Изобретение относится к обработке металлов давлением и может быть использовано при штамповке сложных поковок с изогнутой линией разъема.
Известен штамп для получения сложных поковок с изогнутой линией разьема, состоящий из трех пар ручьевых вставок-с контрзамками для предотвращения сдвига верхних вставок относительно нижних в процессе работы.
Контрзамки известного штампа выполнены следующим образом. Нижние вставки предварительного и окончательного ручьев имеют с задней стороны штампа расположенные на определенном расстоянии от фигуры упорные зубья с наклонными под углом 3...40 от вертикали рабочими поверхностями, а верхние - соответствующие им впади- ны с аналогичным уклоном рабочих поверхностей.
При смыкании штампов происходит деформация нагретой заготовки в одном или
обоих ручьях (предварительном и окончательном) и одновременно зацепление рабочих поверхностей упорных зубьев нижних вставок с соответствующими поверхностями впадин верхних вставок За счет контакта рабочих поверхностей контрзамков исключается смещение б продольном направлении закрепленных в штампе верхних вставок относительно нижних и происходит уравновешивание сдвигающих усилий, действующих в противоположных направлениях на ручьевые вставки.
Однако отсутствие сдвига верхних вставок относительно нижних и качество штампованной поковки могут быть гарантированы только при достаточной прочности упорных зубьев, т е ширина упорного зуба должна быть не менее 1.5 его высоты.
Наиболее близким техническим решением к изобретению является штамп для получения валика сцепления с изогнутой линией разьема, содержащий закрепленные в
со ы
глитах три пары ручьевч х вставок гибоч ную, предварительную и окончательную
Для предотвращения сдвига вставок в процессе работы друг относительно друга в поперечном направлении во вставках предусмотрены контрзамки, выполненные также в виде выступов в верхних вставках и впадин в нижних вставках.
Недостатком известных штампов является то, что для устройства в них контрзамков необходимо увеличивать габариты вставок в плане на ширину упорных зубьев, что приводит к повышенному расходу дорогостоящей штамповкой стали. Причем, чем больше высота перепада изогнутой линии разъема, тем больше высота и ширина упорного зуба контрзамка и больше расход штамповой стали и выше трудоемкость изготовления штампа Кроме того, при изготовлении ручьевых вставок известных штампов требуется трудоемкая слесарная доработка вручную рабочих поверхностей контрзамка
Примером поковки с изогнутой линией разъема с большим перепадом высот может являться звено гусеницы трактора Т-330, которое изготавливается в предлагаемом штампе
Целью изобретения является экономия инструментальной стали для изготовления штамповых вставок и снижение трудоемкости их изготовления.
Это достигается тем, что в штампе для объемной штамповки поковок, включающем верхнюю и нижнюю плиты, связанные направляющими колонками И втулками со смонтированными на плитах по меньшей мере двумя парами штампованных вставок с выполненными на их рабочих поверхностях гравюрами, поверхность разъема которых в каждой паре содержит по меньшей мере один участок, непараллельный плоскости контакта штамповых вставок с соответствующими плитами, а также контрзамки с рабочими поверхностями для предотвращения смещения каждой из вставок в указанной плоскости контакта при штамповке Расположенные на каждой из плитсмежные вставки соседних пар обращены одна к другой своими разновеликими по высоте боковыми гранями. При этом рабочие поверхности контрзамков образованы контактирующими один с другим в закрытом положении штампа участками боковых граней диагонально расположенных вставок разных пар, высоту зоны контакта которых выбирают не менее разницы высот начальной и конечной границ непараллельного контактной плоскости штамповой вставки
участка поверхности разъема над контакт ной плоскостью
Такая величина высоты зоны контакта поверхностей контрзамков выбирается для
гарантированного зацепления штамповых вставок до начала деформации нагретой заготовки, так как при меньшей величине в начальный момент не исключен сдвиг сопрягаемых вставок на величину зазора между направляющими колонками и втулками, что повлечет за собой их повышенный односторонний износ и снижение надежности работы штампа
Предлагаемая конструкция штампа позволяет получать особо сложные поковки с изогнутой линией разъема типа звеньев гусениц при уменьшенных габаритах штамповых вставок в плане и снизить трудоемкость изготовления последних,
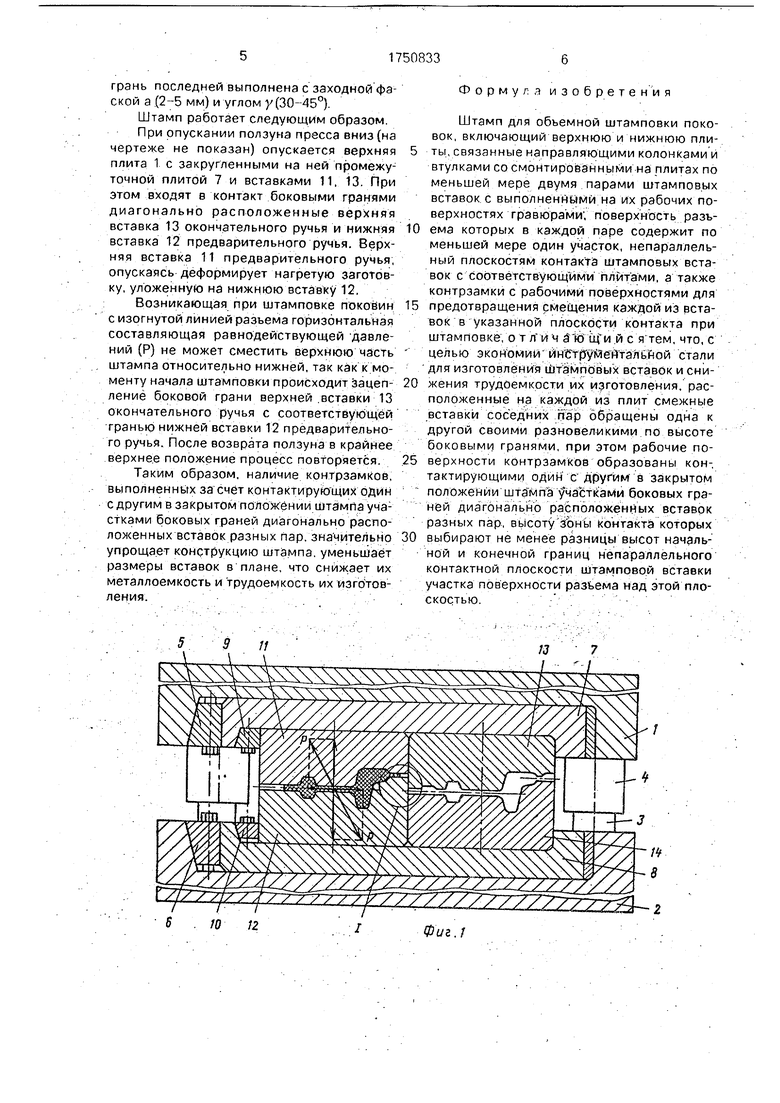
На фиг 1 показан штамп для объемной
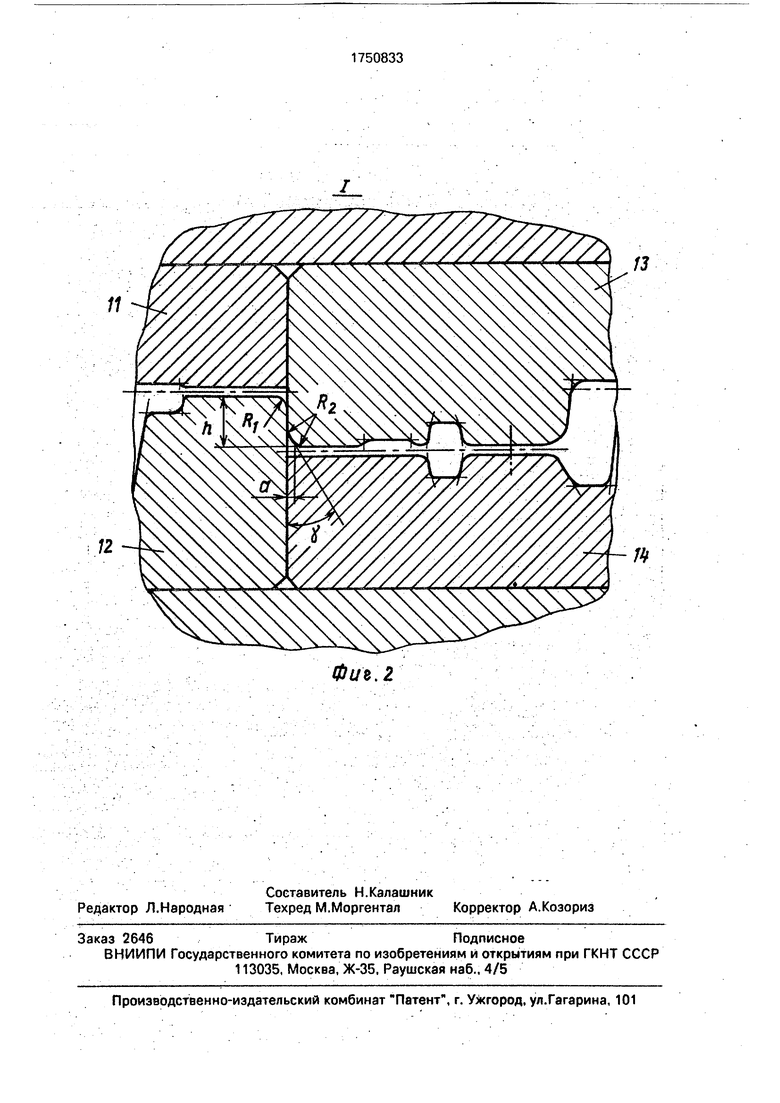
штамповки в сомкнутом положении; на фиг 2 - узел I на фиг 1
Штамп содержит подвижную верхнюю 1 и неподвижную нижнюю 2 плиты, связанные между собой направляющими колонками 3 и втулками 4. На верхней и нижней плитах посредством боковых клиновых прихватов 5, 6 и передних (на чертеже не показано) закреплены промежуточные плиты 7,
8. В гнездах промежуточных плит при помощи аналогичных боковых прихватов 9. 10 и передних крепят штамповые вставки 11,12 предварительного перехода и 13, 14 окончательного перехода с выполнением на их рабочих поверхностях гравюрами
Расположенные на каждой из промежуточных плит 7. 8 вставки разных пар 11, 13 и 12, 14 обращены одна к другой своими
разновеликими по высоте боковыми гранями При этом рабочие поверхности контрзамков образованы контактирующими в закрытом положении штампа участками боковых граней диагонально расположенных
вставок 12, 13, высоту зоны контакта которых выбирают не менее разницы высот h начальной и конечной границ непараллельного контактной плоскости штамповой вставки участка поверхности разъема над
контактной плоскостью.
Нижняя вставка 12 предварительного ручья штампа имеет тщательно отшлифованную боковую грань с радиусом закругления Ri(10-15 мм в зависимости от величины
h). Диагонально расположенная вставка 13 окончательного ручья имеет также отшлифованную боковую грань с радиусом закругления R2( мм). Для исключения зарубки нижней вставки 12 верхней вставкой 13 в начальный момент работы штампа боковая
грань последней выполнена с заходной фаской а (2-5 мм) и углом у (30-45°)
Штамп работает следующим образом При опускании ползуна пресса вниз (на чертеже не показан) опускается верхняя плита 1 с закругленными на ней промежуточной плитой 7 и вставками 11. 13. При этом входят в контакт боковыми гранями диагонально расположенные верхняя вставка 13 окончательного ручья и нижняя вставка 12 предварительного ручья. Верхняя вставка 11 предварительного ручья, опускаясь деформирует нагретую заготовку, уложенную на нижнюю вставку 12,
Возникающая при штамповке поковин с изогнутой линией разъема горизонтальная составляющая равнодействующей давлений (Р) не может сместить верхнюю часть штампа относительно нижней, так как к моменту начала штамповки происходит зацепление боковой грани верхней вставки 13 окончательного ручья с соответствующей гранью нижней вставки 12 предварительного ручья. После возврата ползуна в крайнее верхнее положение процесс повторяется.
Таким образом, наличие контрзамков, выполненных за счет контактирующих один с другим в закрытом положении штампа участками боковых граней диагонально расположенных вставок разных пар. значительно упрощает конструкцию штампа, уменьшает размеры вставок в плане, что снижает их металлоемкость и трудоемкость их изготовления.
Форму/-л изобретения
Штамп для объемной штамповки поковок, включающий верхнюю и нижнюю плиты, связанные направляющими колонками и втулками со смонтированными на плитах по меньшей мере двумя парами штамповых вставок с выполненными на их рабочих поверхностях гравюрами , поверхность разъема которых в каждой паре содержит по меньшей мере один участок, непараллельный плоскостям контакта штамповых вставок с соответствующими плитами, а также контрэамки с рабочими поверхностями для
предотвращения смещения каждой из вставок в указанной плоскости контакта при штамповке, о т л и ч щти и с я тем, что, с целью экономии инструментальной стали для изготовления штамповых вставок и снижения трудоемкости их изготовления, расположенные на каждой из плит смежные вставки соседних пар обращены одна к другой своими разновеликими по высоте боковыми гранями, при этом рабочие поверхности контрзамков образованы контактирующими один с другим в закрытом положении шта мпэ участками боковых граней диагонально расположенных вставок разных пар, высоту зоны контакта которых
выбирают не менее разницы высот начальной и конечной границ непараллельного контактной плоскости штамповой вставки участка поверхности разьема над этой плоскостью
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для горячей объемной штамповки | 1988 |
|
SU1648625A1 |
| Штамп для объемной штамповки | 1976 |
|
SU608599A1 |
| Штамп для однопереходной штамповки поковок с удлиненной осью | 1975 |
|
SU556880A1 |
| Штамп для горячей обработки металлов давлением | 1983 |
|
SU1110533A1 |
| ШТАМП ДЛЯ ДИФФЕРЕНЦИАЛЬНОЙ ШТАМПОВКИ УДЛИНЕННЫХ ПОКОВОК | 1996 |
|
RU2108190C1 |
| Штамп для объемной штамповки | 1980 |
|
SU899215A1 |
| Автоматизированный пресс для объемной горячей штамповки заготовок | 1989 |
|
SU1804943A1 |
| Штамп для безоблойной штамповки | 1975 |
|
SU562368A1 |
| ИНСТРУМЕНТ ДЛЯ ШТАМПОВКИ ПОКОВОК С ВАЛОМ | 1992 |
|
RU2009757C1 |
| ШТАМП ДЛЯ МНОГОШТУЧНОЙ ШТАМПОВКИ | 1991 |
|
RU2011467C1 |
Использование горячая штамповка на молотах поковок с изогнутой продольной осью Сущность изобретения расположенные на каждой плите сменные вставки штампа обращены вставка к вставке разновеликими по высоте боковыми гранями В закрытом положении штампа диагонально расположенные вставки разных пар посредством своих боковых граней образуют контрзамок за счет разных высот граней. 2 ил
7 2A22/Z2ZZJ
f-p - . /- .. - /1 -- . - / j fг- J s f- -f У -7 J j Z
,. S.l/ / / / / / / /ry/ / / /Is / 7 /--/-,j.,..
5 10 /2/Фиг.1
Фие.2
#
| Бабенко В.А | |||
| и др Обьемная штамповка, атлас схем и шнековых конструкций штампов, М Машиностроение, 1982, с | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
| Шапошников Д.Е | |||
| Штампы кривошипных ковочно-штамповочных прессов, М | |||
| Машгиз, 1956, с 62-66, фиг.62-65 | |||
