«
Изобретение относится к обработке металлов давлением, а именно к конструкциям штампов для изготовления поковок, имеющих кольцевые выступы, высота которых значительно превьшает толщину.
Целью изобретения является по- вьшение стойкости и срока службы штампа.
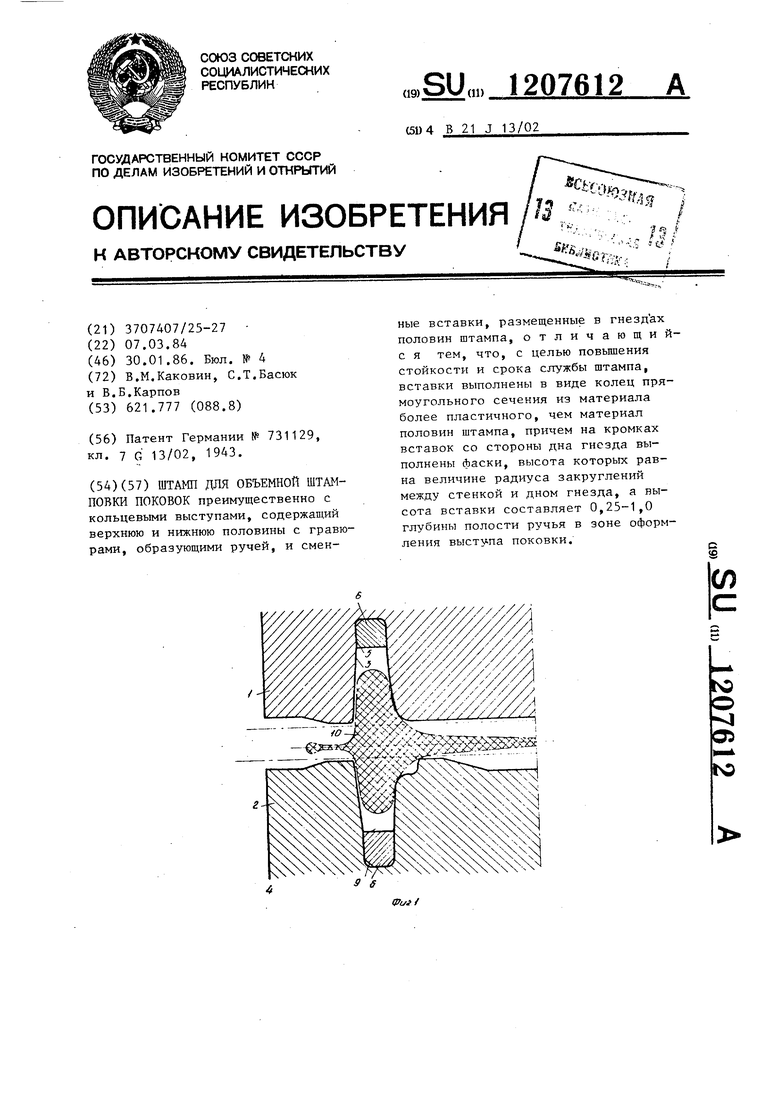
На фиг.1 показан штамп, разрез; на фиг,2 - увеличенное изображение вставки.
Штамп состоит из верхней 1 и нижней 2 половин, выполненных с формообразующими гравюрами 3, образующими ручей с рабочей полостью 4,
Полость 4 имеет глубокие кольцевые впадины 5, в гнездах донной части которых помещены вставки 6 в виде колец прямоугольного сечения.
На боковой поверхности каждой вставки с нарзгжной и внутренней стороны выполнены кольцевые посадочные пояски 7 в виде конических выступов, совпадающих своими основаниями с верхним торцом вставки. Угол наклона образующих кони- чёс ких поверхностей поясков 7 и оси последних составляет 5-30 ,
На кромках Н11жнего торца вставки выполнены фаски 8, высота которы соответствует величине радиуса закругления дна гнезда корпуса. Межд, фасками 8 и закругленными углами дна корпуса образованы кольцевые полости - каналы 9,
Перед сборкой обе половины корпО
са штампа нагревают до 100-150 С, затем в глубокую кольцевую полость ручья каждой половины вводят вставку 6, Поскольку стенки рабочей полости 4 имеют штамповочные уклоны, гчставка свободно опускается в гнез кольцевой впадины 5 и зависает на посадочных поясках 7, После этого на вставку устанавливают кольцевой толкатель и сообщают ему постепенно возрастающую нагрузку, под воздействием которой происходит смяти конических посадочных поясков 7, и вставка опускается в гнездо до упора ее нижнего торца в дно посленего. Во время опускания вставки в случае наличия плюсового или минусового отклонения ее наружного и внутреннего диаметра от соответств076122
щих размеров гнезда происходит упругая деформация вставки,компенсирующая указанное отклонение. Плотная посадка вставки в гнезде и заполне5 ние зазоров между их стенками достигается за счет остаточной деформации посадочных поясков 7,
Штамп работает следующим образом. Перед началом цикла на поверх10 ность гравюры 3 ручья наносят технологическую смазку, В рабочую полость 4 ручья нижней половины 2 корпуса укладывают нагретую до температуры деформирования заготовку 10
15 и включают привод штамповочного пресса, траверса которого вместе с верхней половиной 1 штампа совершает рабочий ход в сторону нижней половины 2 с заготовкой 10, Под
20 воздействием усилия пресса заготовка деформируется и ее металл заполняет полость ручья, в том числе и кольцевые впадины 5, При взаимодействии половин 1 и 2 штампа в
25 рабочей полости 4 запирается
воздух и газообразные продукты выгорания сма:зки. Поскольку стенками вставки 6 и гнездом корпуса нет абсолютно герметичного соединения,
30 газообразные продукты, вытесняемые КЗ полости ручья металлов заготовки под давлением до 40 кгс/мм , проникают через микрощели в кольцевые каналы 9 и скапливаются там,
,г создавая избыточное давление, Ме- |Талл заготовки 10 касается верхнего торца вставки 6 сначала в нескольких местах, создавая во вставке напряжения сжатия и изгиба, а по заполнении металлом всего объема рабочей полости 4 контакт металла заготовки со вставкой происходит уже по всей поверхности торца последней. Половины 1 и 2 корпуса штампа смыкаются по поверхности разъема, и формообразование поковки на этом заканчивается.
После снятия деформирующего усилия и отвода траверсы пресса с верхней половины 1 штампа избыточное давление газов, скопившихся в каналах 9, воздействует на поверхность выступов поковки, способствуй извлечению последней из полости ручья штампа.
40
45
50
55
Приме р,Изготавливают штамп из стали 5ХНМ с кольцеобразными вставками из стали 45, Штамп устанавливают на гидравлическом штамповочном прессе усилием 10000 т с. В штампе осуществляется горячая объемная штамповка изделий типа шпангоутов из алюминиевого сплава АМГб. Исходные заготовки массой 16 кг нагревают до 400-43П С, Штамп предварительно подогревается до
12076124
250-380°С, Перед началом штамповки на рабочую поверхность ручья штампа наносят технологическую смазку (80-85% графита в смеси 5 с 15-20% минерального масла
Вапор-Т). Деформация осуществляется за одинход пресса.До выхода штампа из строя отштамповано950 поковок.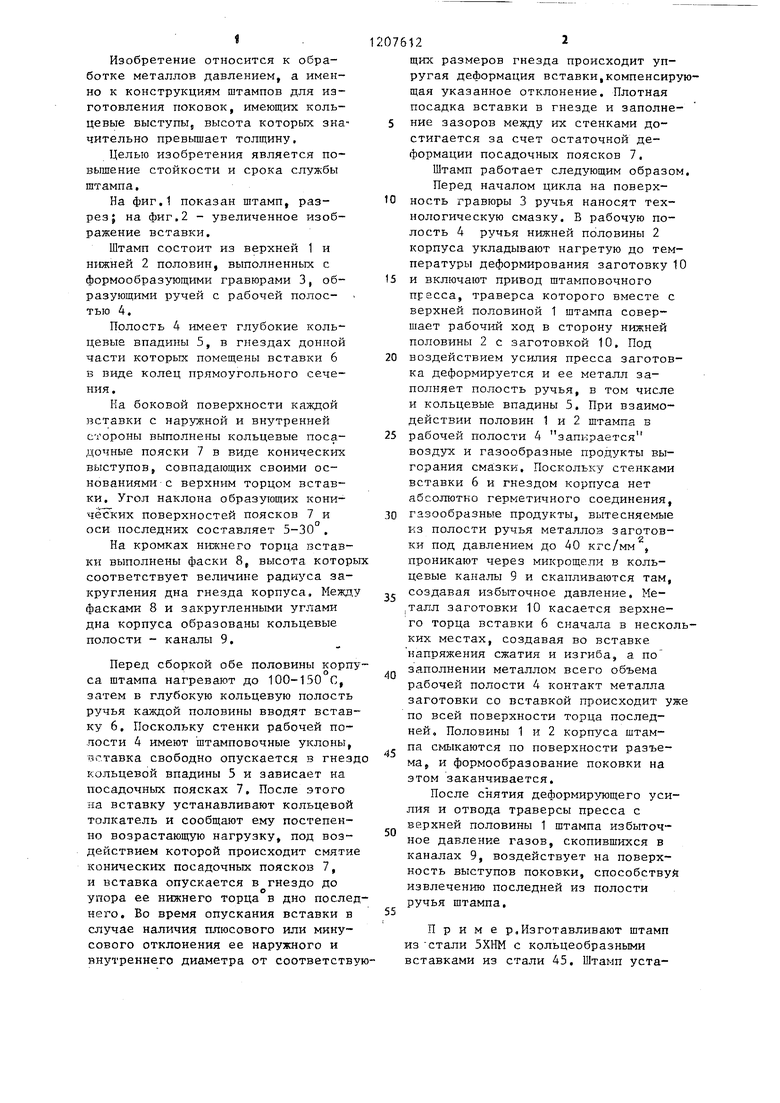
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011463C1 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2582843C2 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2521929C1 |
| Штамп для горячей объемной штамповки | 1990 |
|
SU1754311A1 |
| Штамп для открытой объемной штамповки поковок | 1991 |
|
SU1821286A1 |
| Штамп для объемной штамповки поковок | 1990 |
|
SU1750833A1 |
| Молотовой штамп для горячей съемной штамповки | 1978 |
|
SU791445A1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2494831C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2004 |
|
RU2275271C1 |
Редактор А.Гулько
Составитель В.Бещеков Техред А.Бабинец
121/11 Тираж 656Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская паб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
Pcf.2
Корректор Г.Решетник
| Пускотормозная гидромуфта | 1977 |
|
SU731129A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
