| ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2006 |
|
RU2312752C1 |
| Способ комбинированной обработки | 1985 |
|
SU1355467A1 |
| ИГЛО-УПРОЧНЯЮЩАЯ ФРЕЗА ДЛЯ ОБРАБОТКИ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366546C1 |
Изобретение относится к совмещенным режуще-деформирующим процессам и позволяет повысить производительность обработки и качество обрабатываемой поверхности. Способ осуществляют вращающимися иглофрезами (ИФ) и деформирующими элементами (ДЭ) с сообщением последним скорости планетарного движения большей, чем скорость планетарного движения ИФ. При этом подачи на один оборот своего планетарного движения (ГЩ) принимают равными оптимальным для раздельных процессов И1 лофрезерова- ния и обкатки, а частоту вращения ДЭ и ПД определяют из зависимости N (0,9-2,0) t. -J4Ri - где NO, Ny - частота вращения в ПД соответственно ДЭ и ИФ; , Z - количество ДЭ и ИФ; li - ширина рабочей части ИФ; R - радиус профиля ДЭ; i - натяг ДЭ, при этом подачи на оборот иглофрез и деформирующих элементов обеспечивают в пределах Su (0,)Н,; Sj (0,21-0,7)х и -vJ4i - Г .Для осуществления способа предложено устройство, в котором планетарное движение сообщается от приводного корпуса, а вращение вокруг своей оси - от шестерни, свя занной с ИФ и обкатывающейся вокруг неподвижной центральной шестерни. (Л
Редактор И.Касарда
Составитель С.Чукаева
Техред Л.Олейник Корректор С,Черни
Заказ 1853/13
Тираж 716Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
| Устройство для совмещенной обработки резанием и обкаткой | 1984 |
|
SU1206071A1 |
