1
Изобретение относится к машиностроению, а именно к сварке трением.
Целью изобретения является расширение технологических возможностей способа за счет увеличения площади поперечного сечения свариваемых заготовок.
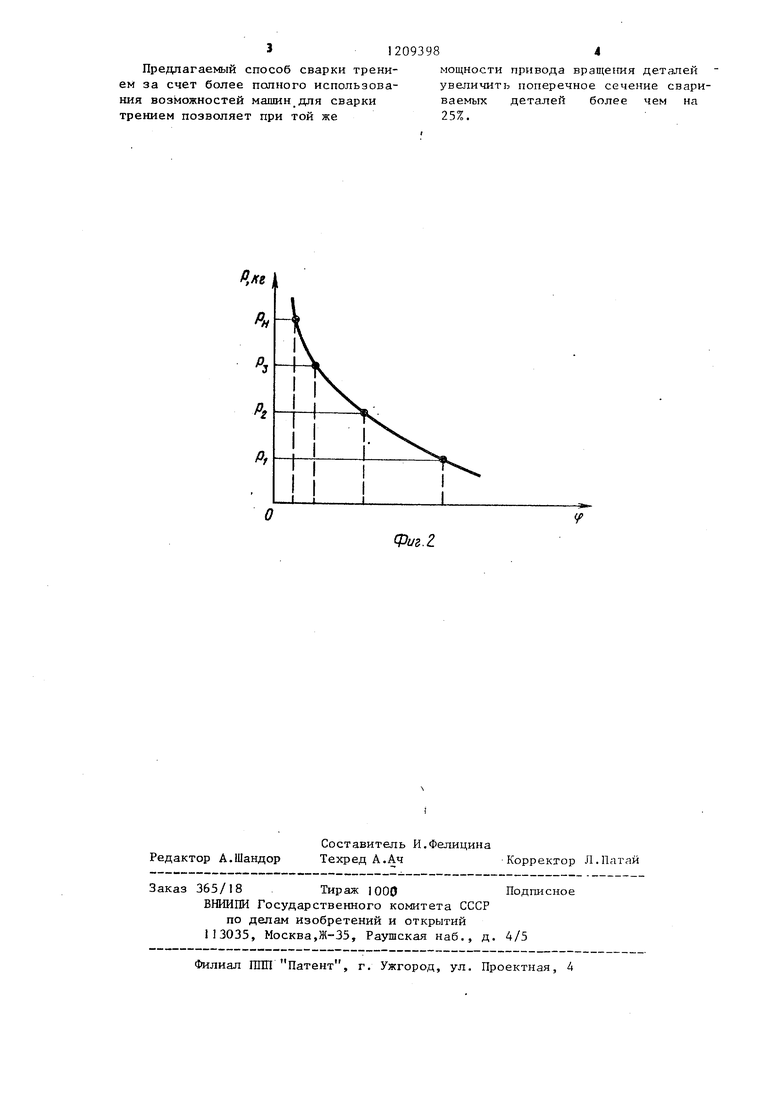
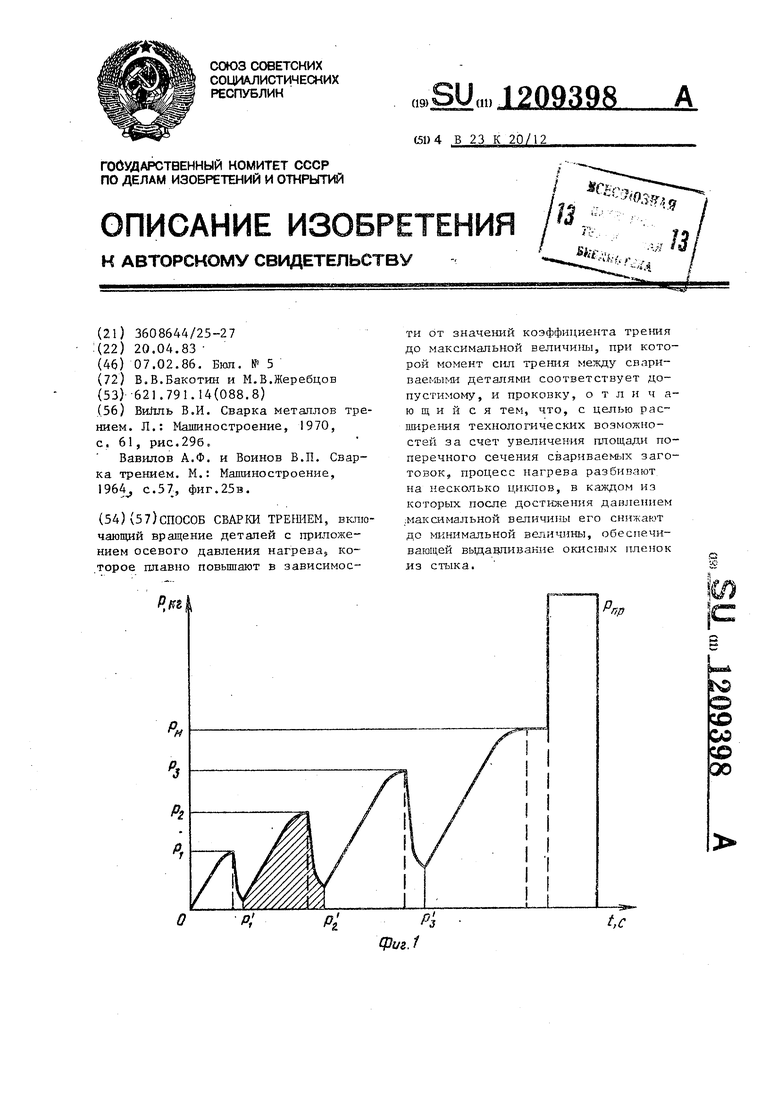
На фиг.1 изображен график изменения осевого давления в процессе нагрева, где по оси абйцисс откладывается величина осевого давления Р, а по оси ординат - длительность процесса t; на фиг.2 - график изменения коэффициента трения cf в процессе нагрева.
Способ сварки трением заключается в ел едующем.
Процесс, нагрева разбивают на несколько циклов,детали приводят во вращение с одновременным приложением к ним осевого давле}шя, которое в каждом из циклов в зависимости от значений коэффициента трения увеличивают плавно до максимальной величины (Р ,,Р , . . .P) при которой момент сил трения ме;кду свариваем 1ми детгшями соответствует допустимому, а затем снижают до минимгшьной величины (Р, jP , РЗ К обеспечивающей выдав,1П{вание окис- пленок из стыка.
Увеличение осевого давления в каждом из последующих циклов становится возможным в результате С1Ш- жения коэффицие1гга трения межя1,у торцами деталей за счет постоянного повьшения температуры в стыке.
Минимальная величина осевог О дав , обеспечивающая выдавливание окисных пленок в процессе разогрева стыка Р , возрастает в кгшдом цикле пропорционально увеиичению давления нагрева. После разогрева стыка осуществляют проковку.
Пример . Производится сварка изделий из стали 45 диаметром . 63 мм, площадью поперечного сечения
)4
3,
3120 MiM
Сварка производится на машине МСТ-2001, N 22 кВт, п 1000 об/мин, Из формулы мощности N , (кВт)
крутящий момент на рабочем валу машины с учетом К1Щ передачи - 0,85 находят
209398
М.- -.-97500 . 97500-0,85
1820 кг.см 18200 кгмм
Рассчитывают величину давления
нагрева Р Р-S 4-3120 12480 кг, принимают Р 12500 кг, где Р - удельное давление нагрева для стали 45 равно 45 кг/мм.
Исходя из условия, что крутяшдй
момент трения в стыке (М) не должен превьшать допустимый крутящий момент (Мц ) для оборудования, на котором производится сварка, производят расчет удельного давления Р , которое прикладывают в конце первого цикла этапа нагрева.
Из формулы М - -TPfR находят ЗМ., 3 1§200
1 2- f,- R 23,14.0725 31 ,5
7
0,94 кг/мм , где f( - коэффициент трения в конце первого цикла нагрева, исходя из зависимости его изме- нения в процессе сварки трением, принимают равным 0,25. Отсюда, макси- мапьно е допустимое осевое давление в первом цикле.
Р, Р,- S 0,94-3120 2920 кг.
Тогда количество циклов п, на которое разбивается весь этап нагрева, равно
п
12500 2920
4,25.
Принимают количество цикло.в .
Аналогичным образом вычисляется максимальное удельное давление Р, в каждом из последующих циклов. Величина минимального осевого давления, препятствующего окислению стыка в процессе нагрева, повьшается в каждом из последующих циклов из эксплуатационных соображений: нет необходимости в каждом цикле уменьшать его до определенной величины, так как это ведет к неоправданным потерям в гидросистеме сварочной машины.
При проведении опытных сварок минимальное осевое давление в каждом из циклов устанавливается
, 1000 кг Р; 1800 кг PJ 3000 кг
312093984
Предлагаемый способ сварки трени- мощности привода враще1шя деталей ем за счет более полного использова- увеличить поперечное сечение свари- ния возможностей машин.для сварки ваемых деталей более чем на трением позволяет при той же25%.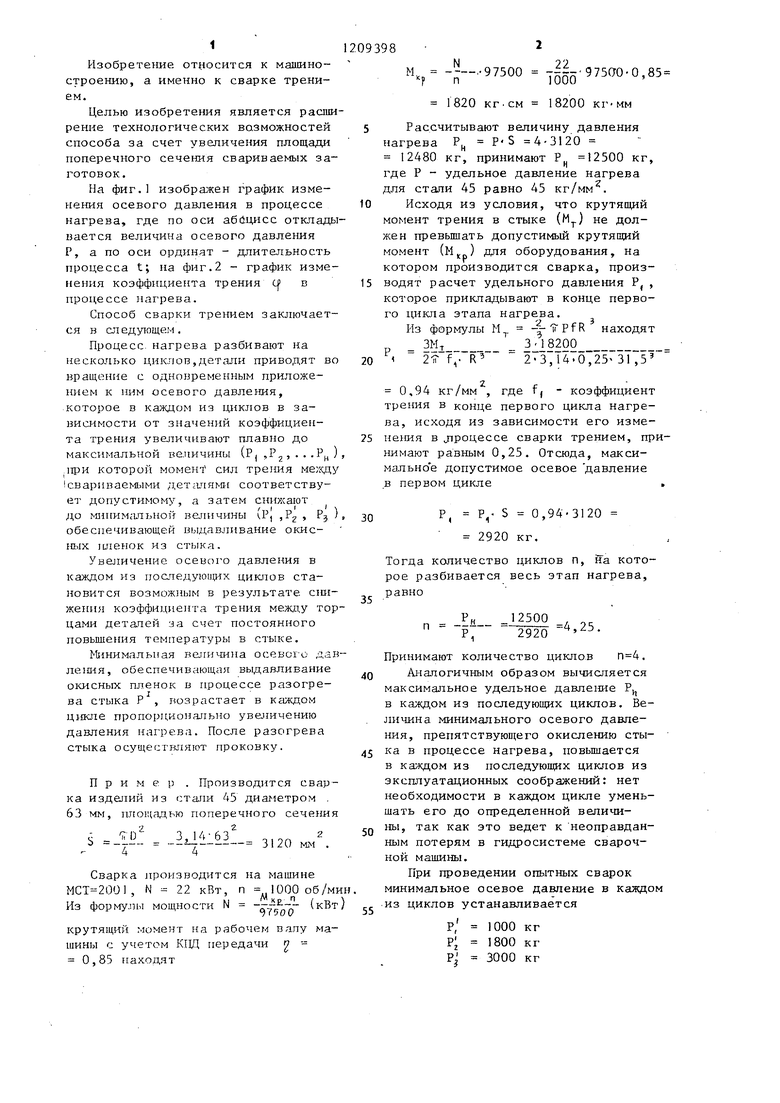
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ СТАЛЬНЫХ РЕЛЬСОВ | 2005 |
|
RU2296655C2 |
| Способ сварки трением и машина для его осуществления | 1978 |
|
SU863254A1 |
| Способ сварки трением полой детали с заглушкой | 1984 |
|
SU1466896A1 |
| Способ сварки трением | 1985 |
|
SU1355412A1 |
| Способ сварки трением | 1984 |
|
SU1232437A1 |
| Способ сварки трением | 1985 |
|
SU1375423A1 |
| СПОСОБ ЛИНЕЙНОЙ СВАРКИ ТРЕНИЕМ ЗАГОТОВОК ИЗ ТИТАНОВЫХ СПЛАВОВ ДЛЯ МОНОБЛОКОВ ТУРБОМАШИН | 2010 |
|
RU2456143C2 |
| СПОСОБ ЛИНЕЙНОЙ СВАРКИ ТРЕНИЕМ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2010 |
|
RU2456141C2 |
| Способ сварки трением | 1984 |
|
SU1180209A1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ | 2011 |
|
RU2483849C2 |
Ч
Фиг. г
