2, СпосоО изготовления концевого элемента магнитопровода, включающий изготовление витого армрфующего элемента из ленты ферромагнитного материала, нанесение на него состава магпитодиэлектрика, формирование магпитопровода, опрессовку и отБерк° дение связ тощего, о т л и ч а ю- щ и и с я тем, что, с целью повышения прочности и увеличения магнит- Н.ОЙ анизотропии, армируюБ ий элемент и,з1 отавливагат сворачиванием лент я рулон., разрезкой части рулона вдоль его оси на длину, соответс твуюпгую длине спинки, и выполнением кольцевых нрорезей в конце разрезаемой части на глубл.ау,, соответствующую вели
Изобретение относится к конструк 1.И1. и технологии изготовления магни- гогпчлюдов электрических машин и Ь о;к1гг быть использовано в злектро- 1 ехии . -бской промьдиленности.
.Ц8- 1Ь о изобретения является повышение прочности и увеличение faгнит- ной анизотропии.
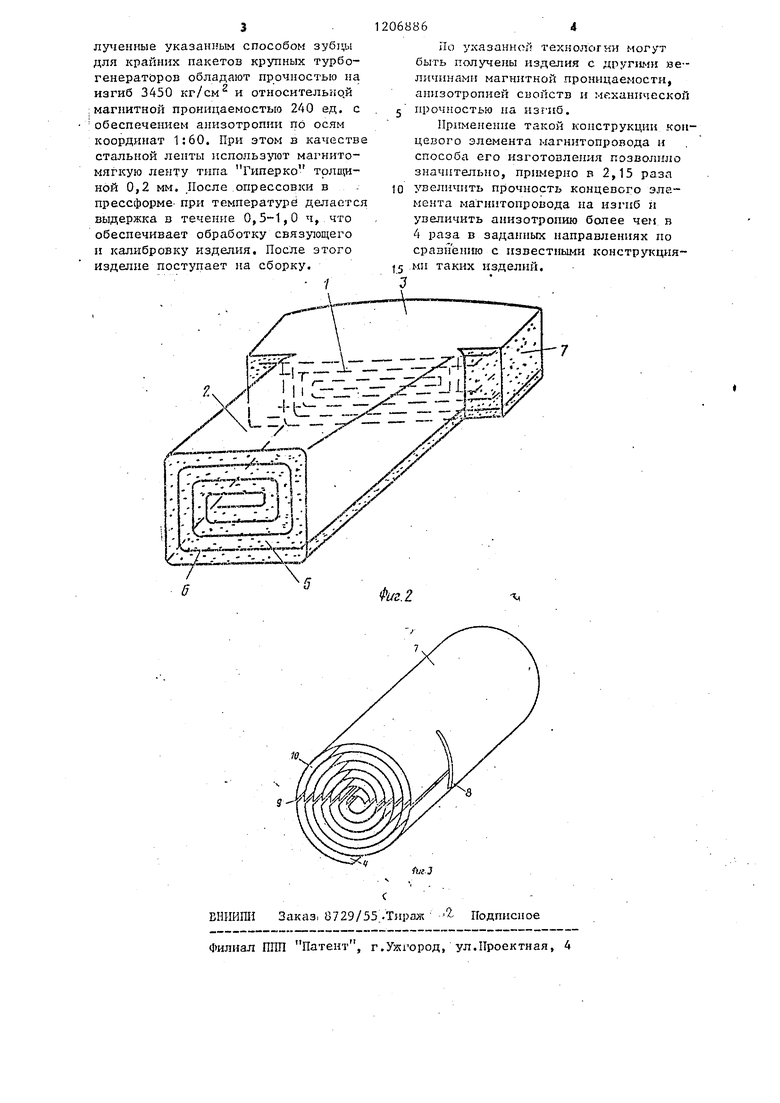
Па фиг.1 показана конструкция концевого элемента магнитопровода; i.i.a фиг,2 концевой элемент магни- топровода }зид со стороны нолски; на фнг.З - заготовка армировочного элемен 1 а.
Конн,евой элемент магнитонровода I состоит из ножки 2 и 3 армировочного элемента 4, навитого слоями стальной ленты, магнитодиэлек трика . -, который содержит, мае.ч,: магне.тит Fe,0 ,100-150, связующее иол органосилоксана 100,, отвердитель поллэтилгидросилоксановой исидкости 15-25 и алкилсульфат натрия 1-3, Часть спинки 3, выполнепа комбинирова }1йй в виде пакета пластин армировочного элемента, которые имеют различную поперечную длину, и трехгранных призм 6, выполне)1ных прессованием из железного порошка, расположенных в пазах спинки, Трехгранные призмы ,выполнены из железпого порошка (100 мас,ч,) и 2 - 37, эпоксидной смо
чине уступа спинки, используют состав, содержащий, мае,ч.:
Магнетит ,100-150
Полиорганосилоксан 100 Полиэтилгидросилок- сановую жидкость 15-25 Алкилсульфат натрияЬЗ, а формирование производят путем слсатия нолски и расплющивания спин-, ки до получения в спинке сечения Х-образной формы, а перед опрессов т кой устанавливают в спинку призмы из предварительно пропитанного поксидной смолой и пеотвержден- ного прессованного железного ио- рошка.
5
5 0
0
лы. Лрмировочный элемент 2 выполнен в виде спирали.
Способ изготовления концевого элемента нагнитопровода осуществляется следующим образом.
Из стальной ленты вырубают безотходно мерные заготовки 7 по форме прямоугольника.
На поверхность заготовок с одной стороны тонким слоем 10-15 мкм наносят состав магнитодиэлектрпка, который затем предварительно отверяода- ют при нормальной округкающей темпе- ipaType в течение 10-15 мин, Заготов- |Ки сворачивают в руло)1Ы (фиг,3). За- тем в зоне полуспинкн делают два радиальных, надреза 8 с боков рулона, а с его торца посредине осуществляют продольный разрез 9 до пересечения С иадрезками 8, Затем полукруглые пластины 10 распрямляют и внутрь образованных угловых пазов монтируют трехгра1И1ые призмы из железного порошка, предваритапьно пропитанного эпоксидной смолой, затем полученную таким образом заготовку помещают в .по/догретую до 160 С прессформу и опрессовывают, придавая армирующему элементу требуемую прямоугольную форму, и окончательно отверждают связующее между пластинами для получе- |Ния точных размеров детали, Опрессов- ку ведут давлением 2-2,5 , Получениые указанным способом )1 для крайних пакетов крупных турбогенераторов обладают прочностью на изгиб 3450 кг/см и относительно.й ;магнитной проницаемостью 240 ад. с обеспечением анизотропии по осям координат 1:60. При этом в качеств стальной ленты используют магнито- мягкую ленту типа Гиперко ной 0,2 мм. После опрессовки в прессформе- при температуре делаетс выдержка в течение 0,5-1,0 ч, что обеспечивает обработку связующего и калибровку изделия. После этого изделие поступает на сборку.
f
2068864
По указанной технологии могут быть получены изделия с другими ве-- личинами магнитной проницаемости, анизотропией свойств и механической
5 прочностью на изгиб.
Применение такой конструкции концевого элемента магнитопровода и способа его изготовления позволило значительно, примерно в 2,15 раза
0 увеличить прочность концевого элемента магнитопровода на изгиб ii увеличить анизотропию более чем в 4 раза в заданных направлениях по сравнению с известными конструг ция(5 МП таких изделий.
Фиг. 2
ft/e-J
ВНШПП Заказ, 8729/55;.Тирэж 2- Подписное Филиал ППП Патент, г.Ужгород, ул.Проектная, 4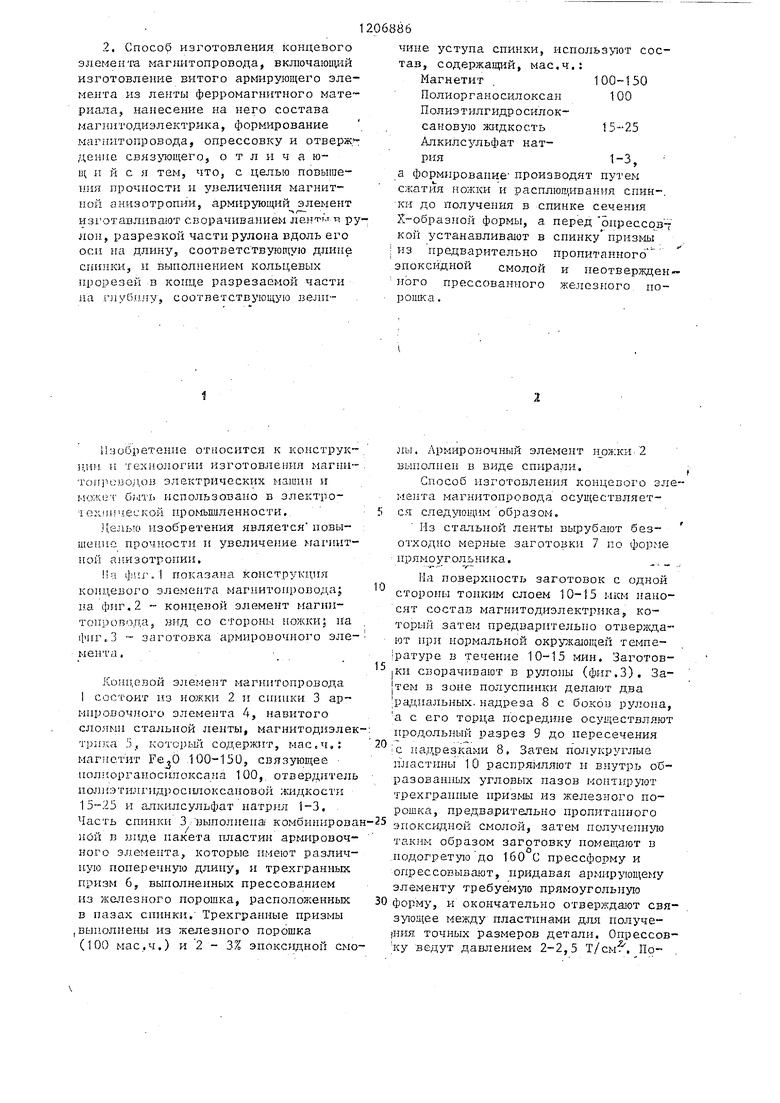
| название | год | авторы | номер документа |
|---|---|---|---|
| Статор электродвигателя переменного тока | 1989 |
|
SU1746471A1 |
| Способ изготовления магнитопровода электрической машины | 1984 |
|
SU1334293A1 |
| Статор электрической машины | 1982 |
|
SU1112488A1 |
| Способ изготовления коллектора электрической машины | 1983 |
|
SU1117748A1 |
| Способ изготовления магнитопроводов линейных электрических машин | 1990 |
|
SU1791908A1 |
| Магнитодиэлектрик | 1980 |
|
SU940247A1 |
| Статор электрической машины | 1982 |
|
SU1019553A1 |
| Пакетированный статор электрической машины | 1988 |
|
SU1640777A1 |
| Способ изготовления элементов магнитопроводов из ленты | 1982 |
|
SU1030923A1 |
| Автоматическая линия сборки роторов электрических машин | 1990 |
|
SU1830594A1 |
1. Концевой элемент магнитопро- вода, содержащий спинку и ножку. выполненные из магнитодиэлектрика, армированного элементами из ленточного магнитомягкого материала, о т- л и ч а ю щ и и с я тем, что, с целью повышения прочности и увеличения магнитной анизотропии, он содержит трехгранные призмы, выполненные прессованием из железного порошка, армируюц11й элемент спинки выполнен в виде пакета пластин различной ширины, уменьшающихся от периферии к центру пакета и образующих по длине спинки угловые пазы, армирующий элемент ножки выполнен в виде спирали, при этом призмы расположены в пазах спинки. (Л Фиг.1
| Способ изготовления элементов магнитопроводов из ленты | 1982 |
|
SU1030923A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
