Основным авт. св. Л 120652 защищено пневмятическое устройство для замера диаметра отверстия в процессе его хонингованпя, состоящее из трех щупов, объединенных в один пневматический калибр при помощи скрепляющего их кольца. Это кольцо находится в полости хона, а щупы пропущены через радиальные пазы корпуса хона с такими зазорами, чтобы при смещениях хона стенки одного из пазов скользили вдоль одного из щупов.
Однако указанное устройство не обеспечивает бесконтактного замера. В предлагаемом устройстве нет этого недостатка. В нем рабочие концы щупов снабжены кольцевыми площадками с запрессованными в них пневматическими соплами, через которые подается воздух под высоким давлением, создающий силы, отталкивающие калибр от обрабатываемой поверхности и обеспечивающие его самоустановку по оси отверстия.
Такое выполнение устройства обеспечивает бесконтактный замер путем создания отталкивающих калибр от обрабатываемой поверхности сил и самоустановки его по оси отверстия при подаче в сопла воздуха под постоянным высоким давлением.
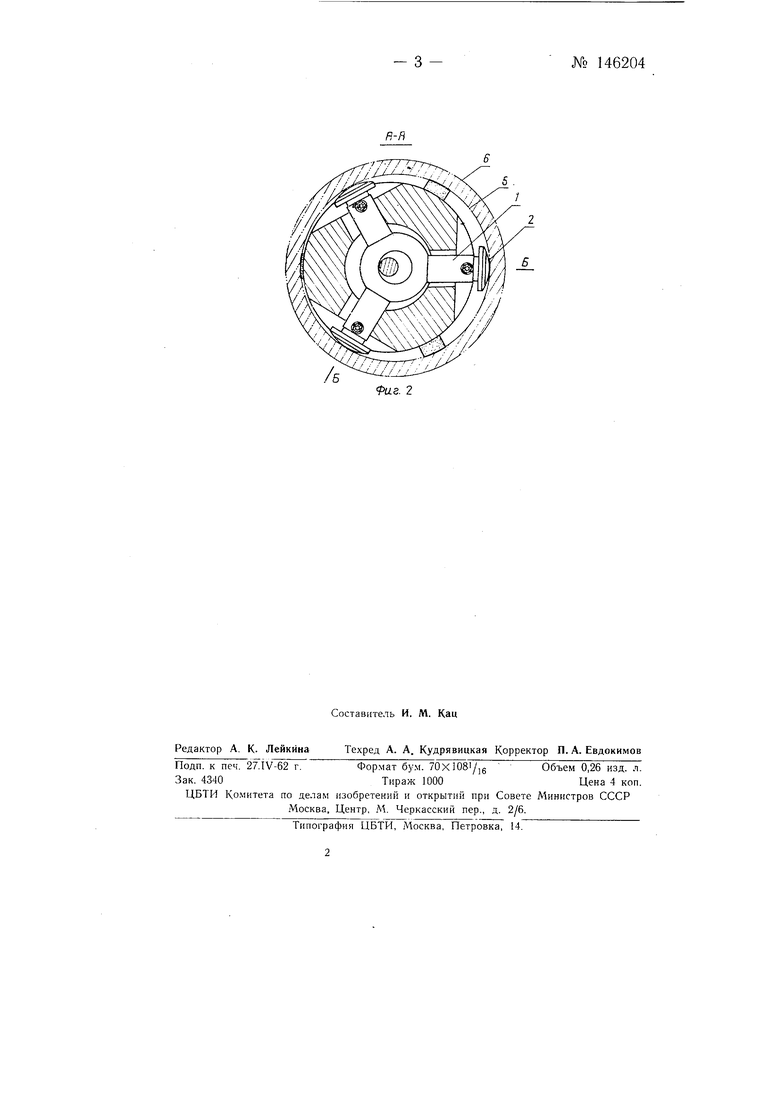
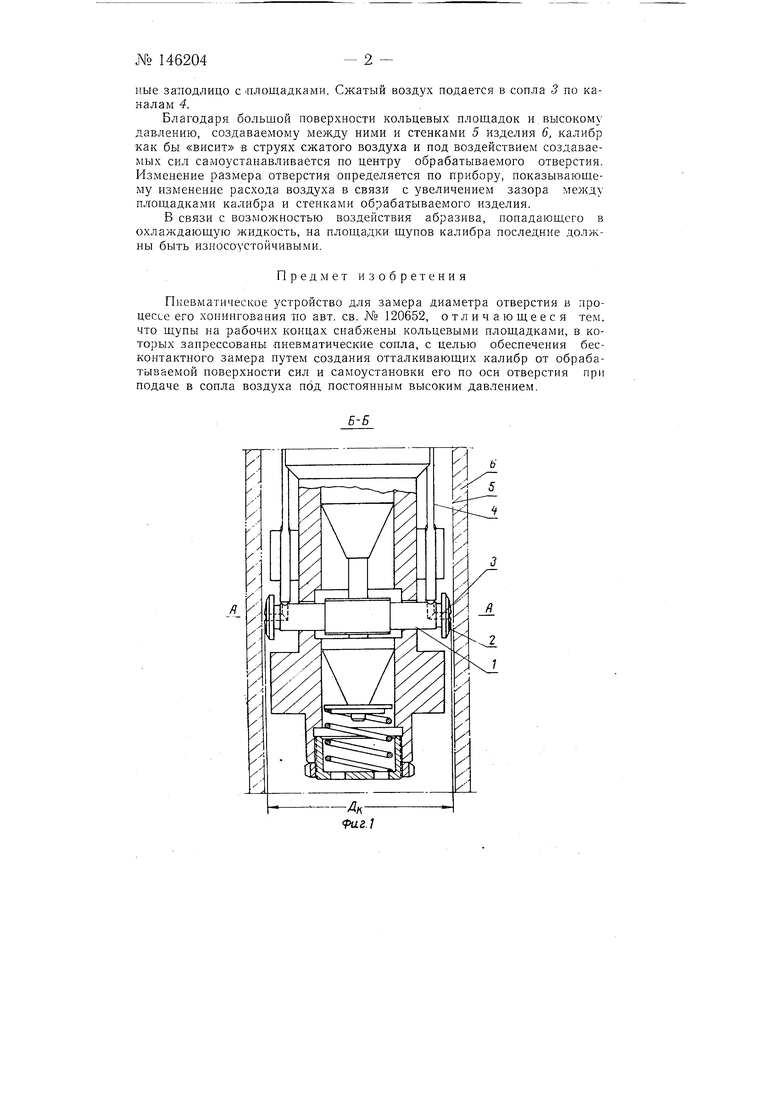
На фиг. 1 схематически изображен описываемый калибр, на фиг. 2- сечение по А-А на фиг. 1.
Три щупа / калибра расположены по окружности на одинаковом расстоянии и снабжены на концах кольцевыми площадками 2, в которых запрессованы пневматические сопла (жиклеры) 3, прошлифованиые заподлицо с площадками. Сжатый воздух подается в сопла 3 по каналам 4.
Благодаря большой поверхности кольцевых площадок и, высокому давлению, создаваемому между ними и стенками 5 изделия 6, калибр как бы «висит в струях сжатого воздуха и под воздействием создаваемых сил самоустанавливается по центру обрабатываемого отверстия. Изменение размера отверстия определяется по прибору, показывающему изменение расхода воздуха в связи с увеличением зазора между площадками калибра и стенками обрабатываемого изделия.
В связи с возможностью воздействия абразива, попадающего в охлаждающую жидкость, на площадки щупов калибра последние должны быть износоустойчивыми.
Предмет изобретения
Пневматическое устройство для замера диаметра отверстия в процессе его хоиингования по авт. св. № 120652, отличающееся тем, что щупы на рабочих концах снабжены кольцевыми площадками, в которых запрессованы пневматические сопла, с целью обеспечения бесконтактного замера путем создания отталкивающих калибр от обрабатываемой поверхности сил и самоустановки его по оси отверстия при подаче в сопла воздуха под постоянным высоким давлением.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневматическое устройство для замера диаметра отверстия в процессе его хонингования | 1960 |
|
SU135233A1 |
| Пневматическое устройство для замера диаметра отверстия в процессе его хонингования | 1958 |
|
SU120652A1 |
| Устройство для бесконтактного замера диаметра отверстия в процессе его хонингования | 1958 |
|
SU120340A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКАI йСЕСОЮзг-^чя 11'Л 1 ;U}; h:; ' r-'}'^'-^''?^?''!';ьис;./:1:-:о7 ii'^--? | 1971 |
|
SU317492A1 |
| Аэростатический измеритель линейных перемещений | 2024 |
|
RU2829305C1 |
| Хонинговальная головка с прибором для контроля диаметров отверстий | 1973 |
|
SU443748A1 |
| РАСТОЧНАЯ БОРШТАНГА ДЛЯ ПОДРЕЗКИ И РАСТОЧКИ ЗАКРЫТЫХ ПОВЕРХНОСТЕЙ РАЗЪЕМНЫХ КОРПУСНЫХДЕТАЛЕЙ | 1970 |
|
SU258814A1 |
| Сверлильная головка | 1979 |
|
SU918063A2 |
| ПНЕВМАТИЧЕСКИЙ ВИБРОВОЗБУДИТЕЛЬ | 1992 |
|
RU2046679C1 |
| УСТРОЙСТВО ДЛЯ СОРТИРОВКИ ПЛОСКИХ ДЕТАЛЕЙ | 1992 |
|
RU2060841C1 |