Пневматические устройства для замера диаметра отверстия в процессе его хоиинговаиия с тремя щупами, из которых два - жесткие, а третий является измсрительиым, известны.
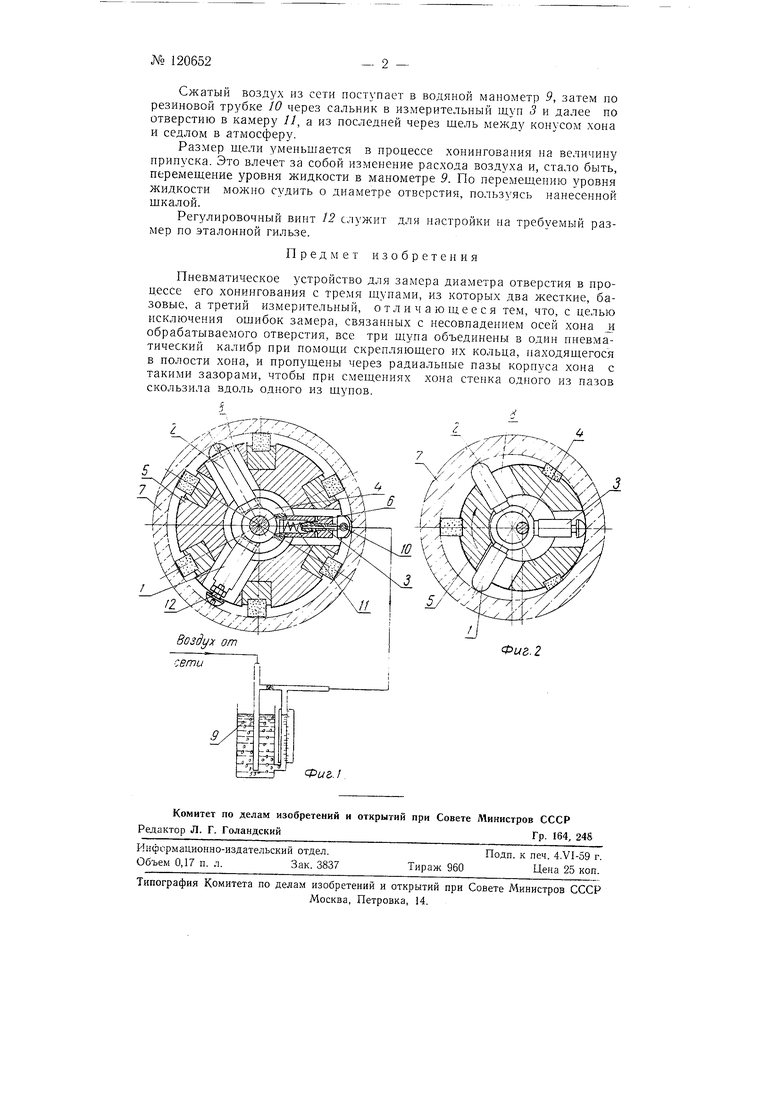
Отличительной особенностью предлагаемого пневматического устройства того же тииа является соединение всех трех щупов в один пневматический калибр при помощи скрепляющего их кольца, находящегося в полости хона, причем щ}-пы пропущены через радиальные пазы корпуса хона с такими зазорами, чтобы при смещениях хона стенка одного из пазов скользила вдоль одного из щупов. Такое выполнение предлагаемого устройства обеспечивает неизменное положение калибра в отверстии при любых смещениях хона и этим исключает ошибки замера, связанные с несовпадением осей хона и отверстияНа фиг, 1 показано предлагаемое устройство в поперечном разрезе; на фиг, 2 - положение устройства при смещениях хона.
Устройство имеет три щупа, из которых два щупа 1 2 жесткие, а третий щуп 3 из,мерителы1ый. Все щупы соедииены кольцом 4 в один пневматический калибр, встроенный в хон 5.
Под действием пружииы 6 все щупы калибра постоянно прижаты к стенкам обрабатываемого изделия 7,
При любых смещениях хона 5 в обрабатываемом отверстии положение пневматического калибра остается неизменным, что обеспечивает точность замера.
Ось калибра всегда совпадает с осью хонингуемого отверстия вне зависимости от неодинаковой высоты и неравномерного износа абразивных брусков.
Достигается это тем, что два жестких щупа / и 2, будучи постоянно прижатыми к стенкам изделия, образуют неизменную базу для третьего измеряющего щупа 3.
При смещениях хона с оси отверстия стенка одного из трех радиальных пазов 8, прорезанных в корпусе хона 5, в его средней горизонтальной плоскости (фиг, 2), скользит вдоль поверхности одного нз щупов, не увлекая его за собой и не искажа ; показаний.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневматическое устройство для замера диаметра отверстия в процессе его хонингования | 1961 |
|
SU146204A1 |
| Пневматическое устройство для замера диаметра отверстия в процессе его хонингования | 1960 |
|
SU135233A1 |
| МАШИНА С ВРАЩАЮЩИМСЯ ПОРШНЕМ | 2002 |
|
RU2293847C2 |
| Приспособление для очистки осадков с наружной поверхности труб горизонтальных трубчатых теплообменников, например, выпарных аппаратов во время их работы | 1935 |
|
SU50770A1 |
| Устройство для измерения шлифуемых ступенчатых валов на ходу станка | 1938 |
|
SU54502A1 |
| Станок для отделочно-упрочняющей обработки зубчатых колес обкатыванием | 1987 |
|
SU1588475A2 |
| БЫСТРОПЕРЕНАЛАЖИВАЕМАЯ ИЗМЕРИТЕЛЬНАЯ ГОЛОВКА | 1998 |
|
RU2155931C2 |
| Устройство для хонингования длинномерных цилиндров | 1988 |
|
SU1604576A1 |
| Аэростатический измеритель линейных перемещений | 2024 |
|
RU2829305C1 |
| Динамометр для определения момента волосных пружин | 1937 |
|
SU56225A1 |
